|
Various blanks and products have bulges, waviness, curvature and other irregularities. Straightening and editing corrects defects.
Edit - This is the alignment of non-hardened parts, blanks and sheets. Relatively simple process, it is possible to perform at home.
Before you start editing, check the curvature of blanks and parts. This is done by applying a metal ruler (on the edge) or by eye to the part. The edges of the curved places are marked with chalk.
Editing is carried out on flat, secure linings or on the correct plate. You need to choose the right places for strikes. The blows are applied with a force commensurate with the magnitude of the curvature. Gradually reduce the force of impact in the transition from a larger bend to a smaller one.
The bars and strip metal are edited in the following order:
- the boundaries of the bends on the convex side are marked;
- a hammer is taken in the right hand, a cloth glove () is put on the left;
- a rod or strip is placed on the anvil or on the correct slab upwards with a bulge. The blows are applied to the bulge to the middle of the bend edges. As bending is corrected, the force of the blows decreases, and if necessary, the rod or strip turns over. If they have several bends, they first straighten the bends located closer to the edges, and then those in the middle;
- checked the results of edits - by applying a ruler or by eye.
Editing metal blanks or sheets
Editing metal blanks or sheets is needed when there is a bulge or waviness on them. The procedure for editing blanks and sheets with waviness is as follows:
- the boundaries of the wavy sections are circled in chalk;
- the workpiece or sheet is placed on the anvil or on the correct slab so that the edges do not hang;
- the workpiece or sheet is pressed against the anvil or to the correct plate, and editing begins;
- blows are applied with a hammer to the edge from the middle. The force of the blows is reduced when approaching the edge. It is forbidden to strike again in the same place.
Editing bulges on metal sheets is performed in the following sequence.
- Chalked out the boundaries of the bulges.
- The workpiece or sheet is placed on the anvil or slab bulge outward, preventing the edges from hanging.
- Editing starts from the bulge nearest to the edge.
- After that, strikes are made from the second edge. Apply frequent, but not strong blows. The power of the blows at the end of the edits is reduced. It is forbidden to strike several blows at one place.
When several bulges are located next to a metal sheet, the bulges are joined into one by a hammer, and then it is corrected using the above described technology.
Bulging and waviness of thin metal sheets and blanks are ruled by mallets, lead, brass or brass hammers. Very thin sheets are placed on a flat plate and ironed with wooden or metal bars.
While editing parts, blanks and metal sheets, you must comply with safety requirements. Wear mittens to avoid injury from blows. Workpieces, workpieces and sheets must be firmly held on the anvil or the correct plate to prevent them from jumping off.
Practically, all “metal works” begin with editing of the metal. The happy exception is when you get a completely new sheet or piece of profile from the warehouse.
Editing are:
- steel sheets of non-ferrous metals and their alloys;
- steel strips;
- pipes;
- bar material and wire.
Metal welded structures are also subject to editing.
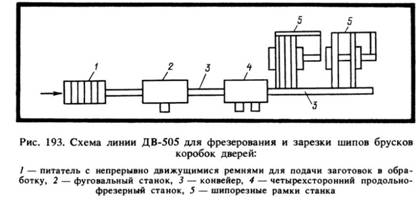
Machine "GOCMAKSAN STORM 1601".
Definition of the term "metal straightening"
Metal editing is an operation that consists in eliminating defects in parts and workpieces: curvature (convexity or concavity), irregularities (curvature, warping, etc.), etc. It consists in compressing a convex metal layer or expanding it in a concave shape the effect of pressure on any part of the workpiece or part.
Methods and methods of editing
There are two main methods of editing any metals:
- manually. It is carried out with the help of a hammer on anvils, steel regular plates, etc.
- machine. It is produced on the correct machines (presses or rollers).
Metal is ruled in a cold or heated state. The choice is determined by the amount of deflection and its size and material of the workpiece.
When editing metal is of great importance:
- the correctness of the choice of the place to strike;
- comparing the force of impact with the magnitude of the curvature of the metal. It should be reduced in process of transition from the maximum bend to the minimum.
With a large bend strip "edge" strikes should be applied with a toe hammer. This will lead to one-sided stretching (lengthening) of the bend. The bands, which are "twisted bend", rule in the direction of unwinding. The check is carried out at the initial stage “by eye”, and at the end - on a testing plate or curved ruler. Metal rods should be fixed on the anvil or plate from the edge to the middle.
We will stay on review of editing of sheet metal, since it is the most difficult operation. Sheet metal should be put on the slab bulge up. The blows with a hammer will be applied from the edge of the sheet in the direction of the deformed part. Under the action of directed blows, an even part of the sheet will be drawn out, and the convex part will be straightened. When straightening sheets of hardened metal, frequent, but light blows should be applied with a toe from the concavity to its edges. In this case, the upper layers of the metal will stretch, and the defect of the part will be eliminated.
The machine "GT-4-14."
Applied equipment and tools
The following equipment is used for dressing metal:
- the correct plate;
- straightening headstock
Hammers with round, radius or push-in of soft metal are used as tools. Thin sheet metal rule wooden hammer (mallet).
|
Study guide to prepare
production workers Workshop on plumbing
Editing a flat metal curved metal
Exercise on straightening the strip metal is usually performed on a cast-iron or steel plate using various hammers. Wooden hammers, hammers with soft inserts (copper, lead, aluminum) and steel hammers are used to edit purely processed steel strips and strips of non-ferrous metals, striking them with wooden or soft metallic gaskets.
When straightening and bending metal, it is better to use a hammer with a round, well-polished striker, striking the central convex sphere of the striker (fig. 52). Hammers with a square brisk is not recommended, because during the blows on the metal from its corners may remain traces in the form of nicks. 
Fig. 52. Editing with a spherical hammer Editing on the plane is performed in the following sequence. 1. Determine by eye the convex parts of the strip (fig. 53), marking their borders with chalk. 
Fig. 53. Check the results of edits to the eye 2. On the left hand wear a mitten. In the right take a hammer, in the left - strip steel and take the working position. It is necessary to stand when editing directly, freely and steadily.
3. The strip is placed on the correct plate with a bulge upwards, with contact in two places (Fig. 54), since with a loose fit at the moment of impact with a hammer, recoil to the left hand is possible. 
Fig. 54. Receiving straightening steel strip on the plane 4. The blows with a hammer are applied along the edges of the convex parts, gradually approaching the middle of the bend. It is necessary to adjust the impact force depending on the strip thickness and curvature size; the greater the curvature and the thicker the strip, the stronger the blows must be. As the strip is straightened, the force of strikes should be weakened and the strip should be turned from one side to the other more often until it is completely straightened; when striking with a hammer, you should look only at the place of impact. If there are several bulges, then first straighten the extreme, and then the bulges located in the middle of the strip. |
Editing (straightening) - is a metalworking operation in which the deformed, warped metal billets or parts are given a regular flat shape. Editing is applied after cutting sheet material with scissors, chipping and other operations. With the help of straightening straighten also strip and rod material, pipes and wire. Cast iron parts are not subject to revision, since the iron is too fragile and can be split during the revision.
In the metalwork and especially in the instrumental business, the correction of bent and warped products with high accuracy (up to tenths of a millimeter), after mechanical or heat treatment, is often called straightening the product.
Editing can be manual and machine.
The pipes are bent manually or by means of a mechanism, with or without a filler, in a cold or hot condition. The choice of method depends on the pipe diameter, wall thickness, material and angle of the bend (Fig. 8).
Pipes with a diameter of more than 100 mm bend in a hot condition with a filler (fine dry sand). The ends of the pipes are closed with plugs and drilled holes in them for the release of gases. Heating is carried out with a gas torch or blowtorch. Pipes with a diameter of up to 15 mm are bent with pins inserted into the holes of a steel plate, which is clamped in a vice. For thicker pipes, pipe benders installed on a special workbench are used. The pipe is inserted between the two rollers in the support. Bend the tube, turning the arm with the rollers
Fig. eightIt is flexible pipes: 1 - a pipe, 2 - a stop, 3 - a template, 4 - a mobile bracket, 5 - a roller, 6 - a substantiation, 7 - the lever
Copper and brass pipes bend in a cold state with a filler (molten rosin, stearin, paladin, lead). The pipe before the flex is annealed. Copper is heated to 600-700 ° C and cooled in water; bronze - up to 600-700 ° C, in the air; duralumin - up to 350-400 ° C, in the air.
In a heated state, copper pipes are bent, filling with sand. Correctly bent pipes do not have folds and dents.
Calculation of the length of the workpieces
when bending parts at right angles without rounding from the inside, bend allowance is taken from 0.5 to 0.8 thickness of the material. Folding the length of the inner sides of the square or bracket, we obtain the length of the sweep of the workpiece details.
In Figure 4 a bangle and bracket with right internal corners are shown respectively.
The size of the square: but= 30 mm; b = 70mm g = 6mm. Workpiece sweep length l = a + b+ 0,5t 30+ 4+ 70 +
3 = 103 mm.
Sizes of a bracket: but= 70 mm b =80 mm; with= 60 mm; t
= 4
mm Workpiece sweep length
l = a + b+ c + 0.5t = 70 + 80 + 60 + 2 = 212 mm.


Fig. 4. To determine the length of the blanks:a, b -square and shackles with right inner corners
A b

For manual dressing of sheet blanks and parts, steel or cast iron regular plates or anvils, steel hammers weighing 400-600 g, copper, lead, brass, wood, bakelite hammers, etc. are used.
Machine straightening is carried out on hand and power three-rolls, on pneumatic power hammers and on presses. This manual covers only manual editing used in training workshops.
Editing is performed by striking steel hammers or hammers of soft material at certain places, measuring the force of the blows with the size of the bulge and the thickness of the product being straightened. The surface of the correct plate, as well as the hammer heads must be smooth, smooth and well ground. It is more convenient to use hammers with manual straightening. round, and not with a square striker, as with improper impacts or when the hammer with a square striker bends, there may be serifs or even holes in the surface of the sheet. Hammer hammer should fall on the sheet smoothly, without skewing. The hammer should be held at the end of the handle and use only the hand to strike.
The techniques for editing sheet material are as follows. Having laid the deformed sheet on the slab, if possible, with bulges upwards, they embroil the bulges with a graphite pencil or chalk. After this, frequent, but not strong blows are applied to the straight edges of the sheet in the direction of the bulge. The material under the action of blows will be pulled out, release the tightened middle and gradually align the bulge. As you approach the bumps, the blows should be applied less, but more often.
After each blow, you need to check what effect it has on the sheet. It should be remembered that improper strokes can lead to a sheet in an unsuitable state. In no case should you strike directly on the bulges, since the bulges will not decrease, but increase.
Thus, the essence of the process of editing sheet parts is the gradual stretching of straight sections of the sheet due to some thinning of the material in these places.
Metal editing
TO category:
Bending and straightening
Metal editing
The curvature of the parts is checked by eye or by the gap between the plate and the part laid on it. The edges of the curved areas are marked with chalk.
When editing it is important to choose the right places on which to strike. The impact force should be commensurate with the magnitude of the curvature and gradually decrease as the transition from the greatest bend to the least. Editing is considered complete when all irregularities disappear and the part becomes straight, which can be determined by overlapping the ruler. Editing perform on the anvil, the correct plate or reliable linings, excluding the possibility of slipping from them the details upon impact.
To prevent hands from shocks, vibrations when straightening metal, it is necessary to wear mittens, firmly hold parts, blanks on a plate or an anvil.
Editing of the strip metal is carried out in the following order. On the convex side with chalk mark the boundaries of the bends, after which they put a mitten on their left hand and take a strip, and take a hammer in their right hand and take a working position.
The strip is placed on the correct plate so that it lies flat on the plate with a bulge upwards, touching at two points. The blows are applied to the convex parts, adjusting the impact force depending on the strip thickness and curvature size; the greater the curvature and the thicker the strip, the stronger the blows. As the strip is straightened, the impact force weakens and more often turns the strip from one side to the other to complete straightening. With a few bumps, first straighten the closest to the ends, and then located in the middle.
The results of edits (straightness of the workpiece) are checked on the eye, and more precisely, on a marking plate for clearance or by applying a ruler to a strip.
Edit bar. After checking on the eye on the convex side with chalk mark the boundaries of the bends. Then the rod is laid on a slab or anvil (Fig. 1) so that the curved part is convex upwards. The blows with a hammer are applied on the convex part from the edges of the bend to the middle part, adjusting the force of the blow depending on the diameter of the rod and the size of the bend. As the bend is straightened, the force of the blow is reduced, ending with straightening with light strokes and turning the bar around its axis. If the bar has several bends, first coming closest to the ends, then located in the middle.

Fig. 1. Editing of metal of round section

Fig. 2. Layout of editing sheet material: a, b - bent billet, c. g - impact distribution
Editing sheet metal is more complicated than previous operations. The sheet material and blanks cut from it may have a wavy or bulging surface. On blanks that have a waviness at the edges (Fig. 2, a), they preliminarily trace wavy sections with chalk or soft graphite pencil. After that, the workpiece is placed on the plate so that the edges of the workpiece do not hang down, but lie completely on the supporting surface, and pressing it with the hand begins editing. In order to stretch the middle of the billet, hammer blows from the center of the billet to the edge as shown in fig. 2, in circles. Circles of smaller diameters correspond to smaller blows, and vice versa.
Stronger strikes are applied in the middle and reduce the force of the blow as it approaches its edge. In order to avoid the formation of cracks and work hardening of the material, it is impossible to apply repeated blows to the same place of the workpiece.
Special care, attention and caution are observed when editing blanks of thin sheet material. Slight blows are inflicted, as if the blow is improper, the side faces of the hammer can either pierce the sheet stock or cause metal drawing.

Fig. 3. Editing of thin sheets: a - with a wooden hammer (mallet), b - with a wooden or metal bar
When straightening workpieces with depths, you find warped areas, establish where the metal is more bulging (Fig. 2). The convex areas are encircled with chalk or a soft graphite pencil, then the blank is placed on the slab with convex parts upwards so that its edges do not hang down, but lie completely on the supporting surface of the plate. Editing starts from the edge closest to the bulge, on which one row is struck with a hammer within the limits indicated on the surface covered with circles (Fig. 2, d). Then hit the second edge. After that, a second row of blows is applied to the first edge and again goes to the second edge, and so on until they gradually approach the bulge. Hammer strikes are often, but not hard, especially before the end of the edit. After each blow, take into account its impact on the workpiece in the place of impact and around it. Do not allow several blows at the same place, as this may lead to the formation of a new convex section.
Under the blows of the hammer, the material around the convex place is drawn out and gradually leveled. If there are several bulges on the surface of the workpiece at a short distance from each other, blows of a hammer at the edges of individual bulges cause these bulges to join into one, which is then ruled by blows around its borders, as indicated above.
Thin sheets are ruled by light wooden hammers (mallets - Fig. 3, a), copper, brass or lead hammers, and very thin sheets are placed on a flat plate and smoothed with metal or wooden bars (Fig. 3, b).
Edit (straightening) hardened parts. After quenching, steel parts sometimes warp. Editing the curved parts after quenching is called straightening. The accuracy of the straightening can be 0.01-0.05 mm.
Depending on the nature of the straightening, they use hammers with a tempered brisk or special trimming hammers with

Fig. 4. Straightening of hardened parts: a - on the trimming headstock, b - a square on the inside corner, in - on the outside corner, d - places of striking
fake side of the striker. At the same time, it is better to place the part not on a flat plate, but on a trimmer head (Fig. 4, a). The blows are applied not to the convex but to the concave side of the part.
Products with a thickness of at least 5 mm, if they are hardened not through, but only to a depth of 1-2 mm, have a viscous core, therefore, they rivet relatively easily; they need to be straightened as raw parts, i.e., hit the convex places.
Editing a hardened square, which, after quenching, has changed the angle between the shelves, is shown in Fig. 4, 6-g. If the angle is less than 90 °, then the hammer strikes at the top of the inner corner (Fig. 84 b and d, left), if the angle is more than 90 °, the blows are applied at the top of the outer corner (Fig. 4, c and d, right) .
In the case of warping of the product along the plane and along the narrow edge, the straightening is carried out separately - first along the plane, and then along the edge.
The editing of a short bar material is performed on prisms (Fig. 5, a), regular slabs (Fig. 5, b) or simple linings, striking the convex places and curvatures with a hammer. Eliminating the bulges, achieve straightness, striking light strikes along the entire length of the bar and turning it with his left hand. Straightness is checked on the eye or on the clearance between the plate and the bar.

Fig. 5. Edit short shafts and rods: a - on prisms, b - on the plate
Strongly springy, as well as very thick blanks rule on two prisms, striking through a soft pad to avoid nicks on the blank. If the efforts developed by the hammer are insufficient for straightening, manual or mechanical presses are used.
Edit (straightening) -operation, by which irregularities, curvature or other defects in the shape of the blanks are eliminated. Editing and straightening have the same purpose, but differ in the techniques of implementation and the tools and devices used.
Editing is the straightening of metal by the action of pressure on one or another part of it, regardless of whether this pressure is produced by a press or hammer blows. „
Editing is usually a preparatory operation preceding the main operations of metal processing.
Steel sheets and sheets of non-ferrous metals and their alloys, strips, bar material, pipes, wire, and also metal welded structures are subjected to editing. Workpieces and parts made of brittle materials (cast iron, bronze, etc.) cannot be ruled.
There are two methods of metal straightening: manual straightening, performed with a hammer on steel cast-iron regular plates, anvils, etc., and machine straightening made on the correct machines. During manual editing, the mechanic finds on the surface of the workpiece or parts such places, upon impact on which the workpiece would be straightened, that is, it would lie on the slab, without any bumps, bends or waviness.
The metal undergoes editing both in a cold and in a heated state. In the latter case, it must be borne in mind that the straightening of steel billets and parts can be made in the temperature range of 1100-850 ° C. Heating above the specified temperatures leads to overheating, and then to the burning of blanks, i.e., to an unrecoverable defect.
Editing is used in cases where you need to eliminate the distortion of the shape of the workpiece - waviness, warping, dents, curvature, buckling, etc. The metal can be edited both in a cold and in a heated form. The heated metal is easier to rule, however, this is also true for other types of plastic deformation, for example, bending.
At home, editing should be done on an anvil or a massive plate of steel or cast iron. The working surface of the plate should be smooth and clean. In order for the impact noise to be less loud, the slab should be placed on a wooden table, with which, in addition, the slab can be leveled so that it is in a horizontal position.
For editing the special metalwork tool is necessary. You can not make it with any hammer that is on hand, the metal can not only not straighten, but get even greater defects. The hammer should be made of soft material - lead, copper, wood or rubber. In addition, you can not rule metal hammers with a square brisk - it will leave marks on the metal surface in the form of nicks. Hammer hammer should be round and polished.
In addition to hammers, wooden and metal trowels and supports are used. They are used for editing thin sheet and strip metal. To straighten hardened parts with shaped surfaces, there are correct headstocks.
You should probably not be reminded that the straightening (straightening) of the metal must be carried out in working gloves, regardless of whether it is difficult work or not, large billet or small and whether it is strongly curved.
To check the curvature of the workpiece, you need to lay it on a smooth plate with that surface, which after editing should be a plane. The gap between the plate and the workpiece will show the degree of curvature that needs to be eliminated. Curved places should be marked with chalk, so much easier to strike with a hammer than focusing only on the curvature noticeable by the eye.
Editing a flat metal curved in a plane is the simplest operation. The curved workpiece must be positioned so that it has two points of contact with the anvil. The blows with a hammer or sledge hammer should be applied to the most convex places and the force of the blows should be reduced as the bulges become smaller. You should not strike only on one side of the workpiece, the metal may arch in the opposite direction. To avoid this, the workpiece must be turned over from time to time. For the same reason, it is not necessary to inflict several blows in a row on the same place.
If there are several bumps, you first need to straighten the edges of the workpiece, and then, its middle.
Editing of round metal - this type of work is basically similar to straightening of a strip metal - you need to mark uneven places with chalk and place the workpiece convexly upwards, blows should be applied to the convex part from the edges of the bend to the middle of the convexity. When the main curvature is straightened, the force of the blows must be reduced and periodically rotated the metal rod around its axis to prevent the curvature in the opposite direction.
Square metal rods need to be edited in the same sequence.
Editing of a metal twisted in a spiral is made by the method of unwinding. In order to straighten the curvature, you need to clamp one end of the twisted metal in a large vice on a metal bench, and the other in hand vise. Having unwound the metal to the extent that can be controlled by eye, it is necessary to continue editing on a smooth verified plate using the usual method, controlling the curvature to the light.