Bahagian laman web
Pilihan Editor:
- hanya entiti sah yang boleh menjadi simpanan
- Pengumpulan dan penggunaan mata pada Ozon
- Apa yang anda boleh buat dengan bonus Terima kasih dari Sberbank di kedai dalam talian OZON?
- Operasi perbankan dan jenisnya
- Komisen apa yang diambil oleh broker?
- Orang Dalam Perbankan, atau "Tanpa Kemasukan Tidak Sah"
- Peralihan dari pembinaan bersama ke kewangan projek
- Kutipan tunai: urus niaga
- Cara membeli saham Sberbank untuk individu dan menerima dividen
- Promosi yang menguntungkan pada deposit Sberbank untuk Tahun Baru, faedah pada "Tahun Baru
Mengiklankan
| Bahan pelbagai saiz. Kelengkapan yang tidak diukur adalah pilihan terbaik untuk pembinaan tingkat rendah! Kepelbagaian paip |
|
Pekerja kurang dari satu tahun, tanpa mengira kosnya, serta barang yang bernilai hingga 100 kali ganda gaji minimum bulanan per unit, tanpa mengira hayat perkhidmatannya, dan dalam organisasi belanjawan - sehingga 50 kali lebih besar). Lebih-lebih lagi, rekod ini dibuat dengan kos sebenar, dan pengumpulan dibuat pada harga runcit, dan kadang-kadang dalam jumlah beberapa kali. Perbezaan antara kos bahan dengan harga kutipan dan kos sebenar dicatat pada akaun kunci kira-kira khas. Apabila jumlahnya dikumpulkan, perbezaan tersebut dikreditkan kepada hasil belanjawan negara. Dengan mempertimbangkan pendapat yang telah ditetapkan bahawa pengaruh penyimpangan utama terhadap dinamika penunjuk jumlah pengeluaran diberikan oleh penggunaan bahan produk yang berbeza, dapat diandaikan bahawa penyimpangan tertinggi petunjuk kecekapan swasta untuk jenis produk dari tahap kecekapan umum untuk perusahaan secara keseluruhan akan diperhatikan untuk semua petunjuk kecekapan bahan, dan terutama dari segi petunjuk yang dikira berdasarkan jumlah produk yang dijual. Sebenarnya, di hampir semua kilang yang dianalisis, penyimpangan indikator kecekapan swasta dari tahap umum untuk kilang secara keseluruhan dalam penggunaan bahan ternyata, secara umum, kurang daripada kecekapan menggunakan aset produksi tetap dan malah tenaga buruh. Perbezaan pulangan (kecekapan) adalah 1000 rubel. kos bahan dalam pengeluaran pelbagai jenis produk jarang mencapai 2-3 kali ganda, dan dari segi kos aset pengeluaran 4-6 kali ukurannya. Loji pembuatan mesin mempunyai kedai perolehan khas di mana bahan dipotong. Sekiranya tidak ada kedai seperti itu atau organisasi mereka tidak sesuai, maka bahagian pemotongan diperuntukkan di kedai pemprosesan. Semasa memotong bahan sangat penting mempunyai aplikasi yang betul pelbagai, ukuran dan ukuran bahan standard, pengurangan maksimum jumlah sampah yang dapat dikembalikan dan tidak dapat dipulihkan, kemungkinan penggunaan sampah dengan membuat bahagian yang lebih kecil daripadanya, mengelakkan penggunaan bahan ukuran penuh untuk memotong kosong yang dapat dihasilkan dari bahan yang tidak lengkap, menghilangkan penolakan semasa pemotongan. Peningkatan K.r.m., dan, akibatnya, pengurangan bahan buangan difasilitasi oleh susunan ukuran dan pelbagai ukuran. Semasa memotong bahagian dan produk dari pelbagai saiz dan konfigurasi kompleks untuk meningkatkan K, r.m. menggunakan teknologi EMM dan komputer. Keperluan yang paling penting, untuk-rymi mesti dipandu dalam menyusun Z.-s. dan memeriksa ketepatannya, adalah yang berikut a) pematuhan ketat terhadap kuantiti produk yang dipesan untuk julat dana bekalan yang diperuntukkan dan kontrak pembekalan yang disimpulkan untuk setiap item nomenklatur kumpulan b) pematuhan penuh rentang pesanan dengan standard semasa, teknikal . syarat, katalog, serta perjanjian penawaran yang disimpulkan, sementara penting untuk memperluas penggunaan jenis produk yang paling progresif, bahan yang diukur dan pelbagai ukuran, dll. c) pematuhan dengan standard pesanan yang ditetapkan dan perakaunan yang betul mengenai kadar penghantaran transit d) pengedaran seragam produk yang dipesan dengan penghantaran masa dengan penggunaan biasa atau memastikan ketepatan waktu penghantaran dengan pendahuluan yang diperlukan berhubung dengan syarat penggunaan (dalam satu tindikan atau halaman) e) ketersediaan dan kebenaran semua data yang diperlukan mengenai penerima dan pembayar pesanan ini, serta petunjuk harga dan jumlah pesanan yang tepat, dengan mengambil kira bayaran tambahan untuk syarat khas pelaksanaannya. PRESTASI DAN PELBAGAI BAHAN YANG DIPESAN - kesesuaian ukuran bahan (panjang dan lebar) dengan ukuran kosong, to-rye mesti diperolehi dari bahan-bahan ini. Urutan bahan yang diukur dan berganda dilakukan dengan ketat sesuai dengan yang diukur - dengan dimensi anggaran satu benda kerja, dan berganda - dengan bilangan bulat bilangan kerja tertentu dari bahagian atau produk yang sesuai. Bahan yang diukur membebaskan kilang pengguna dari pemotongan awal (pemotongan) mereka, yang menyebabkan sisa dan kos buruh untuk pemotongan dihapuskan sepenuhnya. Pelbagai bahan semasa memotongnya menjadi kosong boleh dipotong tanpa sisa akhir (atau dengan sisa minimum), yang menghasilkan penjimatan bahan yang sesuai. Apabila memotong secara berasingan dengan ukuran yang sama, kadar penggunaan bahan lembaran atau kepingan yang dipotong dari gulungan dengan dimensi yang berlipat ganda dari panjang dan lebar dimensi kosong ditentukan sebagai hasil membahagi berat lembaran dengan bilangan bulat kosong yang dipotong dari helaian. Data jadual. 4 menunjukkan perbezaan yang signifikan dalam penyediaan industri dengan dana untuk insentif ekonomi untuk pekerja. Menurut dana insentif material pada tahun 1980, selisihnya adalah 5 kali ganda, dan pada tahun 1985 ia telah menurun, walaupun penyesuaian harga sebagai hasil dari semakan mereka dari 1 Januari 1982, hanya menjadi 3 kali ganda. Dari segi dana untuk acara sosial dan budaya dan pembinaan perumahan, nisbah antara nilai minimum dan maksimum dana ini adalah pada tahun 1980 per 1 rubel. upah 1 4.6, dan per 1 pekerja - 1 5.0. Pada tahun 1985, indikator serupa masing-masing adalah 1 3.4 dan 1 4.1. Harus diingat bahawa dalam industri seperti industri perhutanan, kayu, pulpa dan kertas, serta industri bahan binaan, ukuran dana insentif material berada di bawah "had sensitiviti" pembayaran bonus, yang menurut anggaran yang terdapat dalam literatur berdasarkan penyelidikan khusus, adalah 10 - 15% berkaitan dengan upah. Biarkan koordinat pos pertama (xj7 y, di mana 1 sistem koordinat mempertimbangkan sumber p dan sumber (m - p). Kami membahagikan bulatan yang berpusat pada titik (xj y () menjadi k sama sektor sehingga ukuran sudut sektor v = 360 / k adalah kelipatan dari pengukuran arah angin di stesen meteorologi ketinggian tinggi dari menara televisyen Ostankino, yang diterbitkan dalam buku tahunan "Bahan pemerhatian meteorologi ketinggian tinggi. Bahagian 1.", y ) tergolong dalam sektor 1 1 Rancangan pembekalan yang dikembangkan di perusahaan mencerminkan langkah-langkah yang bertujuan untuk menyelamatkan bahan, menggunakan sisa dan sumber sekunder, menerima produk dengan ukuran yang banyak dan diukur, profil yang diperlukan, dan sejumlah kegiatan lain (yang melibatkan stok berlebihan dan tidak terpakai, pemerolehan terdesentralisasi, dll.). Bahan-bahan yang diukur dan banyak digunakan secara meluas dalam organisasi penyediaan logam besi bergulung untuk pembinaan mesin, kilang. Penggunaan produk yang diukur dan digulung berganda membolehkan anda menjimatkan dari 5 hingga 15% berat logam berbanding dengan produk gulung dengan ukuran komersial biasa. Dalam bidang kejuruteraan pengangkutan, penjimatan ini lebih besar dan berbeza antara 10 hingga 25% di pelbagai kilang. Semasa menentukan kebolehlaksanaan pesanan bahan dengan panjang dan panjang yang diukur, adalah perlu untuk mempertimbangkan kemungkinan menggunakan sisa akhir dari batang pemotong atau jalur ukuran normal untuk mendapatkan kekosongan bahagian kecil yang lain dengan memotong bersama (gabungan) yang asli bahan. Dengan cara ini, adalah mungkin untuk mencapai peningkatan yang signifikan dalam kadar penggunaan logam gulung tanpa surcaj untuk dimensi atau darab. Senarai harga semasa (1967) untuk produk bergulung berprofil, paip, jalur, dan lain-lain. Bahan menyediakan bekalan bahan dengan panjang campuran yang paling murah (dengan turun naik panjang dalam had tertentu), bekalan panjang standard yang diukur dengan ketepatan yang lebih mahal, dan akhirnya , pembekalan yang paling mahal untuk panjang yang diukur bukan piawai. (atau gandaan ukuran tertentu) panjang. Kenaikan harga berbeza mengikut jenis bahan, tetapi trend umum adalah sama. Sebagai tambahan untuk meningkatkan kos bahan dan menyulitkan kerja kilang pembuatan, pengkhususan pesanan memerlukan peningkatan dalam nomenklatur dan jumlah lot penghantaran individu, yang menyulitkan penawaran dan meningkatkan ukuran stok. Item perbelanjaan ini merangkumi hampir semua bekalan alat ganti untuk pembaikan peralatan, Bahan Binaan, bahan dan barang untuk aktiviti ekonomi semasa, alat pemadam api, alat pertolongan cemas, bahan habis pakai untuk peralatan pejabat dan komputer, alat tulis, bahan kimia rumah tangga, perabot, dan lain-lain. Ini termasuk barang berharga kurang dari 50 kali gaji minimum (untuk saat menyusun permohonan - 5,000 rubel) atau jangka hayat kurang dari 1 tahun, tanpa mengira kos item tersebut. MASALAH PEMOTONGAN (masalah ut) adalah masalah khusus mengenai penggunaan bahan mentah yang kompleks, biasanya diselesaikan dengan pengaturcaraan linear atau pengaturcaraan integer. Pandangan umum dapat dirumuskan kerana diperlukan untuk mencari minimum bentuk linier, menyatakan jumlah kepingan bahan (bar, dll.) yang digunakan oleh semua kaedah memotongnya Lihat juga Bahan pelbagai ukuran BAHAN DIMENSI (bahan pra ut) - bahan, dimensi yang sesuai dengan dimensi bahagian dan benda kerja yang diperoleh darinya. Kecekapan pesanan M m terdiri dari penghapusan sisa pengeluaran sepenuhnya semasa memotong dengan menghilangkan operasi untuk memotong bahan kerja Untuk bekalan M m, pembekal mengenakan bayaran tambahan Lihat juga Bahan pelbagai saiz PEMOTONGAN (bahan) (bahan mengucapkan) - proses mendapatkan bahagian dan kosong dari bahan kepingan (kaca, papan lapis, logam, dll.) P dibuat dengan mengambil kira penggunaan kawasan lembaran yang paling rasional dan pengurangan sisa pengeluaran Lihat juga Masalah pemotongan, Bahan pelbagai saiz Lihat halaman di mana istilah tersebut disebutkan Bahan pelbagai saiz: Logistik (1985) - [Sebenarnya, tidak satu industri pun boleh melakukan tanpa paip. Bersama dengan simen atau pasir, paip adalah sifat yang tidak dapat dielakkan dari mana-mana tapak pembinaan. Mereka digunakan dalam bidang kedokteran, dalam pembuatan perabot, di pesawat, kapal, mobil dan bangunan mobil. Paip tidak tergantikan semasa mengangkut bahan cair atau gas. Di setiap kawasan ini, paip pelbagai parameter digunakan, termasuk panjang. Jenis paipPaip dibahagikan kepada tiga kumpulan besar: lancar, dikimpal dan dibentuk. Mari kita bincangkan ciri khas masing-masing. Paip lancarMereka dibezakan oleh integriti struktur. Atas sebab ini, paip dapat menahan beban tinggi. Paip lancar, pada gilirannya, dibahagikan kepada dua jenis: cold-rolled dan hot-rolled. Sejuk dilancarkan... Mereka dapat memiliki diameter luar, ketebalan dinding dan panjang masing-masing 5-250 mm, 0,3-24 mm dan 1,5-11,5 m. Mereka dicirikan oleh kebersihan permukaan yang tinggi dan parameter geometri yang tepat. Paip cold-rolled digunakan dalam penerbangan, astronautik, perubatan, dalam pembuatan mesin pembakaran dalaman, peralatan bahan bakar, dandang stim nuklear dan loji tenaga, perabot. Panas digulung... Mereka mempunyai diameter luar, ketebalan dinding dan panjang 28–530 mm, 2,5–75 mm dan 4–12,5 m. Mereka dibezakan oleh permukaan kasar dan ketepatan rendah. Mereka lebih sukar daripada rakan sejawat mereka. Paip hot-roll digunakan dalam industri kimia dan perlombongan, dalam pembuatan loji dandang dan pemasangan paip air domestik. Paip elektrodCiri khas paip jenis ini ialah kehadiran jahitan yang dikimpal dalam struktur. Mereka dibahagikan kepada: jahitan lurus dan lingkaran. Paip jahitan lurus masing-masing mempunyai diameter luar, ketebalan dinding dan panjang 10–1420 mm, 1–32 mm dan 2–12 m. Selalunya ia digunakan semasa memasang saluran paip dengan tekanan sederhana. Paip spiral dihasilkan dengan diameter luar, ketebalan dinding dan panjang 159–2520 mm, 3,5–25 mm dan 10–12 m. Mereka digunakan untuk pembinaan saluran pemanasan dan saluran paip air. Mereka digunakan untuk operasi di bawah tekanan tinggi - tidak lebih dari 210 atmosfera. Paip profilPaip profil tidak lancar dan dikimpal elektrik dan mempunyai keratan rentas dalam bentuk segi empat sama, segi empat tepat atau bujur. Dimensi luaran paip persegi dari 10 hingga 180 mm, ketebalan dinding - 1–14 mm dan panjang - 1.5–12.5 m. Produk dengan bahagian segi empat tepat dihasilkan dengan dimensi dari 10 × 15 hingga 150 × 180 mm, ketebalan dinding dari 1 hingga 12 mm dan panjang dari 1.5 hingga 12.5 m. Kedua-dua jenis paip digunakan untuk pembinaan struktur bangunan: bingkai, tiang, tiang, tiang, tangga dan lantai. Produk dengan bahagian bujur lebih banyak digunakan untuk tujuan hiasan: pembuatan pegangan tangan, perapian perapian, perabot rumah tangga dan pejabat. Mereka boleh mempunyai dimensi dari 3 × 6 hingga 22 × 72 mm, ketebalan dinding dari 0,5 hingga 2,5 mm dan panjang dari 1,5 hingga 12,5 m. Panjang paipPiawaian untuk semua jenis paip yang disenaraikan menunjukkan tiga pilihan untuk pembuatannya:
Untuk setiap parameter, standard menentukan had atas dan bawah. Pengilang mematuhi keperluan ini semasa pembuatan. Kadang-kadang terdapat formulasi "panjang diukur dengan baki" atau "panjang gandaan panjang diukur dengan baki". Ini bermaksud bahawa beberapa paip lebih panjang daripada yang diperlukan. Pengilang selalu menetapkan bahagian produk (sebagai peratusan) dari jumlah batch yang dihantar dengan penyimpangan tersebut. Video menunjukkan bagaimana operasi pemotongan paip dilakukan:
KesimpulannyaPanjang adalah salah satu parameter utama paip. Mengetahui perbezaan antara nilai yang diukur, tidak diukur dan gandaan nilai yang diukur akan membolehkan anda merumuskan pesanan anda dengan lebih tepat dan mengelakkan kos yang tidak perlu. Bahan utama untuk pembuatannya adalah pelbagai gred karbon dan besi aloi, aluminium dan aloi, tembaga dan tembaga. Bergantung pada komponen utama, beberapa jenis lingkaran logam dibezakan. Varieti ini dan peratusan komponen dalam komposisinya ditunjukkan dalam jadual 1. Dokumentasi teknikal
Ketumpatan titik pukulan (atau kadang-kadang, yang disebut kepadatan pecah), KB, adalah bilangan PV / km 2 atau batu 2. KV, bersama dengan jumlah saluran, KK, dan ukuran OCT kesalahan akan menentukan lipatan sepenuhnya (lihat bab 2). X min adalah offset minimum terbesar dalam tinjauan (kadang-kadang disebut sebagai LMOS), seperti yang dijelaskan dalam konsep "kandang". Lihat rajah. 1.10. Xmin kecil diperlukan untuk mendaftarkan cakrawala cetek. X maks X max adalah ofset log berterusan berterusan, yang bergantung pada kaedah penangkapan dan ukuran tambalan. X max biasanya separuh pepenjuru dari tampalan. (Patch dengan sumber pengujaan luaran mempunyai geometri yang berbeza). Max X besar diperlukan untuk mendaftarkan cakrawala dalam. Sebilangan ofset yang ditentukan oleh X min dan X max mesti dijamin di setiap tong sampah. Dalam pensampelan asimetri, offset maksimum selari dengan garis penerimaan dan ofset tegak lurus ke garis penerima akan berbeza. Kemerosotan migrasi (kadang-kadang dipanggil migrasi halo) Kualiti rendering yang dicapai oleh penghijrahan 3D adalah kelebihan tunggal terpenting dari 3D berbanding 2D. Halo migrasi adalah lebar kawasan pembingkaian yang mesti ditambahkan untuk tinjauan 3D untuk membolehkan cakrawala dalam berpindah. Lebar ini tidak harus sama untuk semua sisi kawasan yang menarik. Kon pelbagai Kerucut lipat adalah kawasan permukaan tambahan yang ditambahkan untuk membina lipatan penuh. Selalunya terdapat pertindihan antara kerucut lipat dan lingkaran cahaya kerana seseorang mungkin bertolak ansur dengan pengurangan lipatan di tepi luar lingkaran migrasi. Gambar 1.9 akan membantu anda memahami beberapa istilah yang baru dibincangkan. Dengan andaian bahawa RLP (jarak antara garis penerimaan) dan RLV (jarak antara garis letupan) adalah 360m, IPP (selang antara titik penerimaan) dan IPV (selang antara titik pengujaan) adalah 60m, dimensi tong adalah 30 * 30m. Sel (dibentuk oleh dua garis penerima selari dan garis tembakan tegak lurus) akan mempunyai pepenjuru: Xmin = (360 * 360 + 360 * 360) 1/2 = 509m Nilai Xmin akan menentukan ofset minimum terbesar yang akan direkodkan di tong sampah yang merupakan pusat sel. Catatan: Amalan buruk untuk mencocokkan sumber dan sink - jejak bersama tidak akan menambah lipatan, kita akan melihatnya kemudian. Catatan: PERANCANGAN DAN REKA BENTUK Reka bentuk tinjauan bergantung pada banyak input dan kekangan, yang menjadikan reka bentuk sebagai seni. Pecahan garis penerimaan dan pengujaan harus dilakukan dengan melihat hasil yang diharapkan. Beberapa peraturan dan garis panduan penting untuk memahami labirin dari pelbagai parameter yang perlu dipertimbangkan. Pada masa ini, ahli geofizik dibantu dalam tugas ini oleh perisian yang ada. Jadual Keputusan Reka Bentuk Kajian 3D. Sebarang tangkapan 3D mempunyai 7 parameter utama... Jadual keputusan berikut disajikan untuk menentukan lipatan, ukuran tong sampah, Xmin. Xmax, halo migrasi, pengurangan kawasan, dan panjang rekod. Jadual ini merangkum parameter utama yang perlu ditentukan dalam reka bentuk 3D. Parameter ini dijelaskan dalam bab 2 dan 3. § Kepelbagaian lihat bab 2 § Saiz tong sampah § Halo migrasi lihat Bab 3 § Mengurangkan darab § Panjang rekod Jadual 2.1 Jadual Keputusan untuk Reka Bentuk Kajian 3D.
Garis lurus Pada asasnya, saluran penerimaan dan pengujaan terletak tegak lurus berhubung antara satu sama lain. Pengaturan ini sangat sesuai untuk tinjauan dan kru seismik. Sangat mudah untuk berpegang pada penomboran perenggan. Menggunakan kaedah sebagai contoh Garis lurus garis terima boleh timur-barat dan menerima garis utara-selatan, seperti yang ditunjukkan dalam Rajah. 2.1 atau sebaliknya. Kaedah ini mudah disebarkan di lapangan dan mungkin memerlukannya peralatan tambahan untuk penyebaran sebelum penggambaran dan semasa bekerja. Semua sumber antara garis penerimaan yang sesuai diproses, patch penerimaan dipindahkan satu baris dan prosesnya diulang. Sebahagian penyebaran 3D ditunjukkan pada rajah atas (a) dan, lebih terperinci, pada rajah bawah (b). Untuk tujuan Bab 2, 3 dan 4 kita akan menumpukan perhatian pada kaedah penyebaran yang sangat umum ini. Kaedah lain dijelaskan dalam Bab 5.
Nasi. 2.1a Reka Bentuk Garis Lurus - Pelan Umum
Nasi. 2.1b. Reka Bentuk Garis Lurus - Pembesaran Kepelbagaian Jumlah darab adalah bilangan jejak yang dikumpulkan menjadi satu jumlah jejak, iaitu bilangan titik tengah per bin OST. Kata "lipat" juga dapat digunakan dalam konteks "lipatan" atau "lipat DMO" atau "lipat" (lihat lipatan Gijs Vermeer ", zon Fresnel dan Pengimejan" di http://www.worldonline.nl / 3dsymsam. ) Lipatan biasanya berdasarkan niat untuk mendapatkan nisbah Isyarat ke Bising (S / N) yang berkualiti. Sekiranya darabnya berganda, maka terdapat peningkatan S / N sebanyak 41% (Gamb. 2.2). Menggandakan nisbah S / N memerlukan empat kali ganda (dengan anggapan kebisingan diedarkan mengikut fungsi Gaussian rawak). Lipatan harus ditentukan setelah memeriksa tinjauan sebelumnya di kawasan tersebut (2D atau 3D), dengan teliti menilai Xmin dan Xmax (Cordsen, 1995) , simulasi, dan mempertimbangkan bahawa migrasi DMO dan 3D dapat meningkatkan nisbah isyarat-ke-bunyi dengan berkesan. T. Krey (1987) menetapkan (menunjukkan) bahawa nisbah darab 2D ke 3D bergantung sebahagiannya pada: Darab 3D = darab 2D * Kekerapan * C Cth. 20 = 40 * 50 Hz * C Tetapi 40 = 40 * 100 Hz * C Sebagai peraturan, gunakan lipatan 3D = ½ * lipatan 2D Cth. Lipatan 3D = ½ * 40 = 20 untuk mendapatkan hasil yang setanding dengan data 2D berkualiti. Sebagai langkah keselamatan, sesiapa sahaja boleh menerima lipatan 2/3 2D. Sebilangan penulis mengesyorkan mengambil satu pertiga daripada pembesaran 2D. Nisbah yang lebih rendah ini hanya memberikan hasil yang dapat diterima apabila kawasan tersebut mempunyai S / N yang sangat baik dan hanya masalah kecil yang diharapkan. Migrasi 3D juga akan menumpukan tenaga lebih baik daripada migrasi 2D, yang memungkinkan pengurangan lipatan. Lebih banyak lagi formula lengkap Kreia mentakrifkan perkara berikut: Lipatan 3D = lipatan 2D * ((jarak tong 3D) Jarak CDP 2 / 2D) * frekuensi * P * 0.401 / kelajuan cth. Darab 3D = 30 (30 2 m 2/30 m) * 50 Hz * P * 0.4 / 3000 m / s = 19 Nisbah 3D = 30 (110 2 kaki 2/110 kaki) * 50 Hz * P * 0.4 / 10000 kaki / s = 21 Sekiranya jarak antara jejak dalam 2D jauh lebih kecil daripada ukuran tong sampah dalam 3D, maka lipatan 3D mestilah lebih tinggi untuk mencapai hasil yang setanding. Apakah persamaan darab asas? Terdapat banyak cara untuk mengira lipatan, tetapi kita selalu kembali kepada fakta asas bahawa satu titik pukulan menghasilkan sebilangan titik tengah kerana terdapat saluran data. Sekiranya semua offset berada dalam julat rakaman yang dapat diterima, maka lipatan dapat ditentukan dengan mudah menggunakan formula berikut: di mana NS adalah bilangan PV per unit kawasan NC - bilangan saluran B - ukuran tong sampah (dalam kes ini tong sampah dianggap persegi) Faktor unit-U (10 -6 untuk m / km 2; 0,03587 * 10 -6 untuk kaki / batu 2)
Nasi. 2.2 Kepelbagaian relatif terhadap S / N Mari kita simpulkan formula ini: Bilangan titik tengah = PV * NC Ketumpatan Tembakan NS = Tembakan / Isipadu Tembakan Kami bergabung untuk mendapatkan yang berikut Bilangan titik tengah / ukuran tinjauan = NS * NC Isipadu penggambaran / Bilangan tong sampah = ukuran tong sampah b 2 Kami mengalikan dengan persamaan yang sesuai Bilangan titik tengah / Bilangan tong = NS * NC * b2 Multiplisiti = NS * NC * b 2 * U Mari kita anggap bahawa: NS - 46 PV per sq. km (96 / batu persegi) Bilangan saluran NC - 720 Saiz tong b - 30 m (110 kaki) Maka Multiplicity = 46 * 720 * 30 * 30 m 2 / km 2 * U = 30,000,000 * 10 -6 = 30 Atau Gandaan = 96 * 720 * 110 * 110 kaki 2 / sq mi * U = 836,352,000 * 0,03587 * 10 -6 = 30 Ini adalah kaedah cepat untuk mengetahui rata-rata, darab yang mencukupi. Untuk menentukan kecukupan lipatan dengan cara yang lebih terperinci, mari kita perhatikan pelbagai komponen lipatan. Untuk tujuan contoh berikut, kami akan menganggap bahawa ukuran tong terpilih cukup kecil untuk memenuhi kriteria aliasing. Kepelbagaian sepanjang garis Untuk tinjauan garis lurus, lipatan sepanjang garis ditentukan dengan cara yang sama seperti lipatan untuk data 2D; formula seperti ini: Kepelbagaian sepanjang garis = bilangan penerima * jarak antara titik penerimaan / (2 * jarak antara titik pengujaan di sepanjang garis penerima) Kepelbagaian sepanjang garis = panjang garisan penerima / (jarak 2 * antara garis pengujaan) RLL / 2 * SLI, kerana jarak antara garis pengujaan menentukan bilangan PV, terletak sepanjang talian penerimaan. Buat masa ini, kami akan menganggap bahawa semua penerima berada dalam julat ofset maksimum yang boleh digunakan! Nasi. 2.3a menunjukkan pembahagian lipatan yang sama rata di sepanjang garis, dengan anggapan parameter pemerolehan berikut dengan satu baris penerimaan yang melalui sebilangan besar garis pengujaan: Jarak antara PP 60m 220ft Jarak penerima 360 m 1320 kaki Menerima panjang garisan 4320 m 15840 kaki (dalam tambalan) Jarak antara PV 60 m 220 kaki Jarak padang 360 m 1320 kaki Patch 10 baris dengan 72 penerima Oleh itu, darab di sepanjang garis = 4320 m / (2 * 360 m) = 6 Atau darab di sepanjang garis = 15840 kaki / (2 * 1320 kaki) = 6 Sekiranya ofset lebih lama diperlukan, adakah anda perlu meningkatkan arah sepanjang garis? Sekiranya anda menggunakan patch 9 * 80 dan bukannya patch 10 * 72, bilangan saluran yang sama (720) akan digunakan. Panjang garisan penerimaan - 80 * 60 m = 4800 m (80 * 220 kaki = 17600 kaki) Oleh itu: darab di sepanjang garis = 4800 m / (2 * 360 m) = 6.7 Atau darab di sepanjang garis = 17600 kaki / (2 * 1320 kaki) = 6.7 Kami mendapat ofset yang diperlukan, tetapi sekarang darab di sepanjang garis bukan bilangan bulat (bukan bilangan bulat) dan garis-garis akan kelihatan, seperti yang ditunjukkan pada Gambar. 2.3b. Beberapa nilai adalah 6 dan beberapa adalah 7, dengan purata 6.7. Ini tidak diingini dan kita akan melihat dalam beberapa minit bagaimana masalah ini dapat diselesaikan.
Nasi. 2.3a. Kepelbagaian sepanjang garis di patch 10 * 72
Nasi. 2.3b Multiplisity sepanjang garis di patch 9 * 80 Pembesaran rentas garis Pembesaran rentas mudah separuh bilangan talian terima terdapat di patch yang sedang diproses: darab di seberang garisan = (bilangan talian penerimaan) / 2 NRL / 2 atau darab di seberang garisan = panjang penyebaran tembakan / (2 * Jarak antara garisan penerima), di mana "panjang penyebaran tembakan" adalah ofset positif maksimum di persimpangan garis tolak tolak negatif terbesar di persimpangan garis. Dalam contoh asal kami, kira-kira 10 menerima talian dengan masing-masing 72 PP: Cth. Kepelbagaian merentasi garis = 10/2 = 5 Nasi. 2.4a. menunjukkan banyaknya sebilangan besar talian sekiranya terdapat hanya satu garis pemacu melintasi sebilangan besar talian penerimaan. Sekiranya kita meluaskan lagi talian penerimaan kepada 80 PP di talian, kita akan mempunyai PP yang mencukupi untuk hanya 9 baris penuh. Dalam rajah. 2.4b menunjukkan apa yang berlaku jika kita menggunakan bilangan baris penerimaan yang ganjil dalam tambalan. Pembesaran melintasi garis berbeza antara 4 dan 5, seperti dalam kes ini: Kepelbagaian melintasi garisan = 9/2 = 4.5 Pada dasarnya, masalah ini tidak menjadi perhatian sekiranya anda menambah bilangan talian penerimaan hingga 15, kerana penyebaran antara 7 dan 8 (15/2 = 7.5) jauh lebih kecil dari segi peratusan (12.5%) daripada penyebaran antara 4 dan 5 (dua puluh%). Walau bagaimanapun, lipatan melintasi garis berbeza, sehingga mempengaruhi keseluruhan lipatan.
Nasi. 2.4a Multiplisitas melintasi garisan di patch 10 * 72
Nasi. 2.4b Pembesaran garis silang di patch 9 * 80 Jumlah lipatan Jumlah pendaraban nominal tidak lebih daripada kata terbitan darab di sepanjang dan di seberang: Jumlah lipatan nominal = (lipat sepanjang garis) * (lipatan melintasi garisan) Dalam contoh (Rajah 2.5a), jumlah nisbah nominal = 6 * 5 = 30 Adakah anda terkejut? Jawapan ini, tentu saja, sama dengan yang kita kirakan dengan menggunakan formula: Kepelbagaian = NS * NC * b2 Namun, jika kita mengubah konfigurasi 9-lane dengan 80 PP, lalu apa yang kita dapat? Dengan lipatan sebaris antara 6 dan 7 dan lipatan garis silang antara 4 dan 5, jumlah lipatan sekarang antara 24 dan 35 (Gambar 2.5b). Yang cukup membimbangkan, memandangkan garis penerimaan diperpanjang sedikit. Walaupun rata-rata masih 30, kita bahkan tidak mendapat 30 kali ganda seperti yang kita jangkakan! Tidak ada perubahan jarak antara PP dan PoE, dan tidak ada perubahan jarak antara garis. CATATAN: Persamaan di atas menganggap bahawa dimensi tong tetap dan sama dengan separuh jarak antara PP - yang seterusnya sama dengan separuh jarak antara PP. Ia juga dibenarkan untuk merancang dengan kaedah garis lurus, di mana semua titik tembakan berada di dalam tambalan. Dengan memilih bilangan garis terima, lipatan garis silang akan menjadi bilangan bulat dan akan menyumbang kepada pembahagian lipatan yang lebih sekata. Berbagai bilangan bulat di sepanjang dan di seberang akan memperkenalkan penyelewengan dalam pembahagian darab.
Nasi. 2.5а Jumlah darab patch 10 * 72
Nasi. 2.5b Nisbah tampalan keseluruhan 9 * 80 Sekiranya offset maksimum untuk jumlahnya lebih besar daripada offset dari PW mana pun ke PTS mana pun di dalam patch, maka pengedaran lipatan yang lebih rata akan diperhatikan, maka lipatan sepanjang dan melintasi garis dapat dikira secara individu untuk menukar menjadi bilangan bulat . (Cordsen, 1995b). Seperti yang anda lihat, pemilihan konfigurasi geometri yang teliti adalah komponen penting dalam reka bentuk 3D. Aplikasi paip dan simbol yang digunakan untuk produk paip Aplikasi produk tubular 1. Dalam industri minyak dan gas:
2. Untuk saluran paip:
3. Dalam pembinaan. 4. Dalam kejuruteraan mekanikal:
5. Untuk pengeluaran kapal dan silinder. Simbol Paip Nombor pertama di atas garis menunjukkan diameter luar paip dalam mm, yang kedua - ketebalan dinding dalam mm. Ini diikuti dengan penunjukan dimensi atau kekerapan paip. Sekiranya paip diukur, maka panjangnya ditunjukkan dalam mm, jika tidak diukur, maka setelah besarnya darabnya terdapat huruf "cr". Contohnya: gandaan paip berukuran 1 m 25 cm ditetapkan 1250 cr. Sekiranya paip tidak diukur, maka darab (dimensi) tidak ditunjukkan. Selepas darab, kelas ketepatan paip ditetapkan. Dua kelas ketepatan dihasilkan sepanjang paip: 1 - dengan hujung pemangkasan dan penyusutan di luar garisan kilang; 2 - dengan memotong garis kilang. Panjang penyimpangan had kurang untuk paip ketepatan 1 kelas. Sekiranya kelas ketepatan tidak ditentukan, maka paip adalah ketepatan normal. Nombor pertama di bawah garis menunjukkan kumpulan kualiti: A, B, C, D. Kemudian mengikuti gred keluli dan keluli GOST. Selepas kata hubung, dalam beberapa kes, huruf dimasukkan, yang bermaksud berikut: "T" - paip yang dirawat panas; "C" - paip dengan lapisan zink; "R" - paip berulir; "Pr" - tiub pembuatan ketepatan; "M" - dengan klac; "N" - paip untuk penggulungan benang; "D" - paip dengan benang panjang; "P" - paip peningkatan kekuatan pengeluaran. 2 ... Pengelasan paip keluli Terdapat beberapa cara untuk mengklasifikasikan paip. Dengan kaedah pengeluaran: 1. lancar: a)bergulung, panas dan sejuk; b)cacat sejuk dalam keadaan sejuk dan hangat; c)ditekan. 2. Dikimpal: a) bergulung, panas dan sejuk; b) kimpalan rintangan elektrik; c) kimpalan elektrik gas. Sepanjang profil bahagian paip:
Dengan ukuran diameter luar (Dnmm):
Bergantung pada nisbah diameter luar dengan ketebalan dinding paip:
Mengikut kelas paip:
Menurut piawaian untuk bekalan paip (GOST):
3. Ciri-ciri piawai untuk produk paip 3.1. Masalah umum penyeragaman produk paip
Jawapan: GOST adalah standard negeri, yang berlaku untuk seluruh wilayah Persekutuan Rusia. Penyusun - pembangun GOST boleh: institusi penyelidikan, perusahaan, organisasi, badan kawalan dan makmal. Akibatnya, semua bahan mengenai GOST baru atau semakan yang lama bergabung dalam Jawatankuasa Standardisasi Negeri, yang memberikan penilaian akhir dan menyetujui GOST untuk produk, produk atau keseluruhan proses.
Jawapan: GOST berlaku selama 5 tahun, namun, dalam tempoh ini, perubahan dan penambahan dibenarkan, yang juga diperkenalkan dan disetujui oleh Jawatankuasa Piawaian Persekutuan Rusia (pada masa ini, URALNITI mempunyai kuasa tersebut). Mencetak semula GOST dilarang dan dituntut sebagai pelanggaran undang-undang; ini bermaksud bahawa tidak ada orang lain selain organisasi di atas yang dapat membuat perubahan pada standard dan tidak ada yang berhak untuk mengabaikan syarat yang ditetapkan di dalamnya.
Jawapan: GOST yang mengandungi syarat untuk paip dibuat, sebagai peraturan, mengikut skema yang sama dan mengandungi bahagian berikut:
Bahagian "Pelbagai". Menyediakan untuk mengehadkan pengeluaran paip dalam jarak diameter tertentu (luaran dan dalaman), ketebalan dan panjang dinding sesuai dengan GOST ini. Semua jenis penyimpangan yang dibenarkan dalam parameter geometri diberikan di sini: diameter, ketebalan dinding, panjang, ovality, chamfer, perbezaan ketebalan dinding, kelengkungan. Bahagian GOST ini memberikan contoh simbol paip dengan keperluan yang berbeza untuk parameter geometri, sifat mekanik, komposisi kimia dan ciri teknikal lain. Bahagian "Keperluan teknikal". Mengandungi senarai gred keluli dari mana paip dapat dibuat, atau GOST untuk komposisi kimia dari keluli yang berbeza. Dalam bahagian ini, terdapat norma sifat mekanik (kekuatan tegangan, kekuatan hasil, pemanjangan, kekerasan, kekuatan hentaman, penguncupan relatif, dan lain-lain) untuk pelbagai tahap keluli pada suhu ujian yang berbeza. Jenis rawatan haba dan ujian teknologi dibincangkan: ujian lenturan, pembahagian, perataan, manik, hidro dan pneumatik. Dalam bahagian hampir semua GOST ini, syarat untuk keadaan permukaan ditetapkan dan kecacatan yang tidak dapat diterima dan dibenarkan disenaraikan. Harus diingat bahawa ciri khas GOST adalah ketiadaan rujukan pada standard produk. Salah satu syarat penting GOST adalah keadaan hujung paip: paip yang lebih jauh untuk pengelasan mesti ada serong pada sudut 30 -35 ° ke hujungnya, dengan ujung tumpul, dan semua paip dengan ketebalan dinding hingga 20 mm. mesti mempunyai hujung lurus. Bahagian "Peraturan Penerimaan". Menerangkan bagaimana penerimaan harus dilakukan dari segi kuantitatif dan kualitatif. Norma-norma sampel untuk pengujian dan pengendalian pada berbagai parameter sedang dirundingkan. Bahagian "Kaedah kawalan dan ujian". Diberikan peraturan umum persampelan dan kaedah kawalan permukaan dan parameter geometri. Di samping itu, diberikan maklumat ringkas, dengan merujuk kepada dokumentasi peraturan yang relevan, mengenai pelaksanaan ujian teknologi dan pengendalian sifat mekanik, termasuk dengan kaedah yang tidak merusak. Dari bahagian ini, anda dapat mengetahui: GOST apa yang harus digunakan sekiranya perlu untuk melakukan ujian ultrasonik, ujian untuk kakisan antaragranular, dan ujian tekanan hidro. Bahagian "Penandaan, pembungkusan, pengangkutan dan penyimpanan". Ia tidak mengandungi maklumat, kerana ia mengalihkan ke GOST 10692 - 80.
Jawapan: Terdapat peraturan penerimaan tertentu untuk setiap jenis paip. Sebagai contoh, piawaian untuk pengujian metallografi (struktur mikro dan makro), kandungan kemasukan bukan logam (sulfida, oksida, karbida, globul, mikropori) telah ditetapkan untuk paip galas; untuk paip pesawat syarat tambahan adalah untuk mengawal ukuran lapisan yang tidak dikurbur dan kehadiran rambut (pada peranti Magnoflox), untuk keluli tahan karat - untuk kakisan antargranular, dll.
Jawapan: Contoh: paip yang dipesan 57 * 4mm. diperbuat daripada keluli gred 10, panjang gandaan 1250 mm., peningkatan ketepatan diameter GOST 8732-78, gr. B dan fasal 1.13 dari GOST 8731-74. Saya. Mari kita tentukan penyimpangan yang dibenarkan dari segi parameter geometri: A) mengikut diameter: mengikut jadual 2 GOST 8732-78, toleransi diameternya adalah± 0.456mm.; B) ketebalan dinding: mengikut jadual 3 GOST 8732-78, toleransi ketebalan dinding akan + 0.5mm, -0.6mm. D) sepanjang panjang: mengikut klausa 3 GOST 8732-78, panjang paip minimum ialah 5025mm, maksimum 11305mm. D) ovality paip: toleransi diameter* 2; E) ketebalan dinding paip; G) kelengkungan paip. Penamaan paip konvensional dalam contoh kami: paip 57p * 4.0 * 1250kr GOST 8732-78. В 10 GOST 8732-74 II. Oleh kerana paip dipesan mengikut kumpulan B GOST 8731-74, adalah perlu untuk memeriksa kepatuhan sifat mekanik sebenar mereka dengan sifat yang ditunjukkan dalam jadual 2 dari GOST bernama: A) rintangan koyakan; B) ujian aliran logam; C) menguji pemanjangan sampel.
IV. Memotong hujung paip dan kaedah untuk menentukan kedalaman kerosakan.
Vii. Pelabelan, pembungkusan dan penyimpanan (lihat GOST 10692–80).
Jawapan: Syarat teknikal adalah perjanjian peraturan yang disepakati antara pengeluar paip (silinder) dan pengguna produk yang ditentukan. Penyusunan spesifikasi teknikal didahului oleh tugasan teknikal, pembangunan projek, banyak analisis dan kepakaran. TU diluluskan oleh pengurus teknikal pengeluar dan pengguna, dan kemudian mendaftar dengan UralNITI.
Jawapan: Ciri khas spesifikasi teknikal adalah penggunaan keperluan dan ciri bukan standard di dalamnya (dimensi, penyimpangan yang dibenarkan, kecacatan, dll.) Kita tidak boleh berfikir bahawa spesifikasi teknikal "lebih lemah" daripada GOST dan teknologi untuk pembuatan produk mengikut spesifikasi teknikal dapat dipermudahkan. Sebaliknya, sebilangan spesifikasi teknikal mengandungi syarat yang lebih ketat untuk ketepatan pembuatan, kebersihan permukaan, dan lain-lain, yang mana pembeli membayar tambahan kepada pengilang. Ciri khasnya adalah fleksibiliti spesifikasi teknikal, kemampuan untuk membuat beberapa perubahan atau penambahan dengan cepat, yang tidak memerlukan waktu yang lama untuk persetujuannya. Semasa bekerja dengan spesifikasi teknikal, sistem standardisasi, produk satu kali, dan pesanan individu banyak digunakan.
Jawapan: Contohnya terdapat syarat teknikal pada skala republik. TU untuk semua jenis produk makanan, dan juga di antara bahagian, misalnya, TU untuk pembekalan bilet paip antara Pervouralsk Novotrubny Plant dan Oskol EMK. Di dalam syarikat kami, terdapat 30 spesifikasi teknikal untuk membekalkan bilet dari paip bergulir ke kedai lukisan paip, dan kami menggunakan hingga 500 spesifikasi teknikal yang berbeza untuk semua produk paip. 3.2. Ciri-ciri produk yang dihasilkan sesuai dengan GOST utama 1.GOST - 10705 - 80 - paip keluli yang dikimpal elektrik Piawaian ini berlaku untuk paip keluli membujur dengan diameter 8 hingga 520 mm dengan ketebalan dinding hingga 10 mm, termasuk baja karbon. Ia digunakan untuk saluran paip dan struktur untuk pelbagai tujuan. a)panjang tolok (paip tidak sama panjang):
Dalam sekumpulan paip yang panjangnya tidak diukur, sehingga 3% (berat) paip yang dipendekkan dibenarkan:
Pipa yang berdiameter lebih dari 426 mm hanya dibuat dengan panjang yang tidak diukur. b)panjang yang diukur(sama panjang)
v)pelbagai panjang sebarang darab (2,4,6,8,10 darab 2) tidak melebihi had bawah yang ditetapkan untuk mengukur paip. Dalam kes ini, panjang keseluruhan beberapa paip tidak boleh melebihi had atas paip pengukur. Peruntukan untuk setiap darab ditetapkan pada 5 mm (GOST 10704-91). Dua kelas ketepatan dihasilkan sepanjang paip: 1. dengan pemangkasan dan pemadaman di luar garisan kilang; 2. dengan memotong di garisan kilang. Sisihan maksimum oleh panjang keseluruhan beberapa paip tidak melebihi:
Lengkungan paip tidak boleh melebihi 1.5 mm per meter panjangnya. Bergantung pada petunjuk kualiti, paip dari kumpulan berikut dihasilkan: A- dengan standardisasi sifat mekanik gred keluli tenang, separa tenang dan mendidih St2, St3, St4 sesuai dengan GOST 380-88; B- dengan penyeragaman komposisi kimia keluli tenang, separa tenang dan mendidih gred 08, 10, 15 dan 20 sesuai dengan GOST 1050-88. Dan keluli gred 08Yu sesuai dengan GOST 9045-93. V- dengan standardisasi sifat mekanikal dan komposisi kimia dari gred keluli yang tenang, separa tenang dan mendidih ВСт2, ВСт3, ВСт4 (kategori 1, 23-6), serta gred keluli yang tenang, separa tenang dan mendidih 08, 10, 15 , 20 mengikut GOST 1050- 88 dan keluli gred 08Yu sesuai dengan GOST 90-45-93 untuk diameter hingga 50 mm. D- dengan standardisasi tekanan hidraulik ujian. Paip yang diperlakukan dengan haba (sepanjang keseluruhan isipadu paip atau sambungan yang dikimpal) dan paip tanpa rawatan haba dihasilkan. 2.GOST 3262 - 75 - paip air dan gas keluli Piawaian ini terpakai untuk paip yang dikimpal dengan keluli tidak tergalvani dan tergalvani dengan benang silinder berulir atau digulung dan tanpa benang. Mereka digunakan untuk saluran paip air dan gas, sistem pemanasan, dan juga untuk bahagian saluran air dan gas. Panjang paip adalah dari 4 hingga 12 meter. Semasa menentukan jisim paip tidak tergalvani, ketumpatan relatif keluli diambil kira-kira 7,85 g / cm. Paip tergalvani lebih berat daripada yang tidak tergalvani sebanyak 3%. Berikut dihasilkan sepanjang paip: a)panjang yang tidak diukurdari 4 hingga 12 m. Menurut GOST 3262-75, sehingga 5% paip dengan panjang 1.5 hingga 4 m dibenarkan dalam kumpulan. b)panjang yang diukur atau berganda dari 4 hingga 8 m (mengikut pesanan pelanggan), dan dari 8 hingga 12 m (dengan persetujuan antara pengilang dan pelanggan) dengan peruntukan 5 mm untuk setiap potongan dan penyimpangan maksimum untuk keseluruhan panjang ditambah 10 mm. Menurut GOST 3262-75, penyimpangan maksimum dalam berat paip tidak boleh melebihi + 8%. Kelengkungan paip sepanjang 2 m tidak boleh melebihi:
Hujung paip mesti dipotong pada sudut yang betul. Paip galvanis mesti mempunyai lapisan zink berterusan dari seluruh permukaan luar dan dalam dengan ketebalan sekurang-kurangnya 30 mikron. Ketiadaan lapisan yang ditentukan dibenarkan pada hujung dan utas paip dan gandingan. 3.GOST 8734 - 75 - paip keluli ubah bentuk sejuk yang lancar Dikilangkan: a)panjang yang tidak diukurdari 1.5 hingga 11.5 m; b)panjang yang diukurdari 4.5 hingga 9 m dengan peruntukan 5 mm untuk setiap potongan. Dalam setiap kumpulan paip dengan panjang yang diukur, tidak lebih daripada 5% paip dengan panjang yang tidak diukur dibenarkan tidak lebih pendek dari 2.5 m. Menurut GOST 8734-75, kelengkungan mana-mana bahagian paip setiap 1 m panjangnya tidak boleh melebihi:
4.GOST 8731 - 81 - paip keluli cacat panas yang lancar Piawaian ini terpakai untuk paip karbon lancar yang mudah berubah bentuk, aloi rendah, keluli aloi untuk struktur saluran paip, bahagian mesin dan tujuan kimia. Paip yang dibuat dari jongkong tidak boleh digunakan untuk pengangkutan bahan berbahaya(1, 2, 3 kelas), letupan dan bahan mudah terbakar serta wap dan air panas. Petunjuk tahap teknikal yang ditetapkan oleh standard ini disediakan untuk kategori kualiti tertinggi. Keperluan teknikal Dimensi paip dan penyimpangan maksimum mesti sesuai dengan yang diberikan dalam GOST 8732-78 dan GOST 9567-75. Bergantung pada petunjuk standard, paip mesti dibuat dalam kumpulan berikut: A- dengan standardisasi sifat mekanik gred keluli St2sp, St4sp, St5sp, St6sp sesuai dengan GOST 380-88; B- dengan standardisasi komposisi kimia dari gred keluli yang tenang mengikut GOST 380-88, kategori 1, kumpulan B, dengan pecahan jisim mangan normal mengikut GOST 1050-88, serta dari gred keluli mengikut GOST 4543-71 dan GOST 19281-89; V- dengan penyeragaman sifat mekanik dan komposisi kimia gred keluli mengikut GOST 1050-88, GOST 4543-71, GOST 19281-89 dan GOST 380-88; G- dengan penyeragaman komposisi kimia gred keluli mengikut GOST 1050-88, GOST 4543-71 dan GOST 19281-89 dengan kawalan sifat mekanik pada sampel yang dirawat haba. Norma sifat mekanik mesti sesuai dengan yang ditentukan dalam piawaian untuk keluli; D- dengan standardisasi tekanan hidraulik ujian, tetapi tanpa penyeragaman sifat mekanik dan komposisi kimia. Paip dihasilkan tanpa rawatan haba. Atas permintaan pengguna, paip mesti dibuat dengan rawatan termal. 5.GOST - 20295 - 85 - paip keluli yang dikimpal Mereka digunakan dalam saluran paip gas dan minyak utama. Piawaian ini digunakan untuk paip longitudinal dan spiral-jahitan yang dikimpal dengan keluli dengan diameter 159-820 mm yang digunakan untuk pembinaan saluran paip gas dan minyak, saluran paip produk minyak, saluran paip proses dan lapangan. Parameter dan dimensi asas . Paip diperbuat daripada tiga jenis: 1. jahitan membujur dengan diameter 159-426 mm, dibuat oleh kimpalan rintangan dengan arus frekuensi tinggi; 2. jahitan lingkaran - dengan diameter 159-820 mm, dibuat oleh kimpalan arka elektrik; 3. jahitan membujur - dengan diameter 530-820 mm, dibuat oleh kimpalan arka elektrik. 4.3. Soalan mengenai gred keluli yang digunakan
Jawapan: Keluli dikelaskan:
Jawapan: Semua keluli mempunyai tanda sendiri, yang terutama mencerminkan komposisi kimianya. Dalam penandaan, nombor pertama menunjukkan kandungan dalam seperseratus peratus. Kemudian ikuti huruf-huruf abjad Rusia, yang menunjukkan adanya unsur paduan. Sekiranya tidak ada angka di belakang huruf, ini bermakna kandungan unsur paduan tidak lebih dari satu persen, dan angka yang mengikuti huruf tersebut menunjukkan kandungannya dalam bentuk peratus. Contoh: 12ХН3А - kandungan karbon - 0.12%; kromium - 1.0%; nikel - 3.0%; Kualiti tinggi.
20A, 50G, 10G2, 12X1MF, 38X2MYUA, 12X18N12T, 12X2MFSR, 06X16N15M2G2TFR - ID, 12X12M1BFR - Sh. Jawapan:
Jawapan: B tahun lepas untuk meningkatkan kualiti keluli, kaedah peleburannya baru digunakan, yang tercermin dalam sebutan gred keluli:
Sebagai tambahan kepada yang disenaraikan, paip dihasilkan dari gred keluli eksperimen dengan sebutan berikut:
Mengikut tahap penyahtoksidan, keluli ditandai seperti berikut: mendidih - KP, separa tenang - PS, tenang - SP.
Jawapan: Keluli karbon terbahagi kepada keluli struktur dan perkakas. Keluli karbon struktur dipanggil keluli yang mengandung hingga 0,6% karbon (kecuali, 0,85% dibenarkan). Dari segi kualiti, keluli karbon struktur terbahagi kepada dua kumpulan: kualiti biasa dan berkualiti tinggi. Keluli dengan kualiti biasa digunakan untuk struktur bangunan yang tidak kritikal, pengikat, logam lembaran, rivet, paip yang dikimpal. Untuk keluli karbon struktur dengan kualiti biasa, GOST 380–88 ditetapkan. Keluli ini dileburkan dalam penukar oksigen dan tungku perapian terbuka dan dibahagikan kepada tiga kumpulan: kumpulan A, dibekalkan mengikut sifat mekanikal; kumpulan B dibekalkan oleh komposisi kimia dan kumpulan C dibekalkan oleh sifat mekanik dan komposisi kimia. Keluli struktur karbon berkualiti tinggi dibekalkan dari segi komposisi kimia dan sifat mekanik, GOST 1050-88. Ia digunakan untuk bahagian yang beroperasi di bawah beban yang meningkat dan memerlukan ketahanan terhadap benturan dan geseran: roda gigi, gandar, gelendong, bantalan bola, batang penghubung, poros engkol, untuk pembuatan paip yang dikimpal dan lancar. Mesin automatik juga tergolong dalam baja karbon struktur. Untuk meningkatkan pemprosesan dengan pemotongan, sulfur, timbal, selenium diperkenalkan ke dalam komposisinya. Baja ini digunakan untuk membuat paip untuk industri automotif. Keluli karbon alat adalah keluli yang mengandungi 0.7% atau lebih karbon. Berbeza dengan kekerasan dan kekuatan dan terbahagi kepada kualiti tinggi dan berkualiti tinggi. Gred keluli berkualiti sesuai dengan GOST 1435 -90: U7, U8, U9, U10A, U11A, U12A, U13A. Huruf "U" bermaksud baja alat karbon. Angka di belakang huruf "Y" menunjukkan purata kandungan karbon dalam sepersepuluh peratus. Huruf "A" di hujung kelas bermaksud baja berkualiti tinggi. Huruf "G" bermaksud kandungan mangan yang tinggi. Pahat, palu, setem, gerudi, setem, pelbagai alat pengukur diperbuat daripada keluli karbon alat.
Jawapan: Dalam keluli aloi, bersama dengan kekotoran biasa (sulfur, silikon, fosforus), terdapat paduan, iaitu unsur pengikat: kromium, tungsten, molibdenum, nikel, serta silikon dan mangan dalam jumlah yang meningkat. Keluli aloi mempunyai sifat bernilai tinggi yang tidak dimiliki oleh keluli karbon. Penggunaan keluli aloi menjimatkan logam dan meningkatkan daya tahan produk. Pengaruh unsur paduan pada sifat keluli:
Unsur-unsur tanah jarang juga diperkenalkan ke dalam keluli khas; beberapa unsur paduan dapat hadir secara serentak pada keluli aloi. Mengikut tujuan mereka, keluli aloi dibahagikan kepada struktur, alat dan keluli dengan sifat fizikal dan kimia khas. Keluli aloi struktur mengikut GOST 4543-71 dibahagikan kepada tiga kumpulan: berkualiti tinggi, berkualiti tinggi, terutama berkualiti tinggi. Dalam keluli berkualiti tinggi, kandungan sulfur hingga 0,025% dibenarkan, dan dalam keluli berkualiti tinggi, hingga 0,015%. Kawasan penggunaan keluli aloi struktur sangat besar. Yang paling meluas adalah keluli berikut:
Keluli aloi alat digunakan untuk pembuatan alat pemotong, pengukuran dan impak - stamping. Unsur-unsur yang paling penting dari keluli tersebut ialah kromium, tungsten, molibdenum, mangan. Alat pengukur diperbuat daripada keluli ini - alat pengukur benang, staples (7HF, 9HF, 11HF); memotong - pemotong, gerudi, paip (9XC, 9X5VF, 85X6NFT); setem, acuan (5ХНМ, 4Х8В2). Keluli aloi alat yang paling penting ialah keluli berkelajuan tinggi. Ia digunakan dalam pembuatan gerudi, pemotong, keran. Sifat utama keluli ini adalah kekerasan dan kemerahan. Unsur aloi adalah tungsten, kromium, kobalt, vanadium, molibdenum - R6M3, R14F14, R10K5F5, dll.
Jawapan:
Untuk medium keagresifan sederhana, baja 07X16H6, 09X16H4B, 08X17T, 08X22H6T, 12X21H5T, 15X25T digunakan. Untuk persekitaran dengan peningkatan keagresifan, baja 08X18H10T, 08X18H12T, 03X18H12 digunakan, yang sangat tahan terhadap kakisan dan rintangan haba intergranular. Struktur keluli tahan karat, bergantung pada komposisi kimia, boleh menjadi martensit, martensit - ferritic, ferritic, austenitic - martensitic, austenitic - ferritic, austenitic.
Jawapan: Sebilangan besar unsur paduan bertujuan meningkatkan kualiti keluli. Pada masa yang sama, terdapat komponen keluli yang mempengaruhi kualitinya secara negatif.
4.4. Bahan mentah untuk pengeluaran paip Bahan mentah untuk pengeluaran paip lancar biasanya keluli tenang; untuk paip yang dikimpal, keluli yang tenang, separa tenang dan mendidih digunakan sama. Faedah keluli mendidih: saiz rongga pengecutan primer yang lebih kecil; ketiadaan lengkap rongga pengecutan sekunder; kurang kemasukan bukan logam; kualiti permukaan yang lebih baik; keplastikan logam yang lebih tinggi; kekuatan logam lebih rendah dan ketangguhan lebih tinggi; kos pengeluaran yang lebih rendah. Kekurangan keluli mendidih: kepekatan kekotoran yang lebih tinggi; lepuh subkortikal dan lebih sukar untuk mengawal proses pembentukannya; penuaan logam yang lebih intensif dan kurang daya tahan terhadap kakisan. Kelebihan Baja Tenang: kurang kepekatan kekotoran berbahaya; kekurangan lepuh subkortikal. Kelemahan Baja Tenang: saiz rongga pengecutan primer yang lebih besar; rongga pengecutan sekunder yang ketara; kualiti permukaan yang lebih teruk; kurang daya tahan logam; pengeluaran yang lebih mahal. Untuk pembuatan paip lancar, keluli mendidih dan separa tenang hanya digunakan untuk paip dengan tujuan yang kurang kritikal kerana kepekatan kotoran yang tinggi dan sejumlah besar gelembung subkrustal; dalam beberapa tahun kebelakangan ini, untuk meningkatkan kualiti keluli paip , meniup logam cair dengan argon, evakuasi, pemprosesan keluli dengan sanga sintetik, reagen serbuk aditif. Baja dengan kandungan karbon tinggi digunakan untuk pembuatan paip berdiameter besar, yang digunakan dalam industri minyak sebagai selongsong dan paip gerudi, serta paip kritikal lain. Keluli dengan kandungan karbon yang lebih rendah digunakan untuk pengeluaran bilik dandang stim dan paip lain. Billet untuk pembuatan paip, bergantung pada kaedah pengeluaran, memasuki bengkel sama ada dalam bentuk jongkong cor segi atau jongkong berupa kerucut terpotong, batang bergulung padat dari bahagian bulat atau persegi, silinder berongga billet dibuat dengan pemutus sentrifugal, atau dalam bentuk jalur dan kepingan. Paip yang dikimpal diperoleh dari billet jalur dan lembaran, bilet dari yang lain jenis yang disenaraikan direka untuk pembuatan paip lancar. Untuk pengeluaran paip dari keluli plastik rendah aloi tinggi di kebelakangan ini kosong silinder berongga digunakan sebagai bahan kerja. Ini menghilangkan operasi yang sukar dan kadang-kadang tidak dapat dilakukan untuk menusuk benda kerja (mendapatkan benda kerja berongga dari benda kerja dengan bahagian padat) dari keluli ini. Beberapa kilang paip menggunakan jongkong persegi atau pelbagai segi. Jongkong pepejal silinder digunakan dalam pengeluaran paip siap dengan menekan. Billet bergolek bulat biasanya digunakan dalam pengeluaran paip dengan diameter kurang dari 140 mm . Beberapa pemasangan menghasilkan paip dengan diameter lebih dari 140 mm dari bulet bergulung bulat, diameter maksimumnya mencapai 320-350 mm. Untuk pembuatan paip yang dikimpal dengan diameter hingga 520 mm jalur acar panas (hot striped), acar gulung panas dan gulung sejuk digunakan di pelbagai pemasangan. Di perkhemahan reka bentuk moden jalur diberi makan dalam bentuk gulungan dengan pelbagai berat, bergantung pada panjang jalur dalam gulungan dan ukuran paip yang dihasilkan. Dalam beberapa pemasangan, jalur dengan tepi serong digunakan untuk mendapatkan kimpalan berkualiti tinggi. Paip dengan diameter lebih dari 520 mm dikimpal dari kepingan keluli bergolek yang berasingan. Dalam logam yang dibekalkan untuk pembuatan paip, kadang-kadang terdapat pelbagai kecacatan, yang sering dikaitkan dengan teknologi pengeluarannya: kemasukan bukan logam dalam pelbagai jenis bilet, rongga pengecutan, gelembung, retakan pada jongkong; penangkapan dan burr pada tempat kosong yang digulung; air mata, pemisahan dan saiz kepingan yang diputarbelitkan, dll. Kecacatan ini boleh mempengaruhi kualiti paip yang dihasilkan. Oleh itu, pemeriksaan awal, pembaikan dan penolakan logam yang teliti sangat menyumbang kepada pengeluaran paip keluli berkualiti tinggi. Kaedah yang digunakan untuk mengesan kecacatan dalaman bahan kerja (kemasukan bukan logam, rongga pengecutan, gelembung, dll.) Disediakan oleh syarat-syarat teknikal untuk penghantaran bahan kerja. mendapatkan paip keluli berkualiti tinggi. 4.5. Teknologi pengeluaran paip, selekoh dan silinder Teknologi untuk pengeluaran produk paip dipertimbangkan sebagai contoh organisasi pengeluaran di OJSC "Pervouralsk Novotrubny Plant". Teknologi pengeluaran paip bergolek panasBahan mentah untuk pengeluaran paip gulung panas dalam bentuk batang bulat berasal dari kilang metalurgi. Paip hot-roll dihantar kepada pengguna akhir dan juga digunakan sebagai tempat kosong untuk pemprosesan sejuk (pembuatan paip kerja sejuk). Untuk pengeluaran paip gulung panas yang lancar, kilang menggunakan dua pemasangan dengan paip bergulir pada mandrel pendek (jenis Shtiefel), satu pemasangan dengan paip bergulir pada mandrel panjang dalam pendirian tiga gulung (jenis Assel), dan satu loji dengan kilang berterusan dengan paip bergulir pada mandrel yang boleh bergerak panjang ... Dalam rajah. 1 menunjukkan proses teknologi kilang 30-102 yang menghasilkan paip dengan diameter 32-108 mm dan ketebalan dinding 2.9 hingga 8 mm. Kapasiti unit ini ialah 715 ribu tan paip setiap tahun. Nasi. 1. Proses pengeluaran paip bergolek panasProses teknologi untuk pembuatan paip pada unit dengan kilang berterusan terdiri daripada operasi berikut:
Kelebihan utama unit ini adalah produktiviti dan paip berkualiti tinggi. Kehadiran kilang pengurangan moden yang beroperasi dengan ketegangan pada kilang 30-102 dengan ketara memperluaskan rangkaian paip yang digulung, baik berdiameter maupun ketebalan dinding. Pada kilang berterusan, tiub kasar dengan ukuran tetap yang sama dilancarkan, yang kemudian dibawa ke ukuran yang ditentukan oleh pesanan pada kilang ukuran atau pengurangan. Billet dipanaskan dalam dua relau keratan 3 helai dengan panjang masing-masing sekitar 88 meter. Bahagian pemanasan relau keratan dibahagikan kepada 50 bahagian; mereka seterusnya dibahagikan kepada 8 zon. Rejim suhu di setiap zon dikekalkan secara automatik. Ketepatan pemanasan logam dikendalikan oleh pirometer fotolistrik, yang mengukur suhu lengan meninggalkan gulungan kilang menindik. Billet yang dipanaskan di tungku dipotong menggunakan gunting kantilever dengan potongan yang lebih rendah. Billet yang dipanaskan dan berpusat ditindik pada kilang menindik 2-roll dengan gulungan tong dan penghantaran paksi. Menggulung paip dalam kilang berterusan. Nama kilang bermaksud kesinambungan proses dan kehadiran serentak logam yang diproses di beberapa tempat. Mandrel silinder panjang dimasukkan ke dalam lengan yang diperoleh setelah melancarkan kilang menindik, selepas itu, bersama dengan mandrel, dipandu ke dalam gulungan kilang berterusan. Kilang ini terdiri daripada 9 pendirian dengan reka bentuk yang sama, terletak pada sudut 45 darjah ke permukaan lantai dan 90 darjah antara satu sama lain. Setiap pendirian mempunyai dua gulungan alur bulat. Setelah mengeluarkan mandrel panjang dari paip, mereka dihantar ke kilang ukuran 12-stand untuk mendapatkan diameter dalam had yang ditentukan, atau ke kilang pengurangan 24-stand untuk menggulung paip ke diameter yang lebih rendah. Sebelum penentukuran atau pengurangan, paip dipanaskan semasa pemanasan relau aruhan... Dari jadual penentukuran, paip dengan diameter 76 hingga 108 mm diperoleh, setelah jadual pengurangan - dari 32 hingga 76 mm. Setiap pendirian kedua-dua kilang mempunyai tiga gulungan yang terletak pada sudut 120 darjah berhubung antara satu sama lain. Paip yang dilancarkan pada kilang ukuran dan panjang lebih dari 24 meter dipotong separuh pada gergaji pekeliling pegun. Setelah melancarkan kilang pengurangan, paip dipotong dengan gunting terbang hingga panjang dari 12.5 hingga 24.0 meter. Untuk menghilangkan kelengkungan dan mengurangkan kelonggaran keratan rentas, paip selepas penyejukan diluruskan pada kilang pelurus skew-roll. Setelah meluruskan, paip dipotong panjang. Penamat paip dilakukan pada jalur produksi, yang meliputi: mesin pemotong pipa, mesin pemotong pipa, ruang tiup untuk menghilangkan keripik dan kerak, meja pemeriksaan dari Jabatan Kawalan Mutu. Teknologi pengeluaran paip berbentuk sejukPaip ubah bentuk sejuk dibuat dari billet gulung panas (paip gulung panas pengeluaran kita sendiri), yang, jika perlu, mengalami bosan dan putaran mekanikal. Penggulungan dijalankan dalam mod panas atau sejuk menggunakan pelincir teknologi. Untuk pembuatan paip ubah bentuk sejuk dengan diameter 0.2 hingga 180 mm dengan ketebalan dinding 0.05 hingga 12 mm dari keluli dan aloi karbon, aloi dan aloi tinggi, kilang ini menggunakan 76 kilang penggelek sejuk, 33 kilang lukisan paip dan 41 kilang penggelek sejuk, kilang melingkar dan meluruskan panjang. Terdapat barisan pengeluaran untuk melukis pipa berdinding tebal terutamanya untuk barisan bahan bakar enjin diesel, paip sirip untuk dandang superheater loji kuasa terma, paip berformat sejuk dan las elektrik yang dilekatkan dengan pelbagai bentuk dihasilkan. Paip berkualiti tinggi dijamin dengan penggunaan perlakuan panas di atmosfera pelindung, serta dengan pengisaran dan penyaduran permukaan dalaman dan luaran. Dalam rajah. 2 adalah proses teknologi digunakan dalam pembuatan paip ubah bentuk sejuk. Rajah 2. Proses pengeluaran paip yang sejukTeknologi pembuatan paip di kedai lukisan paip mempunyai bahagian umum berikut:
Keseluruhan billet yang akan diperiksa dikenakan pengawetan untuk menghilangkan kerak yang tersisa pada paip setelah penggulungan panas. Pengawetan dilakukan di tempat mandi bahagian pengawetan. Selepas mengukir, paip dihantar untuk mencuci dan mengeringkan. Kilang penggelek sejuk direka untuk penggulungan karbon dan aloi yang sejuk dan panas keluli tahan karat dan aloi. Ciri khas dan kelebihan kilang KhPT adalah kemampuan untuk mencapai pengurangan 30 - 88% di kawasan keratan rentas paip dan nisbah pemanjangan dari 2 hingga 8 dan lebih dalam satu putaran. Reka bentuk kilang KhPT yang dipasang di bengkel kilang adalah pelbagai dan berbeza antara satu sama lain dalam ukuran standard, bilangan paip yang digulung secara serentak dan pengubahsuaian. Proses melukis (hanya lukisan paip sejuk yang digunakan di kilang) terdiri dari melewati (menarik) paip billet melalui cincin lukisan, diameternya lebih kecil daripada diameter billet. Pelincir teknologi (komposisinya berbeza bergantung pada kaedah lukisan) digunakan pada paip untuk mengurangkan pekali geseran semasa melukis. Kilang ini juga menggunakan lukisan drum. Semua paip selepas melukis (dilukis pada ukuran siap atau menengah), sebagai peraturan, diperlakukan dengan panas di tungku muffle atau roller berterusan. Pengecualian adalah beberapa jenis paip yang diserahkan tanpa rawatan haba. Paip yang diperlakukan dengan panas diluruskan: pendahuluan pada mesin pelurus cam dan mesin pelurus roller dan pelurus akhir pada kilang meluruskan roller. Memotong hujung paip dengan deburring dan memotong ukuran dilakukan pada alat pemotong pemotong paip atau dengan roda kasar. Untuk deburring lengkap, berus keluli digunakan di sebilangan bengkel. Pipa yang telah melewati semua operasi penamat dipersembahkan untuk dikendalikan ke meja pemeriksaan Jabatan Kawalan Mutu. Teknologi untuk pengeluaran paip elektrikUntuk pengeluaran paip las elektrik membujur dengan diameter 4 hingga 114.3, kilang ini mempunyai 5 kilang kimpalan elektrik. Dalam pembuatan paip dari baja karbon, kaedah pengelasan frekuensi tinggi digunakan, dari keluli aloi tinggi - kimpalan busur dalam gas lengai. Teknologi ini, digabungkan dengan kaedah kawalan fizikal dan ujian hidraulik, memastikan kebolehpercayaan paip ketika digunakan dalam kejuruteraan mekanikal dan struktur bangunan. Melepaskan duri dalam, kebersihan tinggi permukaan dalam paip membolehkan kita mendapatkan produk berkualiti tinggi. Di samping itu, paip yang dikimpal boleh dilekatkan pada mandrel dan bebas kelim dan digulung di roller roller. Rawatan haba di tungku suasana pelindung menyediakan permukaan paip berwarna terang. Loji ini menggunakan teknologi pengelasan paling moden - arus frekuensi tinggi (frekuensi radio). Kelebihan utama kaedah pengelasan paip ini:
Prinsip kaedahnya adalah seperti berikut: arus frekuensi tinggi, melewati tepi pita, memanaskannya dengan kuat, dan ketika mereka menyentuh unit kimpalan, mereka dikimpal kerana terbentuknya kisi kristal. Kelebihan penting kaedah kimpalan frekuensi tinggi adalah bahawa kekerasan mikro kimpalan dan zon peralihan hanya berbeza 10 - 15% daripada kekerapan mikro logam asas. Struktur dan sifat sedemikian sendi dikimpal tidak dapat diperoleh dengan kaedah kimpalan paip yang ada. Dalam rajah. 3 menunjukkan proses teknologi untuk pengeluaran paip dikimpal elektrik untuk peti sejuk isi rumah. Rajah 3. Proses pengeluaran paip dikimpalBahan mentah untuk pengeluaran paip dikimpal elektrik adalah jalur (logam lembaran bergulung) yang berasal dari kilang metalurgi. Billet datang dalam gegelung dengan lebar 500 hingga 1250 mm, dan untuk pengeluaran paip, diperlukan pita dengan lebar 34,5 - 358 mm, iaitu. gulungan mesti dipotong menjadi jalur sempit. Mesin slitting digunakan untuk tujuan ini. Pita yang tersekat diumpankan oleh penggelek penarik ke penumpuk drum jalur untuk memastikan proses teknologi yang berterusan kerana simpanan pita yang dibuat. Dari tempat simpanan, pita memasuki kilang pembentuk, yang terdiri dari 7 dudukan dengan masing-masing dua gulungan. Di antara setiap pendirian terdapat sepasang gulungan menegak (bermata) untuk menstabilkan pergerakan tali pinggang. Kilang pembentuk dirancang untuk membentuk jalur menjadi kosong yang tidak berkesudahan dalam keadaan sejuk. Paip yang terbentuk (tetapi dengan jurang terbuka antara tepi) memasuki unit kimpalan kilang, di mana tepinya dikimpal dengan arus frekuensi tinggi. Sebahagian daripada logam, kerana tekanan unit kimpalan, menonjol di dalam paip dan di luar dalam bentuk burr. Setelah mengimpal dan melepaskan duri luar, paip diarahkan di sepanjang meja roller yang terletak di pelongsor tertutup ke unit penentukuran dan profil, sementara disiram dengan emulsi penyejuk. Proses penyejukan berterusan di kilang ukuran dan ketika memotong paip dengan gergaji bulat terbang. Pengukuran ukuran tiub bulat dilakukan di kilang pengukuran 4 tempat duduk. Setiap pendirian mempunyai dua gulungan mendatar, dan di antara dudukan ada gulungan menegak, juga masing-masing dua. Profil paip persegi dan segi empat tepat dilakukan dalam empat pendirian 4 gulungan bahagian profil. Setelah diprofilkan, paip yang dikimpal elektrik untuk peti sejuk isi rumah menjalani penyejukan, penyejukan frekuensi tinggi dan kemudian pergi ke mandi galvanisasi untuk dilapisi dengan lapisan anti-karat. Peralatan penamat untuk paip elektroweld meliputi: mesin menghadap dengan dua kepala soket untuk memproses hujung paip; tekan hidraulik untuk menguji paip, jika ditetapkan oleh dokumentasi normatif; tabung untuk ujian pneumatik paip untuk peti sejuk. Teknologi pengeluaran paip yang dilapisi dengan polietilenaPaip keluli berlapis polietilena dan kelengkapan paip (selekoh, tees, peralihan) dirancang untuk menggerakkan media agresif, air dan minyak di bawah tekanan hingga 2.5 MPa dan digunakan dalam industri penapisan kimia dan minyak. Suhu operasi maksimum paip berlapis adalah + (plus) 70 ° C, suhu pemasangan minimum untuk paip dengan bebibir adalah 0 ° C, untuk sambungan wafer - (tolak) 40 ° C. Loji ini menghasilkan satu set paip keluli berlapis polietilena dengan sambungan bebibir dalam bentuk siap untuk dipasang, yang merangkumi: paip bergaris, tee yang sama dan peralihan, peralihan sepentrik dan selekoh. Paip berlapis boleh dengan lapisan dalaman, luaran dan berganda (dalam dan luar). Paip berjajar dicirikan oleh kekuatan keluli dan ketahanan kakisan plastik yang tinggi, yang membolehkannya menggantikan paip yang diperbuat daripada keluli aloi tinggi atau logam bukan ferus dengan berkesan. Polietilena tekanan rendah (kepadatan tinggi) gred paip digunakan sebagai lapisan lapisan, yang melindungi logam dari kedua kakisan dalaman kerana kesan produk yang diangkut dan dari kakisan luaran - tanah atau udara. Dalam rajah. 4 menunjukkan proses teknologi yang digunakan dalam pembuatan paip yang dilapisi dengan polietilena. Paip polietilena dihasilkan dengan penyemperitan skru berterusan pada garisan dengan pemacu cacing. Sebelum melapisi, paip keluli dipotong panjang mengikut spesifikasi saluran paip. Benang dipotong di hujung paip, cincin tujah berulir disekat dan bebibir longgar dimasukkan. Pipa yang dimaksudkan untuk sambungan ke saluran paip tanpa bebibir (medan minyak dan gas, bekalan air) dipotong panjang, hujung paip diproses, chamfers dikeluarkan. Lapisan paip keluli dilakukan dengan kaedah melukis bersama atau dengan kaedah pengetatan. Tees dilapisi dengan cetakan suntikan. Paip dengan bebibir dilapisi dari dalam, tanpa bebibir - dari dalam, luar atau di kedua sisi. Setelah melapisi pada hujung paip sambungan bebibir, lapisan lapisan dilenturkan ke hujung cincin berulir. Peralihan tees dan konsentris dilapisi dengan cetakan suntikan plastik pada mesin cetak suntikan. Selekoh bengkok dibuat dari paip bergaris pendek pada mesin lenturan paip. Badan selekoh dibarisi paip polietilena dengan pelekapan hujung seterusnya ke bebibir. Rajah 3. Proses pengeluaran paip yang dilapisi dengan polietilenaTeknologi pengeluaran sikuSelekoh las yang dilengkung dengan curam sesuai dengan GOST 17375-83 dan TU 14-159-283-2001 ditujukan untuk pengangkutan media, wap dan air panas yang tidak agresif dan sederhana-agresif pada tekanan nominal hingga 10 MPa (100 kgf / cm 2) dan suhu antara minus 70 ° Dari hingga 450 ° C. Diameter luar: 45 - 219 mm, ketebalan dinding: 2,5 - 8 mm, sudut lenturan: 30 °, 45 °, 60 °, 90 °, 180 °, gred keluli: 20, 09G2S, 12X18H10T. Untuk pengeluaran selekoh, dipilih teknologi penjimatan tenaga moden dan mesra alam, yang memberikan petunjuk terbaik mengenai kualiti produk siap, baik dari segi ciri dimensi dan sifat mekanik. Peralatan utama adalah alat tekan untuk membakar bilet paip di sepanjang teras berbentuk tanduk menggunakan pemanasan aruhan. Menurut strategi kualiti umum Novotrubny Zavod, siku dibuat hanya dari paip bahagian menggunakan kitaran penuh untuk memantau sifat produk siap. Kesesuaian produk dengan dokumentasi normatif dan teknikal yang diterima disahkan oleh pengesahan 100% ciri dimensi dan ujian makmal. Untuk pengeluaran alat ganti, izin dan sijil pihak berkuasa penyeliaan telah diperoleh, yang mengesahkan kesesuaian produk kami untuk digunakan dalam persekitaran yang sangat agresif, termasuk di kemudahan yang diawasi oleh Gosgortekhnadzor dari Rusia. Dalam rajah. 4 menunjukkan proses teknologi yang digunakan dalam pembuatan selekoh. Nasi. 5. Proses pembuatan sikuTeknologi untuk menghasilkan selekoh merangkumi peringkat berikut:
—kawalan dimensi geometri, —pengujian hidroterapi, —ujian makmal sifat mekanik sekumpulan selekoh, —menanda. 5. Isu kualiti produk tubular
Jawapan: Sebarang dokumentasi peraturan (GOST, TU, spesifikasi) semestinya memperuntukkan jenis pemeriksaan paip berikut:
Jawapan:
Catatan: dalam beberapa kes, pelanggan membiarkan hujung yang tidak dipotong, dan izin diberikan untuk tidak meluruskan paip.
Jawapan: Ia dibuat secara langsung di meja pemeriksaan (rak) oleh pemeriksa dengan penglihatan normal tanpa menggunakan alat pembesar. Pemeriksaan permukaan dilakukan dalam beberapa bahagian dengan penyusunan semula setiap paip sehingga seluruh permukaan diperiksa. Ia dibenarkan untuk mengawal beberapa paip sekaligus; harus diingat bahawa keseluruhan permukaan pemeriksaan tidak melebihi sudut pandangan. Dalam kes yang meragukan, iaitu apabila kecacatan tidak dapat dinyatakan dengan jelas. Pemeriksa dibenarkan menggunakan fail atau kertas emery, dengan bantuannya dia membersihkan permukaan paip.
Jawapan: Sekiranya perlu untuk menentukan kedalaman kecacatan, pemfailan kawalan dilakukan dengan perbandingan seterusnya mengenai diameter paip sebelum dan sesudah menghilangkan kerosakan:
Untuk menentukan sifat kecacatan, ia dibandingkan dengan sampel kecacatan (standard), yang disetujui dengan cara yang sesuai.
Jawapan: Alat kawalan digunakan untuk menilai kualiti permukaan luar paip untuk tujuan kritikal: bilik dandang, untuk peralatan penerbangan, tenaga nuklear, kilang galas bebola, dll. Peranti untuk ujian tersebut adalah alat penguji arus ultrasonik, magnetik atau eddy.
Jawapan: Inti dari kaedah kawalan ini adalah bahawa bola lampu pada pemegang panjang dimasukkan ke dalam setiap paip, yang mempunyai saluran dalaman yang cukup besar, dari sisi yang bertentangan dengan pengawal, dengan mana ia dapat bergerak di sepanjang paip dan menerangi meragukan tempat. Untuk saiz yang lebih kecil (di kedai lukisan paip), skrin yang dipanggil - lampu belakang, yang terdiri daripada sejumlah lampu pendarfluor dan memberi cahaya merata.
Jawapan: Ia digunakan untuk paip kritikal. Ia dibahagikan kepada kawalan dan kawalan instrumental menggunakan periskop mengikut teknik khas, dengan peningkatan luas permukaan terkawal sebanyak 4 kali. Untuk menentukan sifat dan kedalaman kecacatan pada permukaan dalaman, bahagian paip yang meragukan dapat dipotong untuk kawalan tambahan (misalnya, pada mikroskop) dan kesimpulan. Pemeriksaan paip dengan bahagian dalaman kecil dilakukan dengan mata kasar atau dengan penggunaan pembesaran pada sampel yang dipotong di sepanjang generatrix paip ("kapal"). 8. Bagaimana pengukuran ketebalan dinding paip secara manual dilakukan? Jawapan: Ketebalan dinding diperiksa di kedua-dua hujung paip. Pengukuran dilakukan dengan mikrometer paip MT 0-25 kelas ketepatan kedua sekurang-kurangnya pada dua titik yang berlawanan. Sekiranya perbezaan dinding atau nilai had dikesan, jumlah pengukuran akan meningkat.
Jawapan: Secara manual, diameter luar paip dikendalikan menggunakan mikrometer halus jenis MK kelas kedua, atau dengan pengapit yang dikalibrasi dalam sekurang-kurangnya dua bahagian. Di setiap bahagian, sekurang-kurangnya dua ukuran dibuat pada sudut 90 ° satu dengan yang lain, iaitu dalam satah saling tegak lurus. Sekiranya pengesanan kecacatan atau nilai maksimum yang dibenarkan, jumlah bahagian dan pengukuran meningkat.
Jawapan: Ia digunakan untuk paip kritikal dan dilakukan serentak dengan kawalan kesinambungan permukaan, ketebalan dinding pada peranti UKK-2, R RA. Pada penggelek roller sejuk (CPTR) untuk kawalan teknologi diameter paip, peranti KED (diameter elektromagnetik padat) digunakan. 10. Bagaimanakah kawalan manual diameter dalaman paip dijalankan? Contoh. Jawapan: Ia dihasilkan mengikut pesanan menggunakan kaliber yang diperakui (untuk ukuran dari 40 mm. Dan nama yang lebih biasa "rolling pin") jenis "pass - no pass" untuk panjang yang ditentukan dalam dokumentasi peraturan dari kedua-dua hujung paip. Sebagai contoh, untuk tiub mengikut GOST 633-80, kawalan ketepatan diperlukan pada setiap hujungnya dengan jarak 1250mm; diameter dalaman dipantau pada masa yang sama. Untuk mengawal garis pusat paip yang menuju ke pembuatan penyerap kejutan, jika diperlukan ketepatan tinggi saiz yang digunakan peranti khas- tolok bore. 11. Bilakah kawalan instrumental diameter dalaman paip diperlukan? Contoh. Jawapan: Ia digunakan hanya untuk paip kritikal dan dihasilkan pada perantiRPAdan UKK - 2, misalnya, dalam pengeluaran paip keluli tahan karat. 12. Bagaimanakah kawalan kelengkungan (kelurusan) paip dilakukan? Contoh. Jawapan: Ketepatan paip, sebagai peraturan, dijamin oleh teknologi pengeluaran dan, dalam praktiknya, diperiksa "dengan mata". Dalam kes yang meragukan, atau berdasarkan permintaan dokumen peraturan, kelengkungan sebenar diukur. Ia dilakukan pada satu bahagian yang diukur atau sepanjang panjang paip, bergantung pada keperluan dokumen peraturan. Untuk mengukur kelengkungan, permukaan mendatar rata diperlukan (idealnya plat permukaan). Bahagian yang diukur dengan kelengkungan "sebelah mata" maksimum dipilih; jika kelengkungan berada dalam satah yang sama dengan plat, pinggir lurus sepanjang 1 meter, jenis SCHD, kelas ketepatan kedua, digunakan dari sisi dan menggunakan satu set probe No. 4, jurang antara paip dan pembaris adalah diperiksa. 13. Dalam kes apa dan bagaimana kawalan penutupan chamfer dilakukan? Jawapan: dihasilkan atas permintaan dokumen peraturan menggunakan pembaris atau templat pengukur. Pengendalian pelaksanaan sudut chamfer dilakukan atas permintaan dokumen peraturan menggunakan protraktor. 14. Bilakah dan bagaimana tegak lurus hujung paip ke paksinya diperiksa? Jawapan: Petak logam digunakan. Bahagian pendek siku digunakan sepanjang generatrix permukaan paip. Bahagian panjang segi empat ditekan ke hujung paip dalam 2 - 3 bahagian. Kehadiran jurang dan ukurannya diperiksa dengan alat pengukur. 15. Bagaimana panjang paip diukur secara manual? Jawapan: ia dibuat oleh dua pekerja dengan menggunakan pita pengukur dari pita pengukur logam PC - 10 atau plastik di sepanjang generatrix paip yang diukur. 16. Kaedah untuk menentukan gred keluli. Jawapan: kawalan gred keluli dilakukan dengan kaedah berikut:
6. Soalan klasifikasi jenis kecacatan dalam pembuatan paip dan cara membetulkannya
Jawapan: Sistem perakaunan kualiti yang diguna pakai membahagikan kecacatan yang dikesan semasa kawalan produk siap menjadi dua kategori: kecacatan disebabkan oleh kesalahan pembuatan keluli dan pengeluaran keluli keluli dan kecacatan dalam pengeluaran penggelek paip (ini termasuk kecacatan pada paip kerja sejuk dan dikimpal ).
Jawapan:
Jawapan:
Jawapan: B amalan moden kaedah asas berikut untuk mengesan dan mengkaji kecacatan logam permukaan dan dalaman digunakan:
Jawapan:
Retak penghabluran panas adalah patah logam teroksidasi yang terbentuk semasa penghabluran jongkong kerana tegangan tegangan melebihi kekuatan lapisan luar jongkong. Retak panas yang digulung dapat berorientasikan sepanjang paksi putaran, pada sudut atau tegak lurus, bergantung pada lokasi dan bentuk cacat ingot yang asal. Daripada faktor-faktor yang menyebabkan keretakan, seseorang dapat menamakan: kepanasan logam cair, peningkatan kelajuan pemutus, peningkatan kandungan sulfur, kerana keplastikan keluli menurun, pelanggaran teknologi keluli pemutus, pengaruh gred keluli itu sendiri. Retakan tidak dapat diperbaiki dan merupakan cacat kekal.
Jawapan:
Jawapan:
Jawapan: Penangkapan bergulung, retak asal penggulung paip, retakan, penebangan, matahari terbenam, rumah burung, gosokan, penembusan tidak dapat diperbaiki dan merupakan perkahwinan terakhir. Perusahaan metalurgi Rusia 7.1. Tumbuhan metalurgi
10. JSC "Orsko-Khalilovsky Metallurgical Plant" - Novotroitsk: jalur, bulatan gred keluli karbon, bulatan gred keluli aloi rendah. 11. JSC "Loji Elektro-Metalurgi Oskol" - Stary Oskol: lingkaran gred keluli karbon. 12. JSC "Severstal" (Cherepovets Metallurgical Plant) - Cherepovets: jalur, lingkaran gred keluli karbon. 13. JSC "Serov Metallurgical Plant" - Serov: lingkaran gred keluli karbon, lingkaran gred keluli aloi, lingkaran gred keluli galas bebola. 14. JSC "Chelyabinsk Metallurgical Plant" - Chelyabinsk: jalur keluli tahan karat, bulatan gred keluli karbon, lingkaran gred keluli aloi, bulatan gred keluli galas bebola, lingkaran gred keluli tahan karat. 7.2. Tanaman paip dan penerangan ringkasnya OJSC "Pervouralsk Novotrubny Plant" (PNTZ) Terletak di bandar Pervouralsk, wilayah Sverdlovsk. Pelbagai produk yang dihasilkan: — paip air dan gas sesuai dengan GOST 3262-75 dengan diameter 10 hingga 100 mm; — paip lancar mengikut GOST 8731-80 dengan diameter 42 hingga 219 mm; — paip kerja sejuk yang lancar sesuai dengan GOST 8734 dan TU 14-3-474 dengan diameter dari 6 hingga 76 mm. — paip elektrik mengikut GOST10704 dengan diameter 12 hingga 114mm. PNTZ juga terlibat dalam pengeluaran paip untuk pesanan khas (berdinding nipis, kapilari, tahan karat). Loji Paip Volzhsky OJSC (VTZ) Terletak di bandar Volzhsky, wilayah Volgograd. Pelbagai produk yang dihasilkan: — paip lingkaran berdiameter besar dari 325 hingga 2520 mm. Kualiti produk yang dihasilkan oleh VTZ menentukan pasaran penjualan yang stabil, dan untuk paip dengan diameter 1420 hingga 2520 VTZ adalah monopoli di Rusia. OJSC "Volgograd Pipe Plant" VEST-MD "(VEST-MD) Terletak di Volgograd. Pelbagai produk yang dihasilkan: —paip air dan gas sesuai dengan GOST 3262-77 dengan diameter 8 hingga 50 mm; —paip dikimpal elektrik sesuai dengan GOST 10705-80 dengan diameter 57 hingga 76 mm. VEST-MD secara serentak terlibat dalam pengeluaran kapilari dan paip berdinding nipis diameter kecil. OJSC "Loji Metalurgi Vyksa" (VMZ) Terletak di bandar Vyksa, wilayah Nizhny Novgorod. Vyksa Steel Works mengkhususkan diri dalam pengeluaran paip yang dikimpal elektrik. — 3262 dengan diameter 15 hingga 80mm. — 10705 dengan diameter 57 hingga 108mm. — 10706 dengan diameter dari 530 hingga 1020mm. — 20295 dengan diameter 114 hingga 1020mm. Menurut GOST 20295-85 dan TU 14-3-1399, mereka dirawat dengan panas dan memenuhi syarat kualiti tertinggi. Izhorskiye Zavody OJSC Terletak di Kolpino, Wilayah Leningrad. Pelbagai produk yang dihasilkan: — paip lancar mengikut GOST 8731-75 dengan diameter 89 hingga 146 mm. Juga, Izhorskiye Zavody OJSC melaksanakan pesanan khas untuk pengeluaran paip berdinding tebal yang lancar. OJSC "Seversky Pipe Plant" (STZ) Terletak di wilayah Sverdlovsk di stesen Polevskoy. Pelbagai produk yang dihasilkan: — paip air dan gas sesuai dengan GOST 3262-75 dengan diameter 15 hingga 100 mm; — paip dikimpal elektrik sesuai dengan GOST 10705-80 dengan diameter 57 hingga 108 mm; — paip lancar mengikut GOST 8731-74 dengan diameter 219 hingga 325 mm. — paip dikimpal elektrik sesuai dengan GOST 20295-85 dengan diameter 114 hingga 219 mm. Paip berkualiti tinggi dari keluli tenang kumpulan "B". JSC "Taganrog Metallurgical Plant" (TagMet) Terletak di Taganrog. — 3262 dengan diameter 15 hingga 100mm. — 10705 dengan diameter 76 hingga 114mm. Paip lancar dengan diameter 108-245 mm. JSC "Trubostal" Terletak di St Petersburg dan tertumpu di wilayah North-West. — paip air dan gas sesuai dengan GOST 3262-75 dengan diameter 8 hingga 100 mm; — paip dikimpal elektrik sesuai dengan GOST 10704-80 dengan diameter 57 hingga 114 mm; OJSC "Chelyabinsk Pipe-Rolling Plant" (ChTPZ) Terletak di bandar Chelyabinsk. Pelbagai produk yang dihasilkan: — paip lancar mengikut GOST 8731-78 dengan diameter dari 102 hingga 426 mm; — paip dikimpal elektrik sesuai dengan GOST 10706, 20295 dan TU 14-3-1698-90 dengan diameter dari 530 hingga 1220 mm. — paip dikimpal elektrik sesuai dengan GOST 10705 dengan diameter 10 hingga 51 mm. — paip air dan gas sesuai dengan GOST 3262 dengan diameter 15 hingga 80 mm. Sebagai tambahan kepada diameter utama, ChTPZ terlibat dalam pengeluaran paip air dan gas tergalvani. Agrisovgaz LLC (Agrisovgaz) Terletak di wilayah Kaluga, Maloyaroslavets JSC "Loji Paip Almetyevsk" (ATZ) Terletak di bandar Almetyevsk. JSC "Borsky Pipe Plant" (BTZ) Terletak di wilayah Nizhny Novgorod, Bor. Loji Paip Volgorechensky OJSC (VRTZ) Terletak di wilayah Kostroma, Volgorechensk. OJSC "Magnitogorsk Iron and Steel Works" (MMK) Terletak di bandar Magnitogorsk. JSC "Loji Pipa Moscow" FILIT "(FILIT) Terletak di Moscow. Loji Metalurgi JSC Novosibirsk dinamakan Kuzmina "(NMZ) Terletak di Novosibirsk. PKAOOT "Profil-Akras" (Profil-Akras) Terletak di wilayah Volgograd, Volzhsky JSC "Severstal" (Severstal) Terletak di bandar Cherepovets. OJSC "Sinarsky Pipe Plant" (Sinarsky Pipe Plant) Terletak di wilayah Sverdlovsk, Kamenetsk-Uralsky. OJSC "Ural Pipe Plant" (Uraltrubprom) Terletak di wilayah Sverdlovsk, Pervouralsk. OJSC "Loji paip Engels" (ETZ) Terletak di wilayah Saratov, Engels 8. Kadar asas pemuatan paip bergolek 8.1. Norma asas untuk memuatkan penggulungan paip ke gerabak kereta api Paip air dan gas mengikut GOST 3262-78 Diameter dari 15 hingga 32 mm, dengan dinding tidak lebih dari 3,5 mm. Paip air dan gas mengikut GOST 3262-78 Diameter dari 32 hingga 50 mm, dengan dinding tidak lebih dari 4 mm. Kadar muat dari 45 hingga 55 tan setiap 1 gondola kereta. Paip air dan gas mengikut GOST 3262-78 Diameter dari 50 hingga 100 mm dengan dinding tidak lebih dari 5 mm. Kadar muat dari 40 hingga 45 tan setiap 1 gondola kereta. Paip dikimpal elektrik mengikut GOST 10704, 10705-80 Diameter dari 57 hingga 108 mm dengan dinding tidak lebih dari 5 mm. Kadar pemuatan adalah dari 40 hingga 50 tan setiap 1 gondola. Paip dikimpal elektrik mengikut GOST 10704, 10705-80 Diameter dari 108 hingga 133 mm dengan dinding tidak lebih dari 6 mm. Kadar muat dari 35 hingga 45 tan setiap 1 gondola kereta. Paip dikimpal elektrik mengikut GOST 10704-80, 10705-80, 20295-80 Diameter dari 133 hingga 168 mm dengan dinding tidak lebih dari 7 mm. Paip dikimpal elektrik mengikut GOST 10704-80, 20295-80 Diameter dari 168 hingga 219 mm dengan dinding tidak lebih dari 8 mm. Kadar muatan adalah dari 30 hingga 40 tan setiap 1 gondola. Paip dikimpal elektrik mengikut GOST 10704-80, 20295-80 Diameter dari 219 hingga 325 mm dengan dinding tidak lebih dari 8 mm. Paip dikimpal elektrik mengikut GOST 10704-80, 20295-80 Diameter dari 325 hingga 530 mm dengan dinding tidak lebih dari 9 mm. Kadar muat dari 25 hingga 35 tan setiap 1 gondola kereta. Paip dikimpal elektrik mengikut GOST 10704-80, 20295-80 Diameter dari 530 hingga 820 mm dengan dinding tidak lebih dari 10-12 mm. Kadar pemuatan adalah dari 20 hingga 35 tan setiap 1 gondola. Paip dikimpal elektrik mengikut GOST 10704-80, 20295-80 Diameter dari 820 mm dengan dinding dari 10 mm atau lebih. Kadar pemuatan adalah dari 15 hingga 25 tan setiap 1 kereta gondola. Paip lingkaran Kadar pemuatan sama dengan paip elektrik yang dikimpal. Paip lancarmengikut GOST 8731, 8732, 8734-80 Diameter dari 8 hingga 40 mm dengan dinding tidak lebih dari 3,5 mm. Memuatkan kadar dari 55 hingga 65 tan setiap 1 gondola kereta. Kadar pemuatan selebihnya sama dengan kadar pemuatan paip elektrik yang dikimpal. Semua kadar pemuatan untuk gerabak kereta api bergantung pada pembungkusan tiub (bungkusan, pukal, kotak, dll.). Penyelesaian untuk masalah pembungkusan mesti didekati dengan perhitungan yang jelas untuk mengurangkan biaya pengangkutan kereta api. 8.2. Norma-norma utama untuk memuat-jalankan paip ke pengangkutan jalan raya Kadar pemuatan untuk kenderaan MAZ, KAMAZ, URAL, KRAZ dengan panjang (badan) panjang tidak lebih dari 9 meter berkisar antara 10 hingga 15 tan, bergantung pada diameter paip dan panjang penyokong (scow) badan. Kadar pemuatan untuk kenderaan MAZ, KAMAZ, URAL, KRAZ dengan panjang (badan) panjang tidak lebih dari 12 meter berkisar antara 20 hingga 25 tan, bergantung pada diameter paip dan panjang penyangga (scow) badan. Perhatian khusus mesti diberikan pada panjang paip: tidak dibenarkan mengangkut paip, panjangnya melebihi panjang scow (badan) lebih dari 1 meter. Untuk pengangkutan antara bandar, tidak dibenarkan memuatkan kereta dari semua jenama melebihi 20 tan setiap kereta. Jika tidak, denda yang besar akan dikenakan untuk beban yang lebih tinggi setiap gandar. Denda dikenakan di tempat kawalan berat badan yang ditetapkan di lebuh raya oleh Inspektorat Pengangkutan Rusia. |









| Baca: |
|---|
Popular:
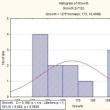
Baru
- Spline Interpolation Cubic Interpolation Dalam Talian
- Pecahan dan Perpuluhan dan Tindakan terhadapnya
- Persamaan umum penyiasatan langsung
- Daniel Jacobs: biografi pendek dan kerjaya seorang petinju Amerika
- Pukulan peninju terkuat
- Alexander ustinov suka membaca sebelum pertarungan Perubahan penganjur, kemenangan baru
- Biografi Bilakah pertarungan terakhir Meni Pacquiao
- Statistik pertarungan biografi Manny Pacquiao Pacquiao
- Bagaimana Atlet Jutawan Bangkrut Keadaan Tyson Hari Ini
- Yang mengalahkan joshua atau klitschko tahun ini




