Bahagian tapak
Pilihan Editor:
- Enam contoh pendekatan yang cekap untuk penurunan angka
- Petikan Puisi Wajah Musim Sejuk untuk Kanak-kanak
- Pelajaran bahasa Rusia "tanda lembut selepas kata nama mendesis"
- Pohon Pemurah (perumpamaan) Bagaimana untuk menghasilkan pengakhiran yang menggembirakan kepada kisah dongeng Pohon Pemurah
- Rancangan pengajaran tentang dunia di sekeliling kita mengenai topik "Bilakah musim panas akan tiba?
- Asia Timur: negara, penduduk, bahasa, agama, sejarah Menjadi penentang teori pseudoscientific membahagikan umat manusia kepada yang lebih rendah dan lebih tinggi, beliau membuktikan kebenaran
- Klasifikasi kategori kesesuaian untuk perkhidmatan tentera
- Maloklusi dan tentera Maloklusi tidak diterima ke dalam tentera
- Mengapa anda mengimpikan ibu yang mati hidup: tafsiran buku impian
- Apakah tanda zodiak orang yang dilahirkan di bawah bulan April?
Mengiklankan
| Direktori dimensi eksekutif untuk benang trapezoid sebelah kiri. Benang trapezoid. Penggunaan benang trapezoid. Kaedah untuk memotong benang trapezoid |
|
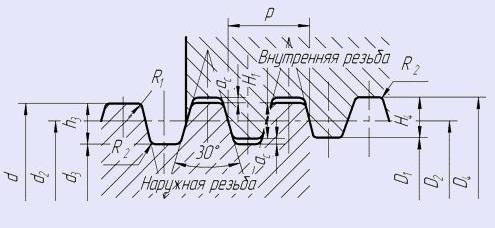
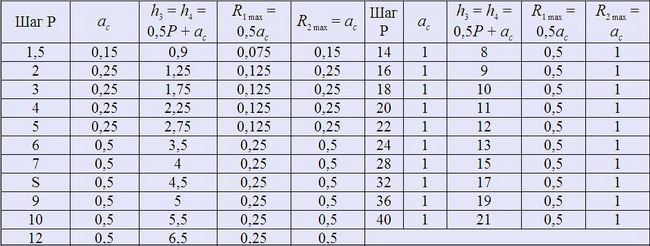
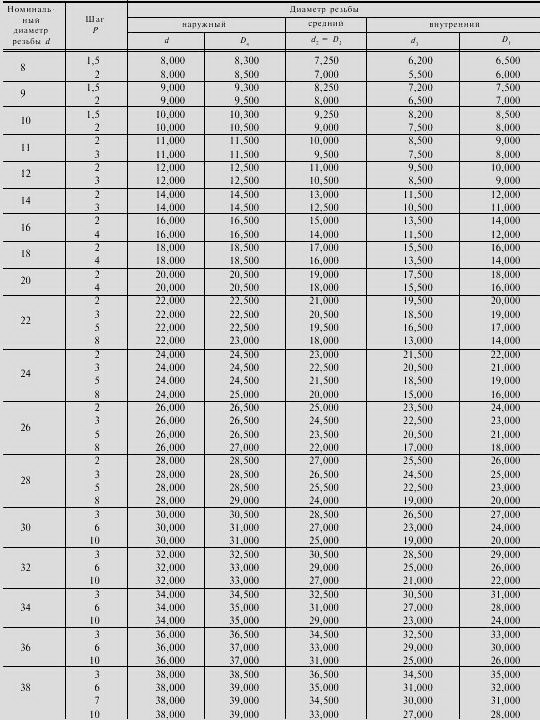
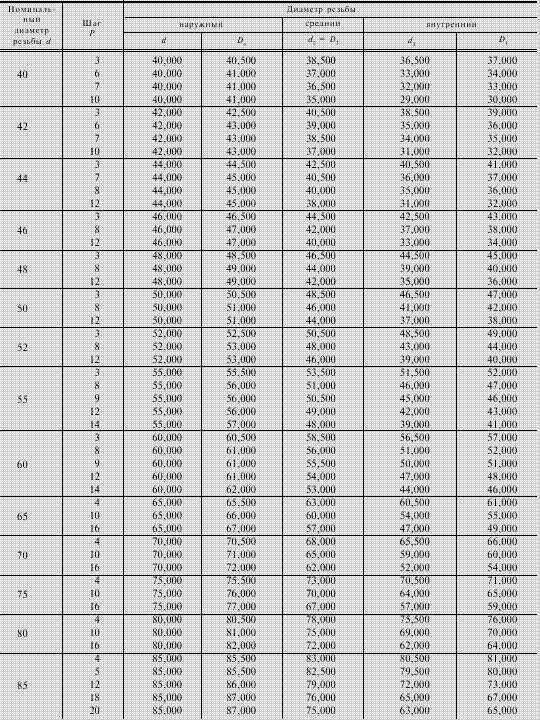
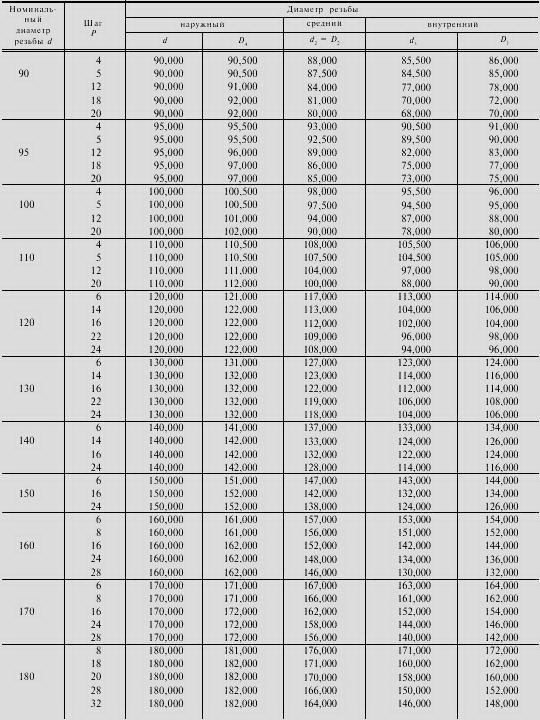
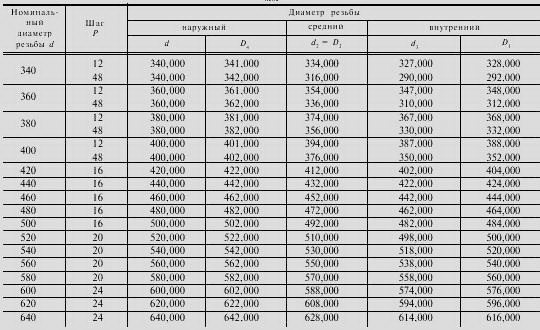
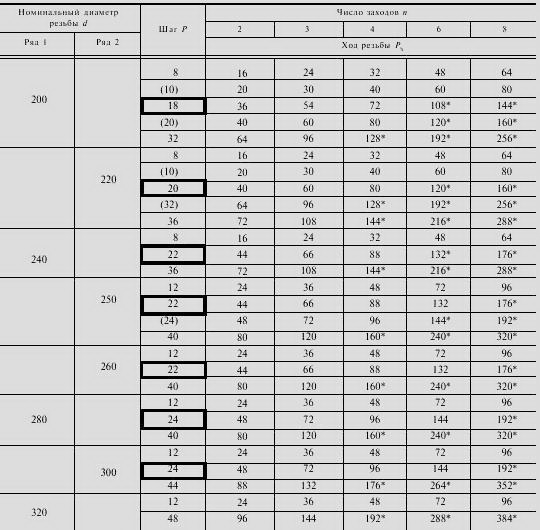
Profil benang ialah trapezoid isosceles dengan sudut 30° antara sisi (Rajah 3, c). Benang trapezoid boleh menjadi satu permulaan atau berbilang permulaan, tangan kanan atau kidal. Diameter dan langkah satu laluan benang trapezoid dalam julat diameter dari 12 hingga 50 mm diberikan dalam jadual. 2. Dimensi dan bilangan mula yang sama untuk benang berbilang mula diberikan dalam jadual. 3. Contoh sebutan benang: entri hadapan trapezoid dengan diameter nominal 36 mm dan pic 6 mm: TgZbhb; benang kiri yang sama: Tg 36x6 LH; trapezoid, tiga hala dengan diameter nominal 40 mm, pic 3 mm dan lejang 9 mm: Tg 40 X 9 (RZ) Contoh penetapan benang dalam lukisan ditunjukkan dalam Rajah. 5. di Jadual 2. Diameter dan pic bagi benang permulaan tunggal trapezoid mengikut GOST 24738 81, mm
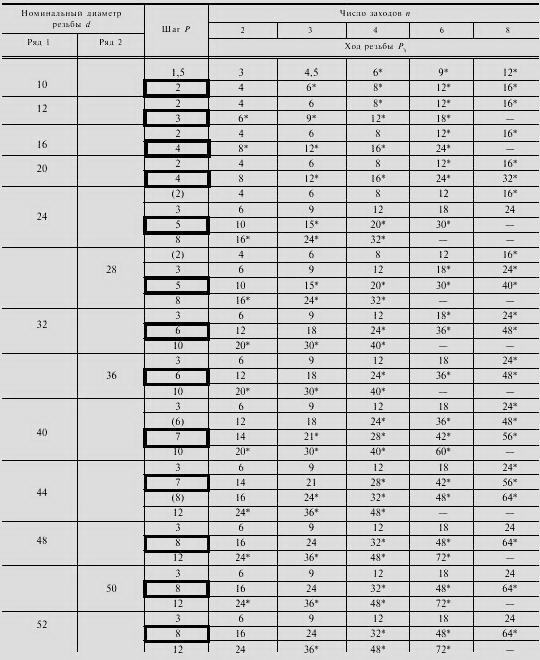
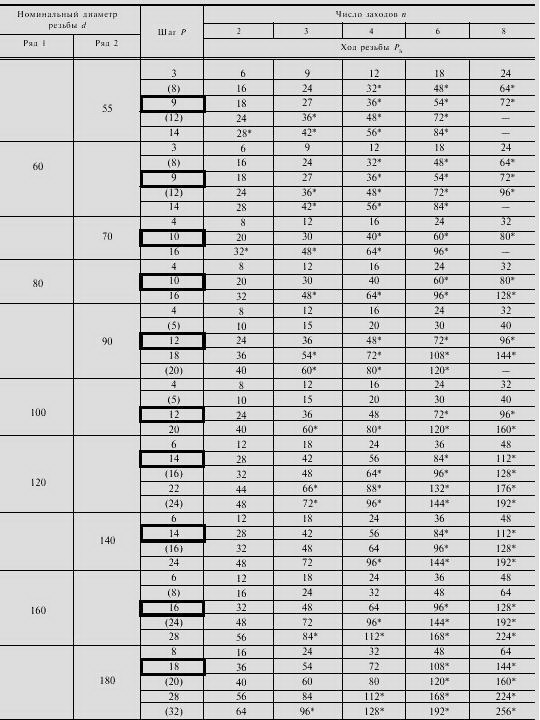
Catatan: 1. Apabila memilih benang, baris pertama harus diutamakan daripada yang kedua; 2. Langkah-langkah pilihan ditunjukkan dengan *. Jadual 3. Dimensi utama benang berbilang mula trapezoid mengikut GOST 24739 81, mm
Nota: Benang yang nilai lejangnya disertakan dalam kurungan mempunyai sudut plumbum lebih besar daripada 10°. Benangnya berterusan. Tujuan utama benang adalah untuk menghantar beban paksi melalui skru dalam satu arah, contohnya, dalam bicu, penekan, dll. Profil benang ialah trapezoid yang tidak sama (Rajah 3, d). : > v Diameter dan pic bagi benang tujah dalam julat diameter dari 16 hingga 42 mm diberikan dalam jadual. 4. Contoh sebutan benang: " tujah satu benang ke kanan dengan diameter 32 mm dengan pic 6 mm: benang kiri yang sama: S32x6LH. Dalam lukisan, benang ditunjukkan seperti yang ditunjukkan dalam Rajah. 6. nasi. 6 Jadual 4. Diameter dan pic bagi benang tujahan mengikut GOST 10177 82, mm.
Nota^. Apabila memilih diameter benang, baris pertama harus diutamakan daripada yang kedua. Langkah-langkah pilihan semasa membangunkan reka bentuk baharu. Benang silinder paip. Benang ini digunakan dalam sambungan silinder paip dan sambungan benang silinder dalaman dengan benang kon luaran. Profil (Rajah 3, b) dan dimensi utama ditetapkan oleh GOST 6357 81. Nilai dimensi utama benang paip silinder diberikan dalam jadual. 5. Jawatan benang paip(Rajah 7, a, b) terdiri daripada huruf G dan saiz benang dalam inci, contohnya: Penamaan ini bersyarat, kerana menunjukkan diameter bukan benang, tetapi lubang dalam paip (diameter nominal DN pada ketebalan dinding tertentu). Diameter luar benang paip akan lebih besar daripada yang ditunjukkan pada lukisan. Contohnya, sebutan G1 sepadan dengan benang paip mempunyai diameter luar d=33.25m direka untuk paip dengan diameter dalaman 1" (25.4 mm). Benang silinder paip dengan diameter yang sama (diameter nominal DN) boleh dilakukan pada paip dengan ketebalan dinding yang berbeza dan juga pada batang pepejal. nasi. 7. Simbol untuk benang paip silinder dan tirus: a) benang paip silinder G 1 1/2; b) benang dengan saiz yang sama, dalaman, kiri; c) benang kon paip luaran; d) kon paip dalaman Jadual 5. Dimensi utama benang paip silinder Bahagian dalam mesin, mekanisme, peranti, serta radas dan struktur disambungkan antara satu sama lain. Sambungan ini melaksanakan pelbagai fungsi dan dibahagikan terutamanya kepada dua jenis: alih dan tetap. Sambungan tetap ialah sambungan bahagian yang memastikan kedudukan relatifnya kekal tidak berubah semasa operasi. Sebagai contoh, dikimpal, sambungan menggunakan pengikat, dsb. Sambungan alih ialah sambungan di mana bahagian mempunyai keupayaan untuk bergerak secara relatif dalam keadaan berfungsi. Sebagai contoh, sambungan gear. Sambungan tetap dan alih, seterusnya, dibahagikan kepada boleh tanggal dan kekal, bergantung pada kemungkinan pembongkaran sambungan. Sambungan kekal - sambungan yang tidak boleh dipisahkan tanpa mengganggu bentuk bahagian atau elemen penghubungnya. Contohnya, sambungan yang dikimpal, dipateri, terpaku, dsb. Sambungan boleh tanggal ialah sambungan yang boleh diputuskan dan disambungkan berulang kali tanpa mengubah bentuk sama ada bahagian yang disambungkan atau bahagian pengikat. Contohnya, sambungan berulir dengan bolt, skru, baji, kunci, gear, dsb. Artikel ini dikhaskan untuk ulasan sambungan berulir, kepelbagaian yang sering ditemui dalam kehidupan seharian. Sambungan berulir - menyambung bahagian menggunakan benang. Semua orang tahu apa itu ukiran, semua orang pernah melihatnya. Ramai orang juga tahu bahawa benang berbeza antara satu sama lain, kerana mereka mempunyai saiz yang berbeza, langkah dan sebagainya. Walau bagaimanapun, tidak ramai yang menyedari bagaimana ini dikawal, dan juga bukan sahaja perkara biasa bagi kita benang metrik berbentuk silinder, tetapi juga banyak jenis lain. 1. Konsep benangBenang ialah permukaan yang dibentuk oleh pergerakan skru kontur rata di sepanjang silinder atau permukaan kon, dengan kata lain, lingkaran dengan pic malar terbentuk pada permukaan ini. Rajah 1 - Benang Mengikut tujuannya, benang dibahagikan kepada pengikat (dalam sambungan tetap) dan berjalan atau kinematik (dalam sambungan alih). Selalunya benang pengikat mempunyai fungsi kedua - mengedap sambungan berulir, memastikan ketatnya benang tersebut dipanggil benang pengancing dan pengedap; Terdapat juga benang khas yang mempunyai pelantikan khas. Bergantung pada bentuk permukaan di mana benang dipotong, ia boleh menjadi silinder atau kon. Bergantung pada lokasi permukaan, benang boleh menjadi luaran (dipotong pada batang) atau dalaman (dipotong di dalam lubang). Bergantung pada bentuk profil, terdapat benang segi tiga, trapezoid, segi empat tepat, bulat dan khas. Benang segi tiga dibahagikan kepada metrik, paip, inci kon, benang trapezoid - menjadi trapezoid, tujahan dan tujahan bertetulang. Berdasarkan saiz padang, benang dibezakan antara besar, kecil dan istimewa. Berdasarkan bilangan permulaan, benang dibahagikan kepada permulaan tunggal dan berbilang permulaan. Berdasarkan arah heliks, perbezaan dibuat antara benang tangan kanan (benang benang dipotong mengikut arah jam) dan benang kiri (benang benang dipotong mengikut lawan jam). Dalam Rajah 2, keseluruhan klasifikasi benang dibentangkan dalam bentuk rajah:
Rajah 2 - Pengelasan benang Sebagai tambahan kepada klasifikasi di atas, semua benang dibahagikan kepada dua kumpulan: standard dan bukan standard; Untuk benang standard, semua parameter mereka ditentukan oleh GOST. Parameter benang utama ditentukan oleh GOST 11708-82. Ini adalah benang standard yang dipanggil tujuan am. Sebagai tambahan kepada mereka, terdapat konsep benang khas. Benang khas ialah benang dengan profil standard, tetapi berbeza daripada saiz standard diameter atau padang benang, dan benang dengan profil bukan standard. Benang bukan standard - persegi dan segi empat tepat - dihasilkan mengikut lukisan individu, di mana semua parameter benang ditentukan. (Butiran lanjut dalam bahagian 5. Tujuan operasi benang dan penggunaannya). 3. Profil dan parameter benangProfil benang dicirikan oleh ciri-ciri berikut: . benang metrik mempunyai profil dalam bentuk segi tiga sama sisi dengan sudut puncak 60°. Unjuran dan lembah benang tumpul (GOST 9150-2002). Benang metrik boleh berbentuk silinder atau kon.
. benang paip mempunyai profil seperti segi tiga sama kaki dengan sudut puncak 55°. Benang paip juga boleh berbentuk silinder atau kon.
. benang inci tirus mempunyai profil dalam bentuk segi tiga sama sisi.
. benang bulat mempunyai profil dalam bentuk separuh bulatan.
. benang trapezoid mempunyai profil dalam bentuk trapezoid sama kaki dengan sudut 30° antara sisi.
. benang yang berterusan mempunyai profil trapezoid bukan sama sisi dengan sudut kecondongan sisi kerja 3° dan sisi tidak berfungsi 30°.
. benang segi empat tepat mempunyai profil dalam bentuk segi empat tepat. Benang tidak diseragamkan.
Benang bukan standard segi empat tepat Parameter benang Parameter utama benang ialah:
Rajah 3 - Diameter luar Padang benang(P) - jarak sepanjang garis selari dengan paksi benang antara titik tengah sisi serupa yang terdekat profil benang, terletak dalam satah paksi yang sama pada satu sisi paksi putaran (GOST 11708-82). Lejang benang(Ph) - pergerakan paksi relatif bahagian berulir setiap putaran (360°), sama dengan nP hasil, dengan n ialah bilangan permulaan benang. Untuk utas satu permulaan, pendahuluan adalah sama dengan padang. Benang yang dibentuk oleh pergerakan satu profil dipanggil permulaan tunggal; benang yang dibentuk oleh pergerakan dua, tiga atau lebih profil yang sama dipanggil multi-mula (dua-, tiga-mula, dll.). Dalam erti kata lain, bukan satu lingkaran dipotong serentak pada bolt dan nat, tetapi dua atau tiga. Benang berbilang mula sering digunakan dalam peralatan berketepatan tinggi, contohnya, dalam peralatan fotografi, untuk meletakkan kedudukan bahagian yang jelas semasa putaran bersama. Benang sedemikian boleh dibezakan daripada benang konvensional dengan dua atau tiga pusingan permulaan pada penghujungnya.
Rajah 4 - Kematangan benang dan kemajuan benang Benang dicirikan oleh tiga diameter: d luar (D), d1 dalaman (D1) dan d2 tengah (D2). Diameter benang luar menandakan d, d1 dan d2, dan benang dalaman dalam lubang - D, D1 dan D2.
Rajah 5 - Diameter benang
Pembinaan permukaan heliks dalam lukisan itu adalah proses yang panjang dan kompleks, oleh itu, dalam lukisan produk, benang digambarkan secara bersyarat, mengikut GOST 2.311-68 Pada batang, benang digambarkan dengan garis utama pepejal di sepanjang diameter luar dan nipis pepejal garisan sepanjang diameter dalaman.
Rajah 6 - Contoh imej benang pada batang dan dalam lubang 4. Penetapan benang Penamaan benang biasanya termasuk penetapan surat jenis benang dan diameter nominal. Selain itu, penetapan mungkin termasuk pic benang (atau TPI - benang per inci), bilangan mula untuk benang berbilang mula, diameter lubang benang, arah (kiri, kanan). Benang metrik- dengan nada dan parameter benang asas dalam milimeter. Digunakan secara meluas dengan diameter nominal dari 1 hingga 600 mm dan pic 0.25 hingga 6 mm. Benang metrik ialah benang pengikat utama. Ini ialah utas satu permulaan, kebanyakannya tangan kanan, dengan nada besar atau kecil. Penetapan benang metrik termasuk huruf M dan diameter nominal benang, dan pic besar tidak ditunjukkan: M5; M56. Untuk benang nada halus, nyatakan juga padang benang M5×0.5; M56×2. Pada penghujungnya simbol benang sebelah kiri ditanda dengan huruf LH, contohnya: М5LH; M56×2 LH. Penamaan benang juga menunjukkan kelas ketepatan: M5-6g.
Contoh tatatanda: M 30 - benang metrik dengan diameter luar 30 mm dan padang benang yang besar; M 30×1.5 - benang metrik dengan diameter luar 30 mm, pic halus 1.5 mm. Walaupun benang metrik tidak ditemui aplikasi yang luas dalam sambungan tertutup, bagaimanapun, kemungkinan ini termasuk dalam piawaian. Ini adalah benang kon dan silinder metrik. Benang tirus metrik dilakukan dengan tirus 1:16 dan diameter nominal dari 6 hingga 60 mm mengikut GOST 25229-82 (ST SEV 304-76). Ia bertujuan untuk sambungan berulir kon kedap sendiri, serta untuk sambungan benang kon luaran dengan benang silinder dalaman yang mempunyai profil nominal mengikut GOST 9150-2002. Penetapan benang tirus metrik termasuk jenis benang (huruf MK), diameter nominal benang, dan pic benang. Di hujung simbol benang sebelah kiri, huruf LH diletakkan. Contoh tatatanda: MK 30×2 LH - benang kon metrik sebelah kiri dengan diameter luar 30 mm, pic benang 2 mm. Benang silinder metrik (dengan profil)berdasarkan benang metrik (M) dengan diameter nominal dari 1.6 hingga 200 mm dan sudut profil pada hujung 60°. Perbezaan utamanya ialah pada skru, yang mempunyai jejari akar yang meningkat pada benang (daripada 0.15011P kepada 0.180424P), yang memberikan sambungan berulir berdasarkan benang metrik silinder yang lebih tinggi sifat tahan haba dan keletihan. Benang silinder metrik ditetapkan oleh huruf MJ, diikuti dengan nilai berangka diameter benang nominal dalam milimeter, nilai berangka pic, julat toleransi diameter purata dan julat toleransi diameter tonjolan. Benang MJ dalaman serasi dengan benang M luaran jika diameter nominal dan pic sepadan, iaitu skru metrik biasa boleh diskrukan ke dalam nat dengan benang sedemikian. Contoh tatatanda: MJ6×1-4h6h - benang luaran pada permukaan aci dengan diameter nominal 6 mm, pic 1 mm, julat toleransi 4j untuk diameter purata dan julat toleransi 6j untuk diameter protrusi. Perbezaan antara benang inci daripada metrik kerana sudut di bahagian atas benang ialah 55 darjah untuk piawaian British BSW (Ww) dan BSF atau 60 darjah (seperti dalam metrik) dalam sistem Amerika(UNC dan UNF), dan padang benang dikira sebagai nisbah bilangan benang setiap inci panjang benang. Tidak mungkin untuk menggabungkan benang metrik dan inci, oleh itu di negara yang mempunyai sistem metrik Hanya benang paip inci digunakan. Untuk benang inci, semua parameter benang dinyatakan dalam inci (paling kerap ditunjukkan dengan lejang berganda yang diletakkan sejurus selepas nilai berangka, contohnya, 3 "= 3 inci), nada benang dalam pecahan inci (inci = 2.54 cm). Untuk benang paip inci, saiz dalam inci tidak menunjukkan saiz benang, tetapi kelegaan bersyarat dalam paip, manakala diameter luar sebenarnya lebih besar. Ciri khas benang paip adalah hakikat bahawa ia mengambil kira ketebalan dinding paip, yang boleh menjadi lebih tebal atau nipis bergantung pada bahan pembuatan dan tekanan operasi yang mana paip itu direka. Oleh itu, piawaian inci untuk benang paip difahami dan diterima di seluruh dunia sebagai pengecualian kepada peraturan metrik. Diameter benang inci bukan satu-satunya parameter yang penting apabila memilih paip. Ia perlu mengambil kira: kedalaman benang, padang benang, diameter luar dan dalam, sudut profil benang. Perlu diingat bahawa padang benang dalam kes ini dikira bukan dalam inci atau bahkan dalam milimeter, tetapi dalam benang. Benang merujuk kepada alur yang dipotong. Oleh itu, pengiraan adalah berdasarkan berapa banyak alur yang dipotong pada sekeping paip yang diukur satu inci. Sebagai contoh, paip air biasa hanya mempunyai dua jenis padang benang: 14 benang, yang sepadan dengan pic metrik 1.8 mm, dan 11 benang - pic metrik pada 2.31 mm. Jadual 2 menunjukkan perbezaan utama antara benang silinder "inci" dan "paip" berhubung dengan benang "metrik" untuk saiz yang paling biasa bagi benang di atas.
Benang bertanda *, jika boleh, tidak boleh digunakan. Sememangnya, piawaian unik untuk mengira diameter dan pic hanya menyebabkan kekeliruan dalam menentukan nilai yang diperlukan. Oleh itu, jadual telah dibangunkan untuk menentukan bilangan benang dan diameter paip dengan benang inci. Di samping itu, sebarang pembungkusan sentiasa menunjukkan maksud dan standardnya. Namun begitu, data adalah anggaran, dan anda tidak boleh mengecualikan kemungkinan ralat.
*Apabila menentukan saiz, keutamaan harus diberikan kepada nilai baris 1. Ia mempunyai profil dalam bentuk segi tiga sama kaki dengan sudut puncak 55°, puncak dan lembah dibulatkan (GOST 6357-81).
Simbol benang terdiri daripada huruf G, penetapan diameter benang nominal dalam inci, dan kelas ketepatan diameter purata. Untuk benang sebelah kiri, sebutan itu ditambah dengan huruf LH. Contoh tatatanda: G 1 1/2-A - benang paip silinder dengan saiz 1 1/2", kelas ketepatan A; 1/4-20 BSP - benang silinder paip Whitworth mengikut piawaian B. S.93 (England).
Penamaan benang terdiri daripada huruf R, saiz diameter nominal dalam inci. Penamaan Rc digunakan untuk benang dalaman kon paip. Simbol untuk benang kiri ditambah dengan huruf LH. Contoh tatatanda: Rс 1/2 - benang paip kon dalaman; BSPT 1 1/2 - benang paip kon dalaman mengikut piawaian B. S.93 (England). Dengan sudut profil 60°, GOST 6111-52 dipotong pada permukaan kon dengan tirus 1:16.
Penamaan terdiri daripada huruf K dan saiz benang dalam inci dengan petunjuk dimensi, digunakan pada rak garis perambut, seperti dengan benang paip. Contoh tatatanda: Berfungsi untuk menghantar pergerakan dan usaha. Profil benang trapezoid ialah trapezoid sama kaki dengan sudut antara sisi 30°. Untuk setiap diameter, benang boleh menjadi satu permulaan atau berbilang mula, tangan kanan atau kidal, mengikut GOST 9484-81. Dimensi utama, diameter, padang, toleransi benang permulaan tunggal diseragamkan mengikut GOST 24737-81, 24738-81, 9562-81. Untuk benang berbilang permulaan, parameter ini terdapat dalam GOST 24739-81. Simbol untuk benang permulaan tunggal terdiri daripada huruf Tr, nilai diameter benang nominal, pic dan julat toleransi. Contoh tatatanda: Tr 40×6-8e - benang luaran permulaan tunggal trapezoid dengan diameter 40 mm dengan pic 6 mm; Tr 40×6-8e-85 - panjang solekan sama 85 mm; Tr 40×6LH-7Н - sama untuk bahagian kiri dalam. Nilai berangka pukulan ditambahkan pada simbol benang berbilang mula: Tr 20×8(P4)-8e - benang luar berbilang mula trapezoid dengan diameter 20 mm dengan lejang 8 mm dan pic 4 mm. Ia mempunyai profil trapezium yang tidak sama rata. Lekukan profil dibulatkan dan terdapat tiga pic berbeza untuk setiap diameter. Berfungsi untuk menghantar gerakan dengan beban paksi yang besar mengikut GOST 10177-82. Benang tujahan ditetapkan oleh huruf S, kemudian ia menunjukkan diameter nominal benang dalam milimeter, padang benang (lead dan pitch jika benang ini berbilang mula), arah benang (untuk benang kanan mereka tidak ditunjukkan, untuk benang sebelah kiri ia ditunjukkan dengan huruf LH), dan kelas ketepatan benang. Contoh tatatanda: S 80×10 - benang tujahan permulaan tunggal dengan diameter luar 80 mm dan pic 10 mm; S 80×20(P10) - benang tujah dua mula dengan diameter luar 80 mm, lejang 20 mm dan pic 10 mm. Benang khas dengan profil standard, tetapi pic atau diameter bukan standard, menandakan: Sp M40×1.5 - 6g. Benang segi empat tepat (segi empat). Benang dengan profil bukan standard segi empat tepat (atau persegi), jadi semua dimensinya ditunjukkan dalam lukisan. Ia digunakan untuk menghantar pergerakan sambungan berulir bergerak dengan beban berat. Biasanya dilakukan pada skru berat dan plumbum. Ia mempunyai profil yang diperoleh dengan menggabungkan dua lengkok dengan jejari yang sama. GOST 13536- 68 mentakrifkan profil, dimensi asas dan toleransi benang bulat. Benang ini digunakan untuk gelendong injap pengadun dan pili tandas GOST 19681-94 dan pili air. Terdapat hanya satu diameter d = 7 mm dan pic P = 2.54 mm. Contoh tatatanda: Kr 7×2.54 GOST 13536-68, dengan 2.54 ialah pic benang dalam mm, 12 ialah diameter benang nominal dalam mm. Profil yang serupa mempunyai benang bulat (tetapi untuk diameter 8...200 mm) mengikut ST SEV 3293-81, berkuat kuasa secara langsung sebagai Standard negeri. Benang digunakan untuk cangkuk kren, serta dalam persekitaran yang terdedah kepada persekitaran yang agresif. Contoh tatatanda: Rd 16 - benang bulat dengan diameter luar 16 mm; Rd 16LH - benang bulat dengan diameter 16 mm, kiri. 5. Tujuan operasi benang dan penggunaannya Sambungan berulir digunakan secara meluas dalam kejuruteraan mekanikal (dalam kebanyakan kereta moden lebih 60% daripada semua bahagian mempunyai benang). Benang dikelaskan mengikut tujuan operasinya. kegunaan umum dan yang istimewa, direka untuk menyambung satu jenis bahagian mekanisme tertentu. Kumpulan pertama termasuk benang: 1.) Pengikat- metrik, inci, digunakan untuk sambungan boleh tanggal bahagian mesin. Tujuan utamanya adalah untuk memastikan sambungan bahagian yang lengkap dan boleh dipercayai di bawah pelbagai beban dan berbeza keadaan suhu semasa operasi jangka panjang. 2.) Peralatan larian atau kinematik - trapezoid dan segi empat tepat, digunakan untuk skru plumbum, skru sokongan mesin dan meja alat pengukur dsb. Tujuan utamanya adalah untuk memastikan pergerakan yang tepat dengan geseran yang paling sedikit, dan untuk benang segi empat tepat juga menghalang diri membuka skru di bawah pengaruh daya yang dikenakan; Tujah (dalam tekanan dan bicu) dan bulat, direka untuk menukar gerakan putaran kepada pergerakan linear. Mereka melihat kuasa yang hebat pada kelajuan yang agak rendah. Tujuan utamanya adalah untuk memastikan putaran lancar dan kapasiti beban tinggi (untuk instrumen mikrometrik ketepatan, benang metrik ketepatan tinggi digunakan). Benang bulat digunakan secara meluas untuk paip air mengikut GOST 20275-74 dan dalam elemen seperti pengadun, paip, injap, gelendong mengikut GOST 19681-94 (Kelengkapan air sanitari). 3.) Pengikat dan pengedap (Paip dan kelengkapan) - paip berbentuk silinder dan kon, inci metrik dan kon, digunakan untuk saluran paip dan kelengkapan, tujuan utamanya adalah untuk memastikan ketat sambungan (tanpa mengambil kira beban kejutan) pada tekanan rendah. Benang paip silinder mengikut GOST 6357-81 digunakan pada paip air dan gas, bahagian untuk menyambungkannya (gandingan, sudut, salib, dll.), kelengkapan saluran paip(injap, injap, dll.). Benang paip tirus mengikut GOST 6211-81 digunakan dalam sambungan paip pada tekanan dan suhu tinggi (dalam injap dan silinder gas) apabila peningkatan ketat sambungan diperlukan. Tersingkir ke kumpulan kedua, benang khasmempunyai tujuan khusus dan digunakan dalam industri khusus tertentu. Ini termasuk yang berikut: 1.) benang ketat metrik- benang dibuat pada batang (pada stud) dan dalam lubang (dalam soket) di sepanjang yang terbesar had saiz; direka untuk membentuk sambungan berulir dengan kesesuaian gangguan. 2.) benang metrik dengan kelegaan- benang diperlukan untuk memastikan penyambungan berulir mudah diskru dan ditanggalkan pada bahagian yang beroperasi suhu tinggi, apabila keadaan dicipta untuk tetapan (pencantuman) filem oksida yang menutup permukaan benang. 3.) benang jam (metrik)- benang yang digunakan dalam industri jam tangan (diameter dari 0.25 hingga 0.9 mm). 4.) benang untuk mikroskop- benang direka untuk menyambungkan tiub ke kanta; mempunyai dua saiz: 4.1) inci - diameter 4/5"" (20.270 mm) dan pic 0.705 mm (36 utas setiap 1""); 4.2) metrik - diameter 27 mm, pic 0.75 mm; 5) benang berbilang permulaan okular- disyorkan untuk instrumen optik; profil benang - trapezoid sama sisi dengan sudut 60°. Keperluan operasi untuk benang bergantung pada tujuan sambungan berulir. Biasa kepada semua benang adalah keperluan untuk ketahanan dan kebolehsekrupan tanpa melaraskan bahagian berulir buatan bebas sambil mengekalkan prestasi sambungan. Merumuskan secara ringkas benang utama yang digunakan mengikut tujuan operasinya, ia boleh dipaparkan dalam jadual berikut:
6. Penentuan saiz benang Sebagai peraturan, benang pada kelengkapan yang berbeza kelihatan serupa, yang menjadikannya sukar definisi visual jenis benang. Benang pada kelengkapan ditentukan dengan mengukur parameter utama dengan tolok benang dan caliper dan membandingkan hasil yang diperoleh dengan jadual benang.
Rajah 7 - Mengukur parameter benang Terdapat dua jenis tolok benang: dengan setem M 60o - untuk benang metrik dengan sudut profil 60° dan dengan setem D 55° - untuk inci dan benang paip dengan sudut profil 55°. Pada setiap sikat tolok benang untuk benang metrik terdapat nombor yang dicop menunjukkan padang benang dalam mm untuk inci dan benang paip - bilangan langkah melebihi panjang 25.4 mm (1" = 25.4 mm). 7.Kaedah memotong benang Kaedah utama untuk membuat benang ialah:
Pilihan kaedah pengeluaran benang bergantung pada jenis pengeluaran, dimensi benang, ketepatan bahan bahan kerja, dsb.
Rajah 8 — Alat belitan 1. Memotong benang dengan pemotong. Menggunakan pemotong benang dan sikat memotong-skru-memutar mesin memotong kedua-dua benang luaran dan dalaman (benang dalaman bermula dengan diameter 12 mm dan ke atas). Kaedah memotong benang dengan pemotong dicirikan oleh produktiviti yang agak rendah oleh itu, pada masa ini ia digunakan terutamanya dalam pengeluaran berskala kecil dan individu, serta dalam penciptaan skru ketepatan berkaliber skru plumbum, dll. Kelebihan kaedah ini; ialah kesederhanaan alat pemotong dan secara relatifnya ketepatan yang tinggi benang yang terhasil. 2. Memotong benang dengan die dan pili. Mati mengikut mereka sendiri ciri reka bentuk dibahagikan kepada bulat dan gelongsor. Mati bulat yang digunakan dalam perolehan pemasangan dan kerja lain direka untuk memotong benang luar dengan diameter sehingga 52 mm dalam satu laluan. Untuk benang yang lebih besar, cetakan dengan reka bentuk khas digunakan, yang sebenarnya hanya berfungsi untuk membersihkan benang selepas memotongnya dengan alat lain. Die gelongsor terdiri daripada dua bahagian yang secara beransur-ansur bergerak lebih rapat semasa proses pemotongan. Paip ialah batang keluli berulir dibahagikan dengan membentuk alur lurus membujur atau heliks memotong tepi. Alur yang sama ini berfungsi untuk melepaskan cip. Mengikut kaedah penggunaan, paip dibahagikan kepada manual dan mesin. 3. Menggulung benang. Kaedah perindustrian utama untuk menghasilkan benang pada masa ini adalah bergolek pada mesin rolling benang khas. Bahagian itu diapit dalam naib. Dalam kes ini, dengan produktiviti yang tinggi, adalah mungkin untuk mendapatkan Kualiti tinggi produk (bentuk, saiz dan kekasaran permukaan). Proses penggulungan benang melibatkan mencipta benang pada permukaan bahagian tanpa mengeluarkan serpihan akibat ubah bentuk plastik permukaan bahan kerja. Secara skematik ia kelihatan seperti ini. Bahagian itu digulung di antara dua acuan rata atau penggelek silinder yang mempunyai profil berulir dan benang profil yang sama disemperit ke batang. Diameter terbesar benang yang digulung ialah 25 mm, yang terkecil ialah 1 mm; panjang benang yang digulung 60...80 mm. 4. Pengilangan benang. Pengilangan benang luaran dan dalaman dijalankan pada mesin pengilangan benang khas. Dalam kes ini, pemotong sikat berputar, apabila diberi makan secara jejari, memotong ke dalam badan bahagian dan mengisar benang pada permukaannya. Secara berkala, pergerakan paksi bahagian atau pemotong daripada mesin penyalin khas berlaku dengan jumlah yang sama dengan padang benang semasa satu pusingan bahagian tersebut. 5. Mengisar benang ketepatan. Pengisaran sebagai kaedah mencipta benang digunakan terutamanya untuk mendapatkan benang yang tepat pada bahagian berulir yang agak pendek, seperti palam berulir, tolok, penggelek benang, dll. Intipati prosesnya ialah roda pengisar terletak pada bahagian pada sudut kenaikan benang dengan putaran pantas dan dengan putaran perlahan serentak bahagian dengan suapan sepanjang paksi mengikut nilai padang benang dalam satu pusingan, ia memotong (mengisar) bahagian permukaan bahagian. Bergantung pada reka bentuk mesin dan beberapa faktor lain, benang dikisar dalam dua hingga empat atau lebih pas. 8.Jenis benang asing Beberapa piawaian yang layak dan dihormati digunakan di dunia dari negara seperti Great Britain (BS), Jerman (DIN), Perancis (NF), Jepun (JIS), Amerika Syarikat (UNC). Sebab utama perbezaan mereka adalah secara tradisional sistem yang berbeza langkah dan kaedah untuk menentukan saiz benang dalam negara berbeza serta aplikasi khas untuk benang. Walau bagaimanapun, sepanjang abad yang lalu, standard metrik ISO - Organisasi Antarabangsa untuk Standardisasi (Organisasi Antarabangsa untuk Standardisasi) telah kukuh kedudukannya di dunia, yang seterusnya telah menyumbang kepada persefahaman bersama pakar teknikal. Jenis benang asing yang paling biasa termasuk:
Jadual ringkasan di atas menerangkan pematuhan lebih daripada dua puluh jenis benang (pelbagai minyak dan gas kejuruteraan am), dan merujuk kepada dokumen kawal selia dan teknikal, dalam dan luar negara, yang mengawal selia kawasan ini.
Oleh kerana Jadual 8 di atas hanya memberikan gambaran umum tentang kelimpahan jenis yang berbeza benang dan dokumen yang mengawalnya, dan jumlah data yang besar tidak membenarkan kami membandingkan sepenuhnya dan membezakan rangkaian standard domestik dan asing, mari kita pertimbangkan, sebagai contoh, pematuhan pelbagai jenis benang segi tiga, yang paling sering dijumpai dalam kejuruteraan mekanikal am.
OST NKTP 1260 "Benang inci dengan sudut profil 55 darjah" GOST 9484 – 81 Benang trapezoid mempunyai profil dengan sudut 30°. Padang benang diukur dalam milimeter. Benang trapezoid digunakan dalam unit mesin untuk menukar gerakan putaran kepada gerakan translasi, contohnya: skru plumbum mesin, skru kuasa tekan, skru angkat, dsb. Benang jenis ini boleh menahan beban yang ketara. Benang trapezoid ditunjukkan dengan huruf Tr- Bahasa Inggeris trapezoid:
d– diameter luar benang luar (skru) D– diameter luar benang dalam (nat) d 2– diameter purata benang luar D 2– diameter purata benang dalaman d 1– diameter dalaman benang luar D 1– diameter dalaman benang dalaman P– padang benang H– ketinggian segi tiga asal H 1 – ketinggian bekerja profil
Kefungsian pemacu banyak mesin, peralatan dan mekanisme adalah berdasarkan proses seperti transformasi gerakan putaran kepada gerakan translasi. Prinsip ini terpakai, sebagai contoh, pada pemacu mesin dan peralatan pengukur, sistem kawalan untuk pintu dan injap, meja pengimbasan, robot dan alatan mesin. Untuk menukar putaran satu bahagian dengan berkesan kepada pergerakan translasi bahagian lain, sepasang skru dan nat paling kerap digunakan. Gear sedemikian adalah produk yang mempunyai aplikasi binaan mesin umum, dan harus diperhatikan bahawa prestasi, kefungsian dan kebolehpercayaan peralatan sebahagian besarnya bergantung pada seberapa baik ia direka dan dihasilkan. komponen yang mana mereka. Disebabkan oleh hakikat bahawa penghantaran kacang skru telah meningkatkan kelancaran penglibatan, ia hampir senyap sepenuhnya semasa operasi. Reka bentuk mereka agak mudah, dan salah satunya kelebihan yang tidak diragukan lagi ialah penggunaannya membolehkan seseorang mencapai keuntungan yang besar dalam kekuatan. Pada umumnya, penghantaran kacang skru dari sudut pandangan teknikal tidak berbeza dengan sambungan berulir konvensional, bagaimanapun, kerana ia digunakan untuk menghantar pergerakan, ia dibuat sedemikian rupa sehingga daya geseran dalam benang adalah minimum. . Pada dasarnya, ini boleh dicapai dengan menggunakan benang segi empat tepat, tetapi ia juga mempunyai kelemahannya. Sebagai contoh, ia tidak boleh dipotong pada mesin benang standard, dan berbanding dengan benang trapezoid, ia mempunyai kekuatan yang jauh lebih rendah. Faktor-faktor ini membawa kepada fakta bahawa dalam penghantaran kacang skru, benang segi empat tepat digunakan agak jarang. Yang paling biasa di kalangan mereka benang trapezoid, mempunyai nada besar, sederhana dan halus, serta benang yang berterusan. Selalunya dalam gear kacang skru anda boleh temui benang trapezoid, mempunyai langkah purata. Ia digunakan, tetapi dengan langkah kecil, apabila perlu untuk memastikan pergerakan kecil, dan dengan langkah besar – apabila peranti dikendalikan dalam keadaan yang sukar. Di samping itu, disebabkan ciri profil, benang trapezoid boleh berjaya digunakan dalam mekanisme yang memerlukan pergerakan terbalik. Benang sedemikian boleh menjadi satu atau berbilang permulaan, tangan kanan atau kidal. Bahan yang digunakan dalam penghantaran kacang skruKeperluan utama untuk bahan-bahan yang digunakan dalam transmisi kacang skru ialah rintangan haus, kekuatan dan kebolehmesinan yang baik. Bagi skru yang tidak dikeraskan, ia diperbuat daripada keluli A50, St50 Dan St45, dan yang mengalami pengerasan diperbuat daripada keluli 40ХГ, 40X, U65, U10. Kacang biasanya diperbuat daripada gangsa BroOTsS-6-6-3 atau Brofyu-1. Profil dan saiz benang(GOST 9484-81)Piawaian ini digunakan untuk benang trapezoid dan menetapkan profil dan dimensi unsur-unsurnya. PROFIL UTAMA
Contoh simbol untuk benang permulaan tunggal trapezoid dengan diameter nominal 20 mm, pic 4 mm dan toleransi diameter purata 7e: Tg 20 x 4 -7e PROFIL NOMINAL
DIAMETER DAN LANGKAH
Diameter dan pic pilihan dinyatakan dalam GOST 24738-81. Nilai angka toleransi diameter dan padang - mengikut GOST 9562-81 DIAMETER DAN LANGKAH
Nota: Contoh simbol untuk benang berbilang mula trapezoid dengan diameter nominal 20 mm, nilai lejang 8 mm, pic 4 mm dan julat toleransi 8e: Tg 20-8 (P4) - 8e Sama, kiri: Tg 20-8 (P4) LH - 8е Panjang solekan, jika berbeza daripada panjang benang, ditunjukkan dalam milimeter pada penghujung penetapan benang, contohnya: Tg 20-8 (P4) LH - 8е - 180 Nilai berangka panjang solekan yang berkaitan dengan kumpulan N dan L adalah selaras dengan GOST 9562-81. Kesesuaian dalam sambungan berulir ditunjukkan oleh pecahan Tg 20-8 (P4) LH - 8Н/8е - 180 Nilai berangka toleransi diameter d dan D 1 - mengikut GOST 9562-81. Penggunaan benang trapezoid
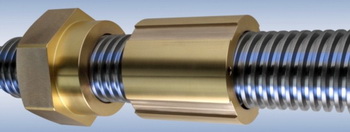
Benang trapezoid skru ialah benang larian yang mempunyai daya geseran yang agak tinggi; ia mengunci sendiri. Kelebihan untuk teknologi mengangkat ialah dalam kedudukan berehat ia tidak memerlukan penetapan tambahan. Benang trapezoid digunakan untuk menukar gerakan berputar kepada gerakan linear dan digunakan terutamanya untuk gerakan linear. Ia juga mendapati penggunaannya sebagai skru plumbum dalam mesin pelarik atau sebagai benang pemacu untuk menekan skru pada meja atau jambatan kenderaan. Contoh aplikasi untuk benang gelendong trapezoid: Pergerakan suapan pada alatan mesin (cth. skru pelarasan dan plumbum); Dokumen berkaitan: GOST 3469-91 - Mikroskop. Benang kanta. Dimensi |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

































| Baca: |
|---|
Popular:

Baru
- Petikan Puisi Wajah Musim Sejuk untuk Kanak-kanak
- Pelajaran bahasa Rusia "tanda lembut selepas kata nama mendesis"
- Pohon Pemurah (perumpamaan) Bagaimana untuk menghasilkan pengakhiran yang menggembirakan kepada kisah dongeng Pohon Pemurah
- Rancangan pengajaran tentang dunia di sekeliling kita mengenai topik "Bilakah musim panas akan tiba?
- Asia Timur: negara, penduduk, bahasa, agama, sejarah Menjadi penentang teori pseudoscientific membahagikan umat manusia kepada yang lebih rendah dan lebih tinggi, beliau membuktikan kebenaran
- Klasifikasi kategori kesesuaian untuk perkhidmatan tentera
- Maloklusi dan tentera Maloklusi tidak diterima ke dalam tentera
- Mengapa anda mengimpikan ibu yang mati hidup: tafsiran buku impian
- Apakah tanda zodiak orang yang dilahirkan di bawah bulan April?
- Mengapa anda bermimpi ribut di ombak laut?




