Rubriques du site
Le choix des éditeurs:
- Une histoire sur les tests psychologiques Comment entrer dans l'académie du renseignement étranger
- Mois 1 du calendrier romain
- En quoi un roman est-il différent d'une nouvelle ?
- Rav, Rabbi, Rabbi - qui est-il ?
- Alexander Prokhanov: biographie, vie personnelle, photos, livres et journalisme
- Politique OSAGO invalide
- Garantie Reso - "réparation en vertu de la nouvelle loi sur la garantie reso et ses conséquences"
- Calcul de l'indemnisation pour OSAGO en cas d'accident - comment vérifier si l'assuré vous trompe ?
- RSA assurant l'assurance du TCP
- Protection enfant prêt immobilier
Publicité
| Fraiseuse CNC 6r13f3. Fraiseuses avec la disposition inférieure d'une broche. Sélection du mode de fonctionnement |
|
À Catégorie: Machines à bois Fraiseuses avec emplacement en bas broche Conception Une fraiseuse monobroche à avance manuelle et avec un emplacement de broche inférieur (Fig. 1) se compose d'un lit le long duquel l'étrier se déplace verticalement. L'axe est fixé dans l'étrier sur des roulements à billes. Pour une buse longue, un support avec un roulement rabattable est fourni pour assurer la stabilité de la broche. Lors du changement d'outil, le support est retiré du côté Y. Des lignes de guidage et des pinces sont installées dans les fentes de la table. La position de la broche en hauteur est réglée à l'aide d'un volant. Le moteur électrique est relié à la broche par une transmission à courroie plate. La poulie montée sur la broche a une forme allongée, ce qui vous permet de modifier la position de la broche en hauteur sans modifier la position du moteur électrique.
Riz. 1. Fraiseuse monobroche F-4: 1 - lit, g - support, 3 - volant de levage de broche, 4 - table, 5 - guides de règle amovibles, 6 - support avec roulement rabattable, 7 - entonnoir de réception, 8 - volant pour courroie de tension Une conception plus avancée a une machine FSA pour le fraisage rectiligne (Fig. 2). Tout comme la machine F-4, sa broche est montée sur un étrier. La position de la broche en hauteur est modifiée à l'aide d'un volant. La broche est reliée à l'arbre du moteur par un entraînement par courroie, un volant sert à tendre les courroies, un alimentateur automatique est installé au-dessus de la table de la machine. Ses rouleaux d'alimentation sont articulés, ce qui vous permet d'introduire dans la machine des pièces d'une différence d'épaisseur allant jusqu'à 20 mm. Si une alimentation manuelle est nécessaire, le chargeur automatique peut être retiré de la machine ou mis de côté (par exemple, lors de l'installation d'un outil de coupe). Pour modifier la position du chargeur automatique dans le plan vertical, un volant est fourni. Le volant relié au variateur règle la vitesse d'avance, qui peut varier entre 8 et 25 mm. Le placement pratique du panneau de commande permet à l'opérateur de la machine d'éviter les mouvements inutiles pendant le fonctionnement. Sur la fig. 3 montre le schéma cinématique de la fraiseuse FA-4 à avance automatique. Sur la broche, de manière mobile, dans des roulements à billes, un bloc de pignons est fixé, qui tourne indépendamment de la broche. La pièce à traiter est placée dans un tsulaga et y est fixée. Une partie de la surface latérale du taquet fait office de copieur, une chaîne à rouleaux à douille ou un ruban perforé est fixé dessus, correspondant aux dents du pignon supérieur du bloc. Le pignon supérieur dans le processus de fonctionnement de la machine entre en prise avec la chaîne et alimente la pince avec le matériau en cours de traitement le long de l'outil de coupe. Le pignon supérieur est entraîné par le pignon inférieur (d'entraînement) du bloc, qui est relié par un entraînement par chaîne à l'entraînement du mécanisme d'alimentation, qui comprend un moteur électrique, un engrenage à vis sans fin et un engrenage. La conception du mécanisme d'alimentation offre la possibilité de donner un mouvement rectiligne au gabarit lors du traitement unilatéral des pièces et de rotation lors du traitement le long d'un contour. Les détails avec un contour délimité par un cercle sont traités avec un axe de rotation mobile du modèle. Dans tous les autres cas, le contour pointe parties courbes sont à des distances différentes du cercle de coupe décrit par le coupeur. Par conséquent, afin d'assurer un contact continu de la pièce avec l'outil de coupe, il est nécessaire de modifier la distance entre le centre de rotation du gabarit et le cercle de coupe. Pour ce faire, l'insert 6 est fixé de manière mobile avec un doigt et un levier est installé qui relie le gabarit au ressort. Lors de l'installation et du retrait du gabarit, l'insert avec le doigt est retiré de l'axe de la broche par la pédale. Si un côté de la pièce incurvée est traité, le gabarit est pressé contre le pignon d'alimentation par des rouleaux de pression montés sur l'insert.
Riz. 2. Fraiseuse FSA: 1 - table, 2 - chargeur automatique, 3 - volant pour régler la vitesse d'alimentation, 4 - volant du mécanisme de réglage automatique de la hauteur du chargeur, 5 - panneau de commande, 6 - volant du mécanisme de réglage de la hauteur de la broche, 7 - courroies de volant de mécanisme de tension, 8 - cadre L'industrie nationale produit également des fraiseuses FSH-4, conçues non seulement pour le fraisage à plat et de profil, mais également pour le prélèvement de goujons. Ces machines sont équipées d'un chariot de tenonnage, qui est fixé de manière mobile sur des rails de lit spéciaux. Des pinces, une règle d'arrêt et des butées d'extrémité sont installées sur le chariot. Déplacez le chariot manuellement. Le déplacement manuel du chariot lors de la modernisation de la machine peut être mécanisé, par exemple à l'aide d'un vérin pneumatique avec un régulateur hydraulique. Les pinces peuvent être équipées d'un moteur pneumatique.
Riz. 3. Schéma cinématique fraiseuse monobroche FA-4 avec avance automatique: 1 - pédale, 2 - support de broche, 3 - volant, 4 - câble, 5 - levier, 6 - insert, 7 - doigt, 8 - ressort, 9 - fraise, 10 - pignons de bloc, 11 - engrenage, 12 - engrenage à vis sans fin, 13 - moteur d'alimentation, 14 - moteur de broche, 15 - volant tendeur de courroie Sélection du mode de fonctionnement Le choix du mode de fonctionnement sur les fraiseuses de toute conception est réduit à la détermination de la vitesse d'avance des pièces à usiner. Le fraisage est souvent l'opération finale usinage pièces, car le meulage après le fraisage (en particulier les pièces façonnées) est difficile. Par conséquent, lors du choix des modes de fonctionnement des fraiseuses, ils procèdent des exigences de rugosité de la surface usinée. La classe de rugosité de surface requise dépend de la quantité d'avance et de l'angle auquel la fraise rencontre les fibres de bois. Exemple. Il est nécessaire de déterminer l'avance lors du fraisage d'une pièce courbe avec un angle de rencontre variable fvh, qui varie de 0 à 30°. La rugosité de la surface usinée doit correspondre à la septième classe. Le diamètre de la fraise est de 120 mm, le nombre de fraises r = 4, la broche fait 6000 tours par minute. Configuration de la machine Lors du fraisage de surfaces planes, les arêtes de coupe de l'extrémité inférieure de la fraise doivent être situées à 3-5 mm sous le niveau de la table, ce qui est obtenu par un mouvement correspondant de la broche. Dans le cas du fraisage de profil, la position de la fraise est déterminée par le gabarit ou l'échantillon de la pièce installé sur la table de la machine.
Riz. 4. Règles de guidage de la fraiseuse : 1 - règle arrière, 2 - support, 3 - règle avant Le fraisage à plat et de profil de pièces droites est effectué le long des lignes de guidage arrière et avant (Fig. 4), qui sont reliées par un support en fonte recouvrant l'outil de coupe. La règle 1 peut être réalisée d'une seule pièce avec le support, la règle est fixée de manière mobile sur le support. Habituellement, des règles en bois sont appliquées sur les plans métalliques des règles. Les plans verticaux des règles doivent être perpendiculaires au plan de la table de la machine. Avec le fraisage à plat, la règle arrière est installée le long de la barre, avec le fraisage de profil - à l'aide d'un standard. Pour ce faire, la barre ou la norme est pressée contre la règle arrière et la broche est tournée manuellement dans le sens opposé au sens de coupe. Les tranchants de la fraise doivent toucher légèrement la barre ou l'étalon. La règle avant doit être parallèle à la règle arrière et en être séparée lors du fraisage des plans d'une quantité égale à l'épaisseur de la couche de bois enlevée (1,5-2 mm). Dans le cas du fraisage de profil, la distance entre les règles doit également être de 1,5 à 2 mm, mais la fraise doit être étendue par rapport à la règle jusqu'à la profondeur du profil. La règle avant est installée le long de la barre de référence: elle est pressée contre la règle arrière et celle avant est fixée à la distance souhaitée. Si, lors du fraisage longitudinal, les bords de la pièce ne sont pas traités sur toute la longueur, les deux règles sont installées dans le même plan vertical. Dans le fraisage non traversant de pièces droites, des butées sont installées sur la table de la machine, limitant la longueur du fraisage (mouvement de la pièce), et les règles sont installées dans le même plan. Le fraisage des surfaces courbes est effectué selon des règles de copie spéciales fixées sur les pinces. La mise en place de la machine commence par la sélection de l'anneau, fixé en bas ou en haut de la fraise, selon la conception du tasseau. Différence de diamètre de bague et de diamètre surface cylindrique la coupe au cutter détermine la position relative du bord de mise en forme de la règle de copie et de la surface usinée de la pièce. Par conséquent, pour un appareil donné, l'amplitude de cette différence doit être strictement définie. Travailler sur des machines Sur les fraiseuses avec une position de broche inférieure, effectuer divers types En traitement. Le manuel décrit les opérations de base suivantes : par fraisage ; traitement des ébauches et des assemblages le long du contour extérieur ; couper les pointes et les yeux ; fraisage non débouchant. Par fraisage. Le fraisage des ébauches en ligne droite est effectué avec une avance manuelle. L'opérateur de la machine prend une autre pièce, la pose sur la table et, en appuyant le bord contre la règle de guidage, la pousse sur la fraise. Il est nécessaire de s'assurer que la main ne touche pas la pièce dans la zone de traitement. Le travail de l'opérateur de la machine est grandement facilité et devient sûr si la machine est équipée d'une pince d'au moins la conception la plus simple sous la forme d'une plaque à ressort ou d'un peigne en bois - une planche avec des coupes aveugles de 150 à 200 mm de long le long du fibres, faites à une distance de 10-15 mm les unes des autres. Dans ce cas, l'opérateur de la machine fait avancer la pièce sur la fraise sans la presser contre la règle. Si pendant le fraisage des éléments saillants non traités de la pièce sont remarqués, il est alors nécessaire de déplacer la règle avant vers l'axe de la broche. Lorsque de la mousse apparaît sur la surface traitée, il est nécessaire d'affûter ou de changer l'outil de coupe. Le décalage vertical du profil est le résultat d'une position incorrecte de la fraise par rapport au plan du bureau. La position est corrigée en déplaçant la broche. Le mauvais angle entre les surfaces usinées est le résultat d'un réglage inexact des règles, en particulier du dos, le long duquel la pièce est principalement basée. Si la règle n'est pas perpendiculaire au plan de la table, la surface usinée peut être ailée; la cause de l'aile est souvent la surface de base déformée.
Riz. 155. Dispositifs de fraisage traversant: a - avec pince, b - sans pince; 1 - corps, 2 - butée, 3 - coussin, 4 - pince, 5 - fraise, 6 - anneau, 7 - pièce, 8 - bord de formage du gabarit, 9 - roulement, 10 - garde, 11 - couvercle, 12 - broche L'ondulation sur la surface usinée est obtenue du fait que la pièce n'est pas fermement pressée contre la règle de guidage, ou que toutes les dents de la fraise ne participent pas au fraisage (cela se produit souvent lors de l'utilisation de fraises à dents insérées). En cas d'ondulation, vérifiez l'état de fonctionnement dispositifs de serrage et affûtage des dents de coupe. L'absence de couture est due à la non-rectitude des bords fraisés ou à l'écart entre la distance entre les lignes de guidage avant et arrière par rapport à celle spécifiée. Pour le fraisage traversant de pièces avec un profil incurvé d'une arête, dispositif spécial. Sur le bord du boîtier se trouve une pièce profilée (rail) qui sert de gabarit. Sur la fig. 5, b montre la conception de la fixation du dispositif sans pince. Sur la broche de la machine, une bague 6 à rotation libre (généralement un roulement à billes) est fixée concentriquement, qui sert de butée pour le gabarit. Le rayon de l'anneau doit correspondre à la taille du gabarit.La distance entre la surface de base du gabarit et l'axe de la broche pour un montage donné et un certain diamètre de la fraise est une valeur constante. Lors du traitement de surfaces profilées courbes, la position de la fraise par rapport au plan de la table est déterminée directement à partir du gabarit avec une pièce de référence fixée dessus. La fraise est réglée en déplaçant la broche dans un plan vertical.
Riz. Fig. 6. Schéma de fraisage sur une machine à avance mécanisée: a - pièce à un bord incurvé, b - pièce à deux bords incurvés; 1 - fixation (gabarit), 2 - butée, 3 - rouleaux de pression d'alimentation, 4 - pince, 5 - pièce, 6 - chaîne à rouleaux à douille entraînée sur le gabarit, 7 - pignon d'entraînement d'alimentation, 8 - pinces, 9 - couteau, 10 - anneau de support, 11 - butée Les pièces pour les pièces courbes (en particulier avec une grande courbure) avant le fraisage doivent être prétraitées sur scie à ruban avec indemnité de fraisage. Une condition indispensable pour obtenir un profil précis est un ajustement parfait de la pièce aux surfaces de base de la fixation et de la butée. Après avoir fixé la pièce dans le montage, elle est pressée avec un bord de gabarit sur l'anneau et déplacée autour de la table, traitement surface latérale blancs. S'il reste des endroits non usinés, cela indique une petite surépaisseur ou une sélection incorrecte du diamètre de l'anneau. Si la machine est équipée d'un mécanisme d'alimentation en forme d'astérisque sur la broche, une chaîne à rouleaux à douille est fixée sur le bord bouclé de la fixation (Fig. 6, a). Dans ce cas, l'opérateur de la machine installe la pièce dans le montage, la pousse sur l'outil de coupe et rétracte les rouleaux de pression avec la pédale. Une fois que le pignon du mécanisme d'alimentation s'engage dans la chaîne, il relâche la pédale, les rouleaux pressent le dispositif contre le pignon et il se déplace automatiquement pendant tout le fraisage de la pièce. À la fin de l'opération, l'opérateur de la machine rétracte les rouleaux, remet le dispositif dans sa position d'origine et retire la pièce traitée. Les pièces à deux bords incurvés sont fraisées en plaçant deux d'entre elles dans un même appareil (Fig. 6, b). L'opérateur de la machine alimente d'abord le dispositif d'un côté, puis le remet dans sa position d'origine et l'alimente vers l'outil de coupe avec l'autre côté. Après cela, la pièce traitée des deux côtés est retirée, une pièce est placée à sa place de l'autre côté du gabarit et la prochaine pièce non traitée est placée à sa place. Avec cette méthode, on gagne du temps pour les opérations auxiliaires. Traitement des contours. Le traitement des boucliers et des assemblages le long du contour extérieur ne diffère pas fondamentalement du fraisage d'ébauches courbes, car des fixations et des bagues de poussée sont également utilisées dans ce cas. Le bouclier est placé sur la table de la machine et un gabarit avec des pointes est placé dessus. La bague d'arrêt de la broche est située au-dessus de la fraise. L'appareil est réuni avec un bouclier empalé sur ses pointes à la broche et dépassé le long du contour, tandis que le gabarit est pressé contre le bouclier à ce moment, et avec le bord contre l'anneau de poussée. Un dispositif pour fraiser les nœuds le long du contour (Fig. 7, a) consiste en un gabarit avec une bande perforée ou une chaîne à rouleaux de brousse. Le nœud est percé sur le gabarit et le gabarit, qui a un trou au centre, est installé sur le doigt de la doublure. Pour ce faire, l'opérateur de la machine, en appuyant sur la pédale, éloigne son doigt de la broche et pose sur le doigt un appareil avec un nœud usiné. Ensuite, l'opérateur de la machine relâche la pédale, la chaîne d'accessoires est pressée contre le pignon et s'enclenche avec celui-ci. Le pignon du mécanisme d'alimentation fait tourner le dispositif avec la pièce en cours de traitement autour du doigt, qui presse le gabarit contre l'anneau à l'aide d'un ressort. Lorsque le montage fait un tour complet, l'opérateur de la machine appuie sur la pédale, retire le gabarit de la broche et en retire l'ensemble usiné. Couper les pointes et échantillonner les yeux. Pour couper les pointes et sélectionner les yeux, on utilise des fraiseuses à chariot. Les pièces taillées avec précision sont placées sur un chariot de tenonnage (Fig. 7, b) près de la règle, fixées avec une pince et alimentées avec le chariot vers la fraise à surfacer ou le disque à œil. Pour éviter l'écaillage, une pièce préalablement usinée est placée sur le chariot derrière les flans.
Riz. Fig. 7. Traitement sur fraiseuses: a - nœuds le long du contour, b - sélection des pointes; 1 - gabarit, 2 - rouleau presseur, 3 - insert, 4 - pièce, 5 - pince. 6. 8, 13 - supports, 7, 10 - couteaux, 9 - pignon. 11 - protège-lame, 12 - règle, 14 - chariot Après avoir coupé les pointes à une extrémité, la pièce (ou les pièces lorsqu'elles sont alimentées en paquet) est tournée de 180 ° et acheminée vers l'outil de coupe avec la deuxième extrémité. La précision de la taille du tenon sur la longueur dépend de la précision de la coupe. Il est préférable de traiter la deuxième extrémité de la pièce en la basant sur les épaules des pointes de l'extrémité déjà traitée. La distance entre les épaulements ou les parois verticales des poteaux doit être vérifiée. S'il diffère de celui spécifié sur le dessin, cela indique une installation incorrecte de la butée ou que les pièces ont été coupées de manière incorrecte ou avaient des longueurs différentes. Fraisage non traversant. Le schéma de fraisage non traversant le long des butées est illustré à la fig. 8. La pièce est placée sur la table de la machine, appuyée contre la butée et poussée lentement sur la fraise jusqu'à ce que la pièce soit appuyée contre la règle avec son bord. Après cela, sur la base de la table et de la règle, la pièce est déplacée jusqu'à la butée et retirée de l'outil de coupe. Sur les fraiseuses, il est strictement interdit : d'utiliser des têtes de coupe à coupe unique et des rondelles de serrage à brides ; traiter des pièces de section inférieure à 5 x 5 cm sans poussoir ; fraiser les pièces le long d'un profil incurvé contre la direction des fibres. Conçu pour le traitement de diverses pièces profilées complexes en acier, fonte, métaux non ferreux difficiles à couper, principalement des fraises à surfacer et en bout, des forets en production à petite et moyenne échelle. Système CNCLa fraiseuse CNC 6R13F3, 6R13RF3, 6T13F3 a été équipée par le fabricant d'un système CNC modèle NZZ-2M. La CNC vous permet de traiter simultanément des produits en mode de contrôle de programme dans trois coordonnées: longitudinale, transversale (déplacement de la table et du chariot avec la pièce) et verticale (déplacement du curseur avec l'outil). Le déplacement vertical programmable (coordonnée Z) est effectué par le mouvement du curseur. La console de la fraiseuse CNC 6R13F3, 6R13RF3, 6T13F3 n'a qu'un mouvement d'installation, à l'exclusion du positionnement et du fonctionnement en mode de suivi de la console, qui a une masse importante. La précision du traitement augmente, car la console est toujours serrée pendant le processus de coupe. Entraînements de machines Équipé d'entraînements d'alimentation servo-réglables avec des moteurs à courant continu à couple élevé. L'utilisation de servocommandes réglables avec des moteurs à courant continu permet une vitesse de déplacement rapide de la table jusqu'à 4,8 m/min et élimine le rejet de la pièce pendant le contournage en cas de panne de l'entraînement d'avance le long de l'une des coordonnées. Introduit des guides de lubrification centralisée. La machine adopte un dispositif de serrage d'outil électromécanique, fournissant une force de serrage stable de 2000 kg. Pour les équipements distants, un câblage prêt à l'emploi avec des connecteurs enfichables est disponible. La désignation L'index alphanumérique de la fraiseuse CNC 6R13F3, 6R13RF3, 6T13F3 signifie ce qui suit : le chiffre 6 est une fraiseuse ; la lettre P, T, M - modification de la machine, numéro 1 - indique une fraiseuse verticale, numéro 3 - taille standard de la machine (taille de la table), F3 - la présence d'un système CNC.
Fraiseuse CNC 6R13F3, 6R13RF3, 6T13F3 aujourd'huiLa fraiseuse CNC 6R13F3, 6R13RF3, 6T13F3 a été produite à l'usine Gorky de fraiseuses. Dans le même temps, d'autres usines ont également produit des machines de cette conception. ex-URSS. Certains d'entre eux travaillent encore aujourd'hui, produisant des versions améliorées de la fraiseuse CNC 6R13F3. Ils sont équipés de composants modernes de haute qualité et d'un système électrique fiable. PrixSur demande, nous pouvons fournir un prix pour les analogues modernes et peu coûteux des fraiseuses CNC 6R13F3, 6R13RF3, 6T13F3. Par exemple, avec une table mesurant 1050x520 mm, cela coûte à partir de 71 200 $. Analogues modernes Notre catalogue contient des analogues modernes de haute qualité des fraiseuses CNC 6R13F3, 6R13RF3, 6T13F3 - machines fabriquées en République tchèque. Ils possèdent Design moderne combinée à une fabrication de haute qualité. Le prix relativement bas pour ce niveau de machines fait des fraiseuses CNC TAJMAC-ZPS l'une des meilleures offres en termes de rapport qualité/prix. Informations sur le fabricant de la fraiseuse à console 6R13F3, 6R13F3-37Fabricant de fraiseuses à console verticale 6R13F3, 6R13F3-37 Usine de fraiseuses de Gorky fondée en 1931. Le deuxième fabricant de machines-outils 6R13F3 Usine de construction de machines de Votkinsk VMZ, (actuellement OAO Votkinsk Plant) fondée en 1757 par le comte P.I. Shuvalov avec la permission de l'impératrice Elizabeth. La production de fraiseuses à console verticale à l'usine de construction de machines de Votkinsk a commencé en 1956 et en 1959, la production de fraiseuses CNC a commencé. Aujourd'hui, les fraiseuses à console sont produites par l'entreprise SARL "Parc Machines" fondée en 2007. Fraiseuses à console. informations généralesFraiseuses à console horizontales et verticales - c'est le type de machines le plus couramment utilisé pour travaux de fraisage. Les fraiseuses à console tirent leur nom du support de console (console), qui se déplace le long des guides verticaux du banc de la machine et sert de support aux mouvements horizontaux de la table. Tailles standard des fraiseuses à console Il est d'usage de caractériser par la taille de la surface de travail (fixation) de la table. Les fraiseuses à console peuvent avoir horizontal, universel (large universel) et verticale exécution avec la même taille de la surface de travail de la table. La combinaison de différentes versions de la machine avec la même caractéristique dimensionnelle de base de la table est appelée gamme de taille des machines. En URSS, la production de fraiseuses à console de cinq tailles était maîtrisée: Selon la taille de la surface de travail de la table, il y a tailles suivantes fraiseuses à console :
Conformément aux dimensions de la table, aux dimensions globales de la machine elle-même et de ses principaux composants (lit, table, traîneau, console, coffre), à la puissance du moteur électrique et à l'amplitude du plus grand mouvement (course) du changement de table dans le sens longitudinal, traîneau dans le sens transversal et console dans le sens vertical. Désignation des fraiseuses à console6 - fraiseuse (numéro de groupe selon classification ENIMS) R- série (génération) de la machine (B, K, N, M, R, T) 1 - numéro de sous-groupe (1, 2, 3, 4, 5, 6, 7, 8, 9) selon la classification ENIMS (1 - fraisage vertical) 2 - version machine - taille standard (0, 1, 2, 3, 4) (3 - taille bureau - 400 x 1600) Lettres à la fin de la désignation du modèle g– fraiseuse à console horizontale avec table non rotative À- machine avec photocopieuse pour surfaces courbes B– une machine avec une productivité accrue (gamme de vitesses de broche, avances de table et puissance accrue moteur d'entraînement principal). P- précision de la machine - (n, p, c, a, c) selon GOST 8-XX O– machine universelle large F1– une machine-outil avec un dispositif d'indication numérique DRO et un pré-ensemble de coordonnées F2– une machine-outil avec un système de contrôle numérique de position CNC F3– machine-outil avec contour (continu) système CNC F4- machine polyvalente avec système de contournage CNC et magasin d'outils Fraiseuse à console verticale 6R13F3 avec CNC. Objet et portéeFraisage à console machine verticale 6R13F3 CNC mis en production en 1972. Sur la base de ce modèle, des machines 6r13rf3 avec une tourelle, 6r13f3-37 ont été conçues. La fraiseuse verticale 6R13F3 est conçue pour le traitement de diverses pièces d'un profil complexe en acier, fonte, métaux non ferreux difficiles à couper, principalement des fraises à surfacer et en bout, des forets en production à moyenne et petite échelle. La fraiseuse modèle 6R13F3-37 est équipée d'un dispositif CNC N33-2M, qui permet de traiter simultanément les produits en mode de contrôle de programme dans trois coordonnées: longitudinale et transversale (déplacement de la table et du chariot avec la pièce) et verticale (déplacement du curseur avec l'outil). Le principe de fonctionnement et les caractéristiques de conception de la machineLe déplacement vertical programmable (coordonnée Z) est effectué par le mouvement du curseur. La console de la fraiseuse CNC 6R13F3 n'a qu'un mouvement d'installation, à l'exclusion du positionnement et du fonctionnement en mode servo de la console, qui a une masse importante. La précision du traitement augmente, car la console est toujours serrée pendant le processus de coupe. La machine est équipée d'entraînements d'alimentation servo-réglables avec des moteurs à courant continu à couple élevé. L'utilisation de servocommandes réglables avec des moteurs à courant continu permet une vitesse de déplacement rapide de la table jusqu'à 4,8 m/min et élimine le rejet de la pièce pendant le contournage en cas de panne de l'entraînement d'avance le long de l'une des coordonnées. Introduit des guides de lubrification centralisée. La machine adopte un dispositif de serrage d'outil électromécanique, fournissant une force de serrage stable de 2000 kg. Pour les équipements distants, un câblage prêt à l'emploi avec des connecteurs enfichables est disponible. Rugosité de la surface usinée Rz = 20 µm. Classe de précision de la machine - H selon GOST 8-82. Développeur - Gorky Machine Tool Production Association. Dimensions de l'espace de travail de la fraiseuse avec CNC 6R13F3
Dimensions de l'espace de travail de la fraiseuse CNC 6r13f3-37 Dimensions de montage de la fraiseuse CNC 6R13F3
Dimensions de montage de la fraiseuse CNC 6r13f3-37 Vue générale de la fraiseuse 6R13F3
Fraiseuse photo 6r13f3-37 6R13F3 Emplacement des composants de la fraiseuse à console CNC
Emplacement parties constitutives fraiseuse 6r13f3-37 avec CNC
L'emplacement des commandes de la machine CNC modèle 6R13F3
L'emplacement des commandes de la fraiseuse 6r13f3-37 Liste des commandes de la machine 6R13F3 et leur objectif
Schéma cinématique d'une fraiseuse CNC 6R13F3
Schéma cinématique d'une fraiseuse CNC 6r13f3-37 Description de la conception de la fraiseuse CNC 6R13F3Lit de machineLe lit est l'unité de base principale sur laquelle les unités et les mécanismes de la machine sont montés. La structure rigide du cadre est obtenue grâce à la base développée et un grand nombre travers de porc. Son corps avant a des guides verticaux le long desquels la console se déplace. Pour lire la valeur du mouvement d'installation de la console, une règle est fixée sur le châssis. Des interrupteurs de fin de course sont placés dans la niche gauche du cadre pour limiter la course de la console. Dans la partie supérieure du boîtier du cadre, sur le côté droit, se trouve une fenêtre à travers laquelle l'accès à la pompe à huile et à la boîte de vitesses est ouvert. Pour sélectionner la vitesse requise, une boîte de vitesses est installée sur le côté gauche du lit. Une tête de broche est fixée sur le plan d'accouplement du col du lit. Il y a un réservoir d'huile à l'intérieur du corps du cadre. Le lit est installé sur la base et fixé à celle-ci avec des boulons. Boîte de vitesse de la machineLa boîte de vitesses est utilisée pour indiquer à la broche différentes vitesses de rotation pendant la coupe. La lubrification des roulements et des engrenages de la boîte de vitesses est effectuée à partir d'une pompe à piston située à l'intérieur de la boîte de vitesses. Boîte de vitessesFournit 18 vitesses de broche et permet de sélectionner la vitesse souhaitée sans passage successif d'étapes intermédiaires. La commutation des vitesses s'effectue de la manière suivante: la poignée 28 (feuille 14 Fig. 4) est abaissée jusqu'à ce que la pointe de la poignée soit retirée de la rainure de verrouillage et retirée d'elle-même jusqu'à ce qu'elle s'arrête. En tournant le cadran, poz.26 règle le nombre de tours requis contre le pointeur fléché. Dans ce cas, le déclic du loquet signifie que le cadran est fixé dans cette position. Appuyez sur le bouton-poussoir, pos. 27, remettez la poignée d'un mouvement fluide dans sa position d'origine (initiale). La lubrification de la boîte de vitesses est effectuée à partir de la pompe à piston de la boîte de vitesses. Tête de broche machineLa tête de broche se compose de trois éléments principaux: une glissière, une boîte de vitesses, un curseur avec une broche. La glissière est centrée dans la contre-dépouille annulaire du col du lit et y est fixée par quatre boulons. Un curseur avec une broche se déplace le long des guides rectangulaires de la diapositive - la coordonnée Z. La boîte de vitesses sert à transférer le mouvement principal (de rotation) à la broche depuis la boîte de vitesses via une paire de roues coniques et trois roues cylindriques. Le mouvement du curseur avec la broche selon le programme est effectué à partir d'un moteur à couple élevé via une boîte de vitesses à partir d'une paire de roues cylindriques (Fig. 8) et une transmission "vis à écrou roulant". Pour effectuer un mouvement manuel du curseur, une sortie est fournie - un hexagone I (Fig. 7). Table et traîneau (Fig. 9,10 et II)La table et le traîneau assurent le mouvement de la table le long des coordonnées X et Y (longitudinales et transversales). Lors du déplacement le long de la coordonnée X, la table reçoit le mouvement d'un moteur à couple élevé de type PBV112LGUZ via une boîte de vitesses à un étage avec un rapport de démultiplication i = 1: 2 et une transmission à vis-écrou roulante. La vis à billes principale pour le mouvement longitudinal de la table tourne dans des roulements à billes montés sur le côté gauche dans le support et sur la droite - dans le carter de la boîte de vitesses. Les écrous à vis sont fixés rigidement dans un support fixé à la table. Dans le réducteur du mouvement longitudinal de la table se trouve un transformateur de type BTM-1V, qui est un capteur de rétroaction. Le déplacement de la table vers la coordonnée Y est effectué à partir de l'entraînement monté dans la console. La vis à billes de course du mouvement transversal de la table est installée dans le boîtier de la console. Pour le déplacement manuel de la table, il y a une sortie hexagonale 2 (Fig. 9). L'espace dans les guides de la table et de la glissière est sélectionné avec des cales. Pour régler l'écart, voir la section "Réglage". Console de fraiseuse CNC 6R13F3La console est l'unité de base qui combine les entraînements des mouvements verticaux et transversaux de la table. Le long des guides verticaux du lit (profil " queue d'aronde la console assure un mouvement de réglage vertical. Le long des guides horizontaux de la console de profil rectangulaire, le nœud "Table et traîneau" se déplacera dans le sens transversal (coordonnée Y). Dans la profondeur de la console, une boîte de vitesses à deux étages pour le mouvement transversal de la table avec un rapport de démultiplication i = 1:2 est montée. Le mouvement de la table est effectué à partir d'un moteur électrique à couple élevé de type PBV112LGUZ via une boîte de vitesses et une transmission à vis-écrou à roulement. Les engrenages hélicoïdaux cylindriques sont préfabriqués pour éliminer le jeu latéral dans l'engrenage. Un transformateur rotatif de type VTM-1B, pos. 1 (fig. 13). Sur le côté droit du corps de la console, un moteur électrique asynchrone de type 4A90LA à mouvement d'installation verticale est installé. Le mouvement est effectué par une paire de vis sans fin et un engrenage à vis. Pour lubrifier les guides des pièces mobiles, les engrenages et les roulements de la machine, la console dispose d'un réservoir d'huile et d'une pompe de lubrification de type VT II-IIA, qui est alimentée par un moteur AOL-21-4. Les guides horizontaux de la console sont fermés à l'avant avec une protection télescopique et à l'arrière - avec des "tabliers" fixés au lit et à l'extrémité arrière de la glissière. Fonctionnement de la machine avec serrage électromécanique de l'outilLa commande du dispositif de serrage électromécanique de l'outil s'effectue dans l'ordre suivant :
Lors de l'appui sur l'outil, il faut :
Sinon, le rouleau cannelé peut complètement sortir de la tige. Ensuite, lors du serrage de l'outil, la tige doit être pressée vers le haut afin que l'extrémité filetée du rouleau soit vissée dans le trou fileté de la tige. L'installation des fraises dans les mandrins est effectuée en fonction de leur taille et de leur type conformément aux Fig.15,16. L'outil dans le mandrin est fixé à l'extérieur de la machine à l'aide de baguettes remplaçables. Le mandrin a un cône extérieur 7:24 et un "Morse n° 4" intérieur Pour la fixation d'un outil avec des cônes Morse n° 2,3,5, on utilise des bagues d'adaptation remplaçables 2 et 3. pour traiter avec des fraises en bout (avec un tige conique) respectivement Ø 16, Ø 20, Ø 40, Ø 50. Capture I doit être installé de manière à ce que sa rainure en T soit perpendiculaire aux rainures avant du mandrin. Insérez les mandrins avec l'outil dans le trou conique de la broche et, en tournant à un angle de 90 °, connectez-vous à l'extrémité en forme de T de la tige, activez le bouton "Tool Clamp". La fin de la pince est déterminée en poussant les embrayages à came. Le serrage de l'outil doit être effectué à une vitesse de broche ne dépassant pas 40 tr/min. Equipement électrique de la machine 6R13F3. informations généralesL'équipement électrique est situé sur la machine dans le poste de commande et comprend également le système de commande numérique NZZ-2M. Le poste de contrôle sert à accueillir des appareils de commutation, des dispositifs de protection du circuit électrique. L'équipement électrique est alimenté par le poste de contrôle à partir d'un réseau de courant alternatif triphasé avec une tension de 380 V, une fréquence de 50 Hz. La fluctuation admissible de la tension d'alimentation est de 15% ± 10% de 380 V. En cas de fortes fluctuations de la tension secteur, il est nécessaire d'alimenter le dispositif CNC et l'automatisation électrique de la machine à partir d'un stabilisateur séparé. Il est possible d'alimenter un groupe de machines CNC à partir d'un stabilisateur séparé ou d'un convertisseur de machine séparé. La machine utilise les tensions suivantes :
L'alimentation du poste de commande est mise en marche par l'Automate d'initiation (I) qui est commandé au moyen d'une poignée placée sur la porte du poste de commande. Les lecteurs suivants sont installés sur la machine :
Le moteur électrique d'entraînement d'alimentation est contrôlé par la CNC via un convertisseur à thyristors de type 3T6S-8-PBV-112LU4. Le retour de vitesse est assuré par une génératrice tachymétrique intégrée au moteur électrique avec excitation par aimants permanents. Désignation selon le schéma M6. Le retour de position est fourni par un transformateur rotatif de type BTM-1V
Fraiseuse verticale CNC 6R13F3. Vidéo.
Caractéristiques techniques de la fraiseuse CNC 6R13F3-37
La tâche principale de cet équipement de fraisage, modèle 6R13F3, est de traiter des produits et des pièces métalliques (fonte, acier, métaux non ferreux). Le traitement est effectué par des fraises intégrées à la machine. Machine 6R13F3 avec CNC Ce routeur a un modèle d'appareil CNC H33-2M. Avec l'aide de laquelle il est possible de produire et de contrôler le traitement des produits métalliquesà distance le long des coordonnées verticales, longitudinales et horizontales. Avec cela, vous pouvez transporter la table sur laquelle l'élément métallique est traité, ainsi que déplacer le curseur avec l'outil. Le déplacement de l'élément sur les programmes distants vers le haut et vers le bas s'effectue en déplaçant le curseur. Le panneau CNC 6R13F3 a un mouvement d'installation. Étant donné que la console est complètement comprimée au moment du traitement du produit métallique, l'élément est coupé aussi précisément que possible. La machine CNC 6R13F3 est équipée d'entraînements d'alimentation électriques, qui sont servo-réglables. Ces entraînements fournissent une alimentation continue en courant, grâce à laquelle la table peut se déplacer assez rapidement (jusqu'à 4,80 m/min.). De ce fait, la possibilité de fabriquer une pièce défectueuse est exclue si l'un des entraînements du mécanisme cesse de fonctionner. L'appareil a système centralisé lubrification de tous les éléments de guidage. Pour serrer un produit métallique, le mécanisme contient un outil électromécanique dont la force de serrage est supérieure à 2 000 kilogrammes. La machine est conçue conformément à toutes les normes et exigences des normes GOST. L'équipement est équipé de son propre câblage électrique au cas où des travaux de finition doivent être effectués dans un endroit où il n'y a pas de prise de courant. Après avoir fini élément métallique, l'indice de rugosité est environ égal à 20 µm. CaractéristiquesAu moyen de la machine, il est possible de traiter des structures en fonte et en acier de complexité variable. Beaucoup recommandent d'utiliser une petite production dans le travail. L'appareil occupe une surface de 3,45x3,97 mètres. La hauteur de la structure est de 2,96 mètres et son poids est de 4,450 kilogrammes. Le fonctionnement est contrôlé par une commande automatisée. Le logiciel assure le fraisage du produit selon les paramètres suivants :
L'équipement est équipé de moteurs à couple élevé, avec lesquels la table est transportée assez rapidement (environ 4,80 m/min.). De plus, cette conception d'alimentation sert de garantie de qualité lors du fraisage travaux de finition partie métallique, même si l'un des disques tombe en panne. Lors de la conception de l'appareil, les développeurs ont conçu mécanisme spécial dispositif de serrage qui fonctionne électriquement principe mécanique. Le mécanisme résiste à une force de serrage allant jusqu'à 2 000 kilogrammes. La puissance totale de tous les moteurs est de 16,87 kW et la puissance du mouvement de la console est de 2,20 kW. En particulier, la puissance est répartie entre les éléments suivants :
Avec le câblage électrique dont cet appareil est équipé, il peut être utilisé dans un endroit où il n'y a pas d'accès au secteur. A noter que le câblage est équipé de connecteurs enfichables. Les principales caractéristiques techniques de la fraiseuse verticale 6R13F3 comprennent :
Description du mécanismeComme mentionné ci-dessus, la machine est équipée d'un logiciel qui vous permet de :
Le logiciel vous permet de contrôler le fonctionnement de l'ensemble du flux de travail, du début des travaux de finition à leur achèvement. Passant par Logiciel, l'opérateur reçoit des informations sur toutes les erreurs et pannes, d'autres paramètres du système, des informations de base sur le travail, ainsi que des informations supplémentaires. Vous pouvez afficher des informations sur les logiciels installés et, si nécessaire, installer de nouveaux logiciels ou modifier des fonctionnalités. Ce logiciel n'est qu'une partie de l'ensemble de l'équipement électrique de la fraiseuse verticale. Son fonctionnement est assuré par un réseau électrique triphasé avec une tension de 380 volts. Les éléments de commande sont équipés d'un mécanisme de protection. Les performances peuvent également être assurées à l'aide de convertisseurs de machine spéciaux et même de stabilisateurs. Cela protège l'appareil contre les dommages dus aux surtensions. Le poste de contrôle est démarré par une machine d'introduction. Son fonctionnement est contrôlé par des poignées et des leviers intégrés situés à l'extérieur de l'équipement. L'appareil fonctionne normalement à des tensions :
La rétroaction est actionnée par un générateur et la vitesse est actionnée par une génératrice tachymétrique intégrée au moteur électrique. Fonctionnement de la cinématique de l'installation
Système cinématique L'appareil a une base solide. Pour cette raison, la conception est rigide, fiable et sûre. La console de travail principale se déplace le long des guides. La ligne de guidage elle-même possède un mécanisme intégré qui transmet les indicateurs du mouvement effectué au logiciel. Il y a des interrupteurs dans une niche spécialement intégrée sur le côté gauche du lit, qui, si nécessaire, limitent le mouvement de la console de commande. Les vitesses à grande vitesse sont commutées à l'aide d'une boîte spéciale intégrée au mécanisme à côté des limiteurs. Une fenêtre est intégrée dans la boîte et est située sur le côté droit du cadre. Vous pouvez entretenir et régler la boîte de vitesses, par exemple, changer l'huile ou les pièces défectueuses. Les curseurs de ce modèle pour le fraisage de produits métalliques se déplacent le long de guides rectangulaires. Le réducteur, le coulisseau et le coulisseau sont montés dans la tête de broche. Du fait de l'hexagone, ces éléments bougent. Le transport du logiciel s'effectue au moyen de roues cylindriques et d'un motoréducteur électrique.
Prix des machines neuves et d'occasionLes magasins modernes proposent d'acheter de nombreuses fraiseuses verticales CNC, cependant, le choix d'un équipement de haute qualité et correct doit être traité avec beaucoup de soin, car la qualité des pièces produites en dépendra. Il est préférable d'inviter une personne compétente pour l'inspection et la démonstration, qui aidera à évaluer la qualité et à la comparer avec le prix. Peut être acheté auprès de différents systèmes gestion, dont les développeurs sont des entreprises allemandes, japonaises et nationales. Toute la gamme est soumise à une série de tests de performances. Il est important de savoir qu'en raison de son coût élevé, la plupart des magasins n'annoncent que la vente, alors que la machine peut n'être qu'au stade de la préparation de la prévente. C'est pourquoi, avant d'acheter, il convient de vérifier la disponibilité du modèle requis auprès du fournisseur. Les nouveaux modèles les moins chers du marché peuvent être achetés pour environ 1 600 000 à 3 500 000 roubles. Le coût dépend de la disponibilité d'appareils supplémentaires et du type de logiciel. En particulier, le prix de Équipement de base est égal à 2.400.000 roubles (TVA comprise). Les possibilités de traitement technique peuvent être augmentées au moyen d'une tête de division et d'autres dispositifs. Toutes les machines sont fabriquées exclusivement à partir de matériaux de qualité qui ont été minutieusement testés auparavant. En termes de rapport qualité / prix, de telles machines sont l'une des meilleures offres du marché aujourd'hui. Il arrive que la production, pour une raison ou une autre, s'arrête momentanément ou complètement. Ensuite, leurs propriétaires commencent à vendre de tels appareils. Lors de l'achat d'un modèle d'occasion, il convient d'examiner attentivement l'inspection et il est préférable de le faire avec un spécialiste. En règle générale, le prix des fraiseuses verticales représente 50 à 70 % du coût des nouveaux équipements. Avant d'acheter, il vaut la peine de l'examiner afin que lors de l'inspection, il soit possible d'identifier les pièces défectueuses. S'il est possible de procéder à un examen avec un spécialiste, il est préférable de le faire de cette manière. Important! Sur le marché secondaire, vous pouvez également en acheter un cassé au prix le plus bas. Si une pièce a échoué dans l'équipement de production, vous pouvez utiliser l'achat de celles qui ont échoué, mais vous devez d'abord vous assurer qu'elle fonctionne dans celle que vous achetez. En règle générale, de tels mécanismes ne conviennent pas à la restauration. Fraiseuse verticale CNC 6r13f3: description, caractéristiquesLa fraiseuse verticale CNC 6R13F3 est destinée principalement à la fabrication de divers élémentsà partir de tels matériaux: acier, fonte, métaux non ferreux (qui peuvent être attribués à ceux qui sont difficiles à traiter), principalement en utilisant des fraises en bout et en bout dans l'attente d'une production à petite et moyenne échelle. Système CNC 6R13F3L'appareil 6r13f3 se caractérise également par la présence d'un passeport - un document décrivant ses capacités. La CNC permet de traiter différents types de structures dans l'organisation du contrôle du programme, en utilisant en même temps un ensemble de trois coordonnées :
La saillie de cette fraiseuse ne permet que le mouvement indiqué, ce qui élimine à son tour l'indication et l'action de la charge associée sur la console, qui a un poids important. De cette manière, il est possible d'augmenter le niveau d'erreur de fabrication, car la poutre doit être serrée à chaque fois pendant le fonctionnement de la machine. Les fraiseuses verticales sont équipées d'un arbre vertical, qui se déplace dans une direction verticale, dans certains échantillons, il a la propriété de rotation. La table se déplace à la fois horizontalement, transversalement au centre de la broche de l'unité et verticalement. Entraînements de machinesL'alimentation de la machine CNC 6R13F3 contient des engrenages d'alimentation servo-réglables avec des moteurs électriques à grande vitesse de commutation sur l'électricité ininterrompue. L'utilisation de moteurs de stabilisation de suivi en combinaison avec des moteurs pour l'alimentation électrique continue ou continue dans les machines-outils garantit la vitesse de déplacement précis de la table jusqu'à 4,8 m/min. Les défauts d'éléments sont également exclus en cas de traitement intermittent, à moins qu'il n'y ait des défauts lors du transfert de la livraison le long de l'une des coordonnées. Vous pouvez également introduire un revêtement centralisé des principaux éléments des machines-outils. L'utilisation de constructions électromécaniques de mécanismes de préhension, qui garantit une force de serrage continue jusqu'à 2000 kg, est assez souvent utilisée. Aux fins de l'alimentation portable, une caractéristique telle qu'un câblage électrique préparé avec déconnexion à fourche est applicable. Décodage du nomEn étudiant le passeport de la machine souhaitée, vous pouvez trouver les noms de l'indicateur alphanumérique :
Lit de machineLe lit prend la place du lien central principal, qui contribue à l'installation de la structure primaire et automatique de la machine. La construction solide du cadre contribue à une fondation étendue et à une bonne quantité de nervures. La base du châssis reçoit les composants du guidage vertical dont le but est de déplacer le faisceau. Au moyen d'une piste fixe sur le châssis, il est possible de calculer la quantité de mouvement instructif de la console. À l'aide d'interrupteurs de fin de course, il est possible de limiter la direction générale du faisceau dans la zone gauche de la niche d'habillage. Sur le côté droit de la section de couverture du fuselage de la machine, il y a un espace qui ouvre le passage vers la pompe à huile et montre également la boîte de vitesses. L'avant gauche de la poutre est équipé d'une boîte de transition de la petite vitesse à la grande vitesse afin de sélectionner le rythme de travail requis avec les pièces de fraisage. Le plan de fil du trou dans le lit est fixé avec une tête de broche. Au milieu du lit se trouve un compartiment à huile spécial. Le corps est monté sur la machine à la base et maintenu avec des boulons.
Boîte de vitesse de la machineAfin de donner un signal à la broche sur la vitesse requise pendant le processus de coupe, vous devez disposer d'une boîte de vitesses. Cela vous aidera à gérer la machine plus efficacement et à surveiller la vitesse des pièces de fraisage. La boîte de vitesses, en fait, "informe" la broche du changement de vitesse des tours pendant la coupe. Il est nécessaire de lubrifier les roulements et les engrenages de la boîte de vitesses dans le sens de pompe à piston, qui se trouve au milieu de cette boîte. Tête de broche machineLe dessus des machines comporte trois composants principaux :
Le traîneau est aligné avec la contre-dépouille circulaire du col de la machine et est maintenu avec lui par quatre boulons. Dans ce cas, la vanne avec l'arbre peut être déplacée vers les glissières rectangulaires (coordonnée Z). La boîte de vitesses est conçue pour représenter le mouvement circulaire principal de la broche à l'aide d'une boîte de vitesses, ainsi que d'une paire de roues coniques et de trois roues cylindriques. Le regroupement du curseur avec l'arbre selon le projet est mis en œuvre à l'aide d'un moteur, ainsi que d'une boîte de vitesses à partir de deux rouleaux tubulaires, plus le déplacement de la vis vers l'écrou et l'écrou vers le roulement. Table et traîneauCes composants créent des conditions favorables pour que la table se déplace vers les coordonnées X et Y (axiales et perpendiculaires). Pour commencer, pour que la vis mobile aide la table à se déplacer horizontalement, elle tourne dans des roulements à billes installés sur le côté gauche du support. Le support fixe également les écrous à vis, qui sont fixés à la table. Le contrôleur de mouvement fractionnaire possède un convertisseur de type BTM-1V dont la description est apportée par le contrôleur d'interaction inverse. Le déplacement de la table le long de l'ordonnée Y est effectué à partir du moteur, qui est monté dans la poutre. La vis à billes mobile du mouvement perpendiculaire de la table est située dans le cadre de la poutre. Pour déplacer la table manuellement, vous devez utiliser une goupille hexagonale.
Equipement électrique de la machine 6R13F3L'alimentation électrique est située sur l'appareil au point de commande et contient une partie de la commande numérique NZZ-2M. Le point de commande permet d'y placer des appareils installés horizontalement pour fournir un circuit électrique. L'équipement électrique est alimenté à l'aide d'un poste de contrôle à partir d'un réseau de courant alternatif triphasé avec une tension de 380 V, une fréquence de 50 Hz. La fluctuation autorisée à la tension d'alimentation est de 15% ± 10% de 380V. En cas de fortes fluctuations de la tension secteur, il est nécessaire d'alimenter la structure CNC et l'automatisation électrique, qui à son tour est un égaliseur unique pour les machines. Les types de tension suivants dans les machines-outils sont souvent applicables :
La connexion de l'interrupteur à l'alimentation de contrôle peut être effectuée à l'aide de l'installation initiale, qui peut être contrôlée par la poignée affichée sur la porte de l'unité de contrôle. La rétroaction dans la direction à grande vitesse est effectuée par un générateur tachymétrique monté dans un moteur électrique avec une motivation à partir d'aimants permanents. vseochpu.ru But et caractéristiques de la fraiseuse verticale avec CNC 6r13f3 La fraiseuse CNC 6r13f3 est une machine de haute qualité. La machine peut effectuer des travaux sur des pièces de fraisage. L'appareil est capable d'effectuer des travaux sur les produits de forage lors de l'utilisation de l'outil approprié. L'unité traite des pièces en fonte, acier et divers alliages de métaux ferreux et non ferreux. Caractéristiques de l'appareil6r13f3 a de nombreuses fonctionnalités. Outre le traitement des produits en fonte et en acier, la machine peut traiter :
 Tôles laminées à chaud L'unité peut gérer divers détails fraises à surfacer et à bout. L'appareil est utilisé dans la production de petites et moyennes séries. Son poids atteint 4449 kg et les paramètres généraux de longueur, largeur et hauteur sont de 345 * 296,5 * 397 cm. L'appareil dispose d'une CNC qui vous permet de:
Les principales caractéristiques de la machine :
La fraiseuse 6r13f3 est équipée de 6 moteurs électriques:
L'appareil est pourvu d'un câblage électrique équipé de connecteurs pour fiches. Caractéristiques de la machine CNCL'appareil est équipé d'un afficheur numérique gestion de programme, grâce à:
 Système CNC Dans le cadre de la fraiseuse verticale avec CNC 6r13f3, il y a :
À l'aide de la CNC, l'opérateur a la possibilité de contrôler l'outil et de suivre visuellement la direction de son mouvement. Dans le même temps, il n'a pas besoin de travailler constamment sur le programme sur l'appareil. L'opérateur de cet appareil CNC reçoit toutes les données nécessaires via 5 indicateurs principaux:
Caractéristiques de l'équipement électrique de la machineLa machine-outil CNC est partie intégrante son équipement électrique. C'est un réseau triphasé ayant une fréquence de 50 Hz et fonctionnant à une tension de 380 V. Étant donné que l'unité est équipement coûteux, les développeurs prévoient pour cela un système spécial de protection du réseau. Dans certaines entreprises, pour protéger la machine des pannes de courant, elle est connectée à des stabilisateurs ou à des convertisseurs de machine. Grâce à ces appareils, l'appareil reçoit l'alimentation nécessaire et est en même temps protégé contre les surtensions soudaines du secteur. Toute fraiseuse verticale avec CNC 6r13f3 est équipée d'un poste de commande, qui est activé au moyen d'une machine d'introduction. AVEC face avant station il y a des poignées qui contrôlent le fonctionnement de la machine. Le système fournit plusieurs types de tension :
 Moteur de machines Schéma d'une machine CNC 6r13f3L'unité est caractérisée par une base rigide. Ceci est assuré par le fait que son cadre a une base bien développée avec de nombreuses nervures. Devant le lit se trouvent des guides verticaux. La console se déplace le long d'eux. Il y a une fenêtre en haut du cadre. Grâce à elle, l'opérateur accède à la pompe et à la boîte de vitesses. Les interrupteurs équipés sur un lit limitent la course de la console. La tête de broche se compose des éléments suivants :
Les glissières sont boulonnées au bâti, et leur centrage s'effectue dans son col. Le mouvement du traîneau avec le curseur se produit le long de guides rectangulaires. La console de l'appareil sert d'élément de base. Son rôle est de combiner les entraînements des mouvements verticaux et transversaux de la table. À l'intérieur de la console, il y a une boîte de vitesses à deux étages. Vidéo connexe : fraiseuse verticale CNCpromzn.ru 2. Machine mod. 6r13f3La machine est conçue pour le traitement de pièces de profils complexes en acier, fonte, aciers difficiles à couper et métaux non ferreux en production unique et en série. Des fraises, des forets, des fraises en bout, en bout, angulaires, sphériques et en forme sont utilisés comme outils. Classe de précision machine H. 2.1. Caractéristiques techniques de la machine
2.2. dispositif de commande numérique par ordinateurLa machine utilise le type de contour CNC - NZZ-2M. Le support de programme est une bande perforée à huit pistes, code ISO. Les informations géométriques sont spécifiées par incréments. L'interpolateur est linéaire-circulaire. Le nombre de coordonnées contrôlées est de 3, le nombre de coordonnées contrôlées simultanément est de 3 pour l'interpolation linéaire et de 2 pour l'interpolation circulaire.La résolution de lecture le long des axes de coordonnées X, Y, Z est de 0,01 mm. Le traitement spatial est réalisé par une combinaison du mouvement de la table le long de deux coordonnées (X "et Y") et du mouvement vertical du curseur avec un outil de coupe (coordonnée Z). Il est possible de travailler en mode préréglé avec l'introduction du programme dans le dispositif CNC directement par l'opérateur à l'aide du clavier. 2.3. Disposition, principaux composants et mouvements dans la machineLa base de la machine (Fig. 1) est le châssis A, qui a une structure rigide en raison de la base développée et d'un grand nombre de nervures. La console B se déplace le long des guides verticaux du corps du cadre (mouvement d'installation). Le long des guides horizontaux (profil rectangulaire) de la console, le mécanisme du traîneau de table D se déplace dans le sens transversal (avance le long de l'axe Y "), et le long des guides de la glissière dans le sens longitudinal - la table (avance le long de l'axe X"). Dans le corps de la console, les entraînements de l'alimentation transversale et verticale sont montés, et dans le corps de la glissière - l'entraînement de l'alimentation longitudinale. La fraise reçoit le mouvement principal de la boîte de vitesses B. Dans la tête de broche D, un entraînement pour les mouvements verticaux du curseur le long de l'axe Z est installé.
Riz. un. Forme générale mod. 6R13F3 2.4. Cinématique des machinesMouvement principal. La broche VIII est entraînée par un moteur asynchrone M1 (N= 7,5kW, n= 1450rpm) à travers une boîte de vitesses à trois blocs coulissants roues dentées B1, B2, BZ et engrenages z = 39–39, z = 42–41–42 dans la tête de broche. Le mécanisme de commutation par blocs offre 18 vitesses et permet de sélectionner la vitesse souhaitée sans passage successif d'étages intermédiaires. Équation de la chaîne cinématique pour la vitesse minimale de la broche
Riz. 2. Schéma cinématique de la machine 6R13F3 L'outil dans le mandrin est fixé à l'extérieur de la machine à l'aide de baguettes remplaçables. Le mandrin a un cône extérieur 50 et un cône Morse intérieur n° 4. Des bagues remplaçables sont utilisées pour fixer les outils avec les cônes Morse n° 2 et 3. Le serrage de l'outil est réalisé par un dispositif électromécanique. La lubrification des roulements et des engrenages de la boîte de vitesses est effectuée à partir d'une pompe à piston située à l'intérieur de la boîte de vitesses. Servir les mouvements. L'alimentation verticale du curseur avec une broche montée à l'intérieur est réalisée à partir d'un moteur à couple élevé M2 (M = 13N m, n = 1000 tr/min) via une paire d'engrenages z = 44–44 et une transmission à vis-écrou à roulement VII avec un pas P = 5 mm. Le mouvement manuel du curseur est fourni. Un capteur de rétroaction est installé sur l'arbre XI - un transformateur de type VTM-1V. L'alimentation transversale du traîneau est réalisée à partir d'un moteur à couple élevé M4 (M = 13N m, n = 1000 tr/min), via une boîte de vitesses sans jeu z = 22–52–44 et un écrou à vis roulant XVII avec un pas P = 10 mm. L'écart dans les roues dentées hélicoïdales 1, 3 et 5 de la boîte de vitesses est éliminé en meulant les demi-anneaux 2 et 4 installés entre les roues 3 et 5. L'alimentation longitudinale de la table provient d'un moteur électrique à couple élevé MZ (voir Fig. 2) via une boîte de vitesses sans jeu z = 26–52 et une vis à roulement XIII avec un pas P = 10 mm. Dans les boîtes de vitesses des mouvements longitudinaux et transversaux, des capteurs de rétroaction sont installés - des transformateurs de type VTM-1V. L'espace dans les guides de la table et de la glissière est sélectionné avec des cales. L'écart dans les engrenages de la vis-écrou roulant est éliminé en tournant les deux écrous dans un sens du nombre de dents requis. Mouvements auxiliaires. Des bornes hexagonales spéciales peuvent être utilisées pour produire mouvements manuels en coordonnées X'etY'. L'alimentation verticale d'installation de la console est réalisée à partir du moteur électrique M5 (N = 2,2 kW, n = 1500 tr/min) via la paire de vis sans fin z = 2–40 et la vis mèreXIX. studfiles.net Caractéristiques des machines 6R13F3-37Achetez cette machine sans intermédiaires :  Caractéristiques:Les machines de modèle 6r13f3-37 sont conçues pour le traitement multi-opérationnel des pièces configuration complexe en acier, fonte, métaux non ferreux et légers, ainsi que d'autres matériaux. En plus des opérations de fraisage sur machines, il est possible d'effectuer des perçages, alésages, fraisages et alésages précis de trous. Dimensions de la surface de travail de la table, mm 400x1600 Déplacement maximum de la table (longitudinal), mm : 1000 Déplacement maximum de la table (transversal), mm : 400 Déplacement maximum de la table (vertical), mm : 420 Distance de la de la broche horizontale (extrémité verticale) à la surface de travail de la table, mm 70-500 Limites de vitesse de la broche principale, min-1 : 31,5-1600 Limite d'avance (longitudinale), mm/min : 12,5-1600 Limite d'avance (transversale ), mm/min : 12,5-1600 Limite d'avance (verticale), mm/min : 4,1-530 Puissance du moteur électrique de mouvement principal, kW : 11 Puissance du moteur électrique d'entraînement d'avance, kW : 3 Poids des pièces avec fixation, kg 300 Dimensions, mm 2570х2252х2430 Poids, kg 4300 Achetez cette machine sans intermédiaires. |




















 longueur)
longueur) 1600mm
1600mm largeur
largeur  la taille)
la taille) 2465
2465 2670mm
2670mm

| Lire: |
|---|
Populaire:
Services réseau et services réseau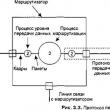
|
Nouvelle
- Religion : qu'est-ce que le Saint-Esprit ?
- Quand est la procession pour Pâques
- Comment faire un masque en dentelle de vos propres mains Masques ajourés à faire soi-même
- Avantages et inconvénients du gingembre pour la santé
- Saints martyrs royaux
- Allergie aux bananes, symptômes, traitement Un enfant peut-il être allergique aux bananes
- Qui a besoin de l'unification de l'Église orthodoxe russe hors de Russie et du Patriarcat de Moscou ?
- Noms propres
- Réunion d'affaires sur les problèmes Objectifs et étapes des réunions sur les problèmes
- Ordonnance sur la nomination à l'échantillon de poste Ordonnance sur la nomination d'un représentant autorisé de l'échantillon de clients




