Rubriques du site
Le choix des éditeurs:
- Mouvement partisan pendant la guerre patriotique de 1812
- Staline nommé commandant en chef de l'armée soviétique
- L'ancien souverain. III. Le souverain et sa cour. Dioclétien : Quae fuerunt vitia, mores sunt - Ce qu'étaient les vices est maintenant entré dans les mœurs
- Réforme de l'ordre en Russie
- Guerre de guérilla : importance historique
- Anniversaire de la garde soviétique
- Sur la situation historique avant la bataille de Borodino
- Bureau secret de Chichkovski
- La signification du nom Yasmina dans l'histoire
- Pourquoi une excavatrice rêve-t-elle dans un rêve, un livre de rêves pour voir une excavatrice, qu'est-ce que cela signifie?
Publicité
| Manuel des dimensions exécutives pour filetages trapézoïdaux à gauche. Filetage trapézoïdal. Application de filetage trapézoïdal. Méthodes de filetage trapézoïdal |
|
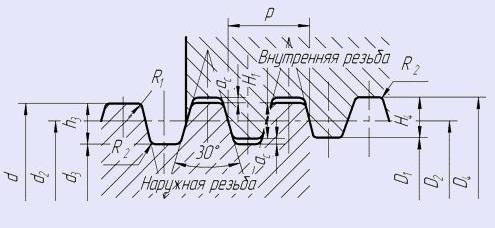
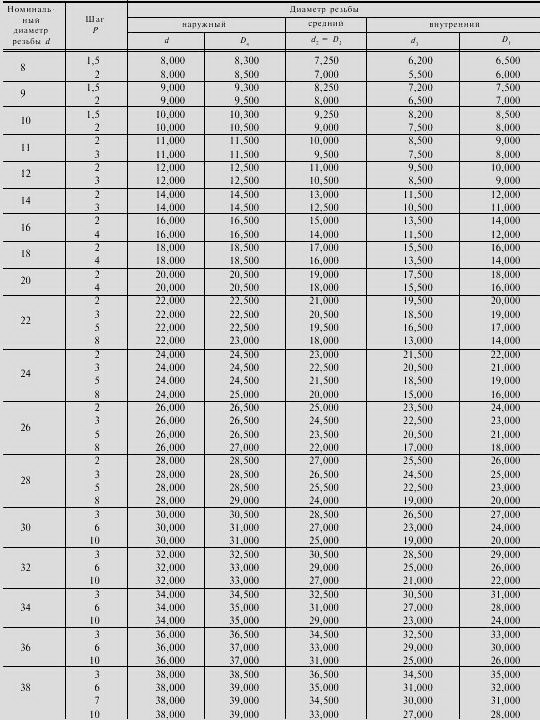
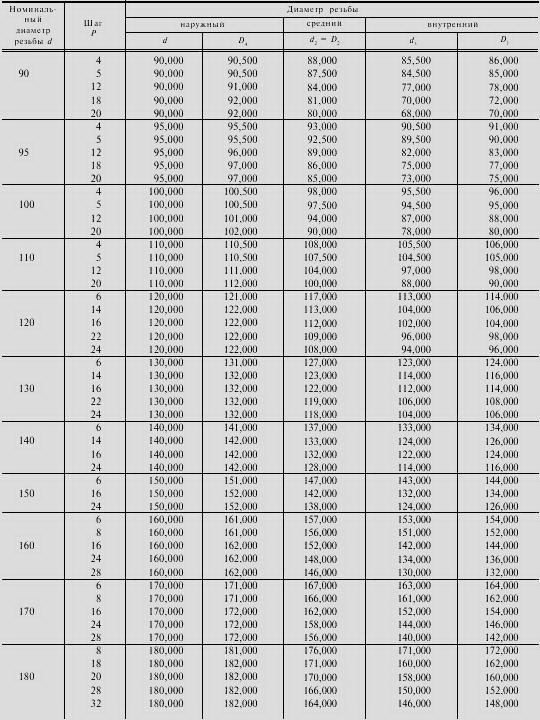
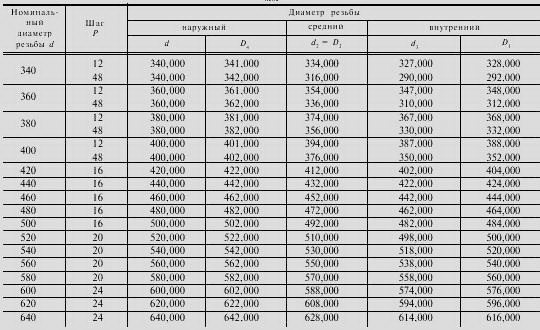
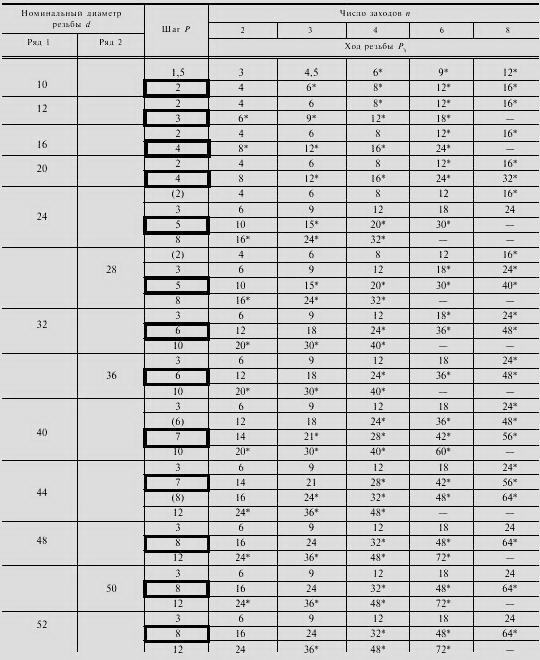
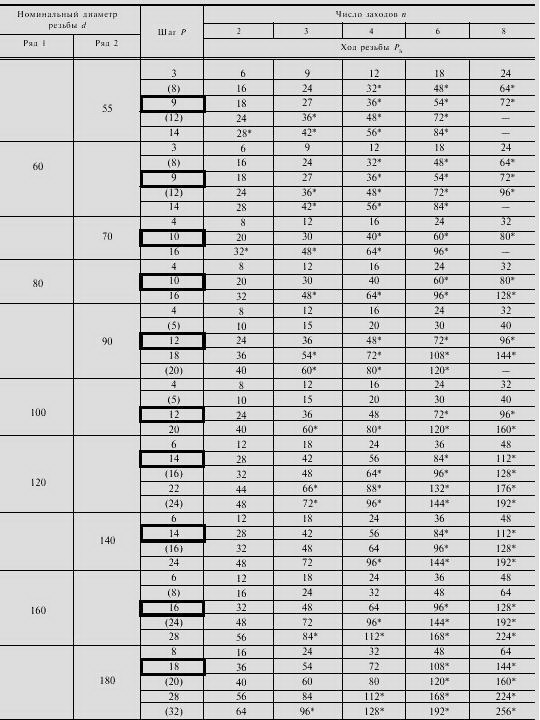
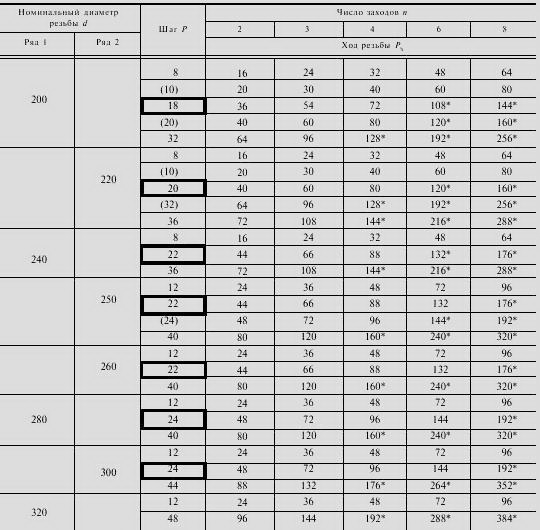
Le profil du filetage est un trapèze isocèle avec un angle de 30° entre les côtés (Figure 3, c). Le filetage trapézoïdal peut être simple et multiple, à droite et à gauche. Diamètres et pas d'un départ filetage trapézoïdal dans la gamme de diamètres de 12 à 50 mm sont donnés dans le tableau. 2. Les mêmes dimensions et nombre de départs pour les filetages à plusieurs départs sont indiqués dans le tableau. 3. Exemples de désignation de filetage : monofil trapézoïdal de diamètre nominal 36 mm et pas de 6 mm : TgZbhb; le même fil à gauche : Tg 36x6 LH ; trapézoïdale, à trois voies avec un diamètre nominal de 40 mm, un pas de 3 mm et une course de 9 mm : Tg 40 N.-É. 9 (RZ) Des exemples de désignations de filetage dans le dessin sont illustrés à la Fig. 5. à Tableau 2. Diamètres et pas d'un filetage trapézoïdal à simple filet selon GOST 24738 81, mm
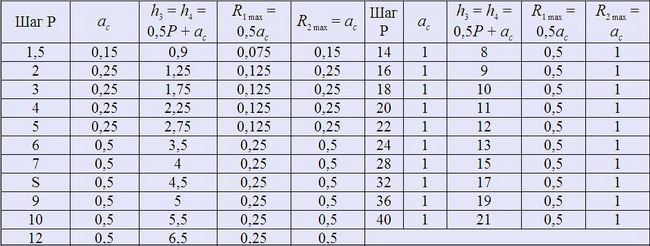
Noter: 1. Lors du choix d'un fil, la première ligne doit être préférée à la seconde ; 2. Les étapes préférées sont signalées par *. Tableau 3. Les principales dimensions du filetage trapézoïdal à plusieurs départs selon GOST 24739 81, mm
Remarque : Les filetages dont la course est entre parenthèses ont un angle d'attaque supérieur à 10°. Le fil est persistant. L'objectif principal du filetage est de transférer la charge axiale au moyen d'une vis dans une direction, par exemple dans des vérins, des presses, etc. Le profil du filetage est un trapèze inégal (Fig. 3, d). :> v Les diamètres et pas du filetage de poussée dans la gamme de diamètres de 16 à 42 mm sont indiqués dans le tableau. 4. Exemples de désignation de filetage : " poussée monobloc à droite d'un diamètre de 32 mm avec un pas de 6 mm : le même fil à gauche : S32x6LH. Sur le dessin, le filetage est indiqué comme indiqué sur la fig. 6. Riz. 6 Tableau 4. Diamètres et pas de filetage de poussée selon GOST 10177 82, mm.
Remarque ^. Lors du choix des diamètres de filetage, la première rangée doit être préférée à la seconde. Étapes à privilégier lors du développement de nouveaux designs. Filetage de tuyau cylindrique. Ce fil est utilisé dans connexions cylindriques tuyaux et raccords d'un filetage cylindrique interne avec un filetage conique externe. Le profil (Fig. 3, b) et les dimensions principales sont établis par GOST 6357 81. Les valeurs des dimensions principales du filetage du tuyau cylindrique sont données dans le tableau. 5. La désignation filetage de tuyau(Fig. 7, a, b) se compose de la lettre G et de la taille du fil en pouces, par exemple : Cette désignation est conditionnelle, car indique le diamètre non pas du filetage, mais du trou dans le tuyau (alésage nominal DNà une certaine épaisseur de paroi). Le diamètre extérieur du filetage du tuyau sera plus grand que celui indiqué sur le dessin. Par exemple, la notation G1 correspond à des filetages de tuyaux ayant diamètre extérieur d = 33,25 m pour les tuyaux d'un diamètre intérieur de 1 "(25,4 mm). Filetage droit de même diamètre (taille nominale DN) peut être réalisé sur des tuyaux de différentes épaisseurs de paroi et même sur une tige pleine. Riz. 7. Symboles pour les filetages cylindriques et coniques : a) filetages cylindriques G 1 1/2 ; b) filetage intérieur à gauche de même dimension ; c) filetage conique du tuyau externe ; d) chambre à air conique Tableau 5. Dimensions principales du filetage droit Les pièces des machines, des mécanismes, des dispositifs, ainsi que des appareils et des structures sont reliés les uns aux autres d'une manière ou d'une autre. Ces connexions remplissent des fonctions différentes et se divisent tout d'abord en deux types : mobiles et fixes. Connexion fixe - connexion de pièces, assurant l'invariabilité de leur position relative pendant le fonctionnement. Par exemple, des joints soudés, des connexions utilisant des attaches, etc. Une connexion mobile est une connexion dans laquelle les pièces ont la capacité de se déplacer les unes par rapport aux autres en état de fonctionnement. Par exemple, une connexion dentelée. Les articulations fixes et mobiles, à leur tour, sont subdivisées en amovibles et monoblocs, en fonction de la possibilité de démonter la connexion. La connexion monobloc est une connexion qui ne peut être déconnectée sans perturber la forme des pièces ou de leur élément de connexion. Par exemple, la connexion est soudée, brasée, rivetée, etc. Connexion détachable - une connexion qui peut être déconnectée et connectée à plusieurs reprises sans déformer ni les attaches connectées. Par exemple, une connexion filetée avec un boulon, une vis, une cale, une rainure de clavette, un engrenage, etc. Cet article est consacré à un aperçu des connexions filetées, une variété que vous rencontrez souvent dans la vie de tous les jours. Connexion filetée - connexion de pièces à l'aide d'un filetage. Tout le monde sait ce qu'est un fil, tout le monde l'a vu. Beaucoup savent aussi que les fils diffèrent les uns des autres, car ils ont des tailles différentes, pas et ainsi de suite. Cependant, peu de gens imaginent comment cela est réglementé, et aussi qu'il n'y a pas que le fil métrique qui nous est familier cylindrique, mais aussi beaucoup de ses autres types. 1. Le concept de filUn filetage est une surface formée par un mouvement hélicoïdal d'un contour plat le long d'un cylindre ou surface conique en d'autres termes, une spirale à pas constant se forme sur cette surface. Figure 1 - Fil Par objectif, les filetages sont divisés en fixation (dans une connexion fixe) et en cours d'exécution ou cinématique (dans une connexion mobile). Souvent, les filetages de fixation ont une deuxième fonction - sceller le joint fileté, assurer son étanchéité, de tels filetages sont appelés fixation et étanchéité. Il existe également des fils spéciaux qui ont rendez-vous spécial. Selon la forme de la surface sur laquelle le fil est coupé, il peut être cylindrique ou conique. Selon l'emplacement de la surface, le filetage peut être externe (coupe sur la tige) ou interne (coupe dans le trou). Selon la forme du profilé, il existe des filetages triangulaires, trapézoïdaux, rectangulaires, ronds et spéciaux. Le filetage triangulaire est subdivisé en filetage métrique, tuyau, pouce conique, filetage trapézoïdal - en filetage trapézoïdal, poussée, poussée renforcée. Selon la taille de la marche, on distingue les fils grands, petits et spéciaux. Par le nombre de démarrages, les threads sont divisés en un seul démarrage et en plusieurs démarrages. Dans le sens de l'hélice, on distingue un filetage à droite (le fil est coupé dans le sens des aiguilles d'une montre) et le filet à gauche (le fil est coupé dans le sens inverse des aiguilles d'une montre). Sur la figure 2, l'ensemble de la classification des threads est présenté sous la forme d'un schéma :
Figure 2 - Classification des fils En plus de la classification ci-dessus, tous les threads sont divisés en deux groupes : standard et non standard ; pour les threads standard, tous leurs paramètres sont déterminés par les GOST. Les principaux paramètres du fil sont déterminés par GOST 11708-82. Ce sont les fils dits standards. usage général... En dehors d'eux, il y a le concept de fil spécial. Les filetages spéciaux sont des filetages avec un profil standard mais différent de tailles standards diamètre ou pas, et filetages avec un profil non standard. Les filetages non standard - carrés et rectangulaires - sont fabriqués selon des dessins individuels, sur lesquels tous les paramètres de filetage sont spécifiés. (Pour plus de détails, voir la section 5. Objectif opérationnel du fil et son application). 3. Profils et paramètres du filLes profils de filetage se caractérisent par les caractéristiques suivantes : . filetage métrique a un profil en forme de triangle équilatéral avec un angle au sommet de 60°. Les saillies et les creux du fil sont émoussés (GOST 9150-2002). Les filetages métriques sont cylindriques et coniques.
. filetage de tuyau a un profil sous la forme triangle isocèle avec un angle au sommet de 55°. Les filetages de tuyaux peuvent également être cylindriques et coniques.
. filetage en pouces conique a un profil en forme de triangle équilatéral.
. fil rond a un profil semi-circulaire.
. filetage trapézoïdal a un profil en forme de trapèze isocèle avec un angle de 30° entre les côtés.
. fil de poussée a un profil de trapèze non isocèle avec un angle d'inclinaison du côté travaillant de 3° et du côté non travaillant - 30°.
. filetage rectangulaire a un profil rectangulaire. Le fil n'est pas standardisé.
Filetage rectangulaire non standard Paramètres de fil Les principaux paramètres de thread sont :
Figure 3 - Diamètre extérieur Pas de filetage(P) est la distance le long d'une ligne parallèle à l'axe du filetage entre les milieux du côté le plus proche du filetage du même nom, se trouvant dans le même plan axial d'un côté de l'axe de rotation (GOST 11708-82). Fil de plomb(Рh) - mouvement axial relatif de la partie filetée en un tour (360 °), égal au produit nР, où n est le nombre de départs de filetage. Avec un filetage simple, la course est égale au pas. Un fil formé par le mouvement d'un profil est appelé single-start, formé par le mouvement de deux, trois ou plusieurs profils identiques, il est appelé multi-start (deux, trois-start, etc.). En d'autres termes, pas une spirale n'est coupée à la fois sur le boulon et l'écrou, mais deux ou trois. Le filetage multiple est souvent utilisé dans les équipements de haute précision, par exemple dans les équipements photographiques, afin de positionner de manière unique la position des pièces pendant la rotation mutuelle. Un tel fil peut être distingué de l'habituel par deux ou trois débuts de tours à la fin.
Figure 4 - Pas de filetage et chemin de filetage Le filetage est caractérisé par trois diamètres : extérieur d (D), intérieur d1 (D1) et milieu d2 (D2). Diamètres filetage externe représentent d, d1 et d2, et filetage interne dans le trou - D, D1 et D2.
Figure 5 - Diamètres de filetage
Imeuble surface hélicoïdale dans le dessin - un processus long et complexe, par conséquent, dans les dessins des produits, le filetage est représenté de manière conditionnelle, conformément à GOST 2.311-68. Sur la tige, le filetage est représenté avec des lignes principales continues le long du diamètre extérieur et lignes fines continues le long du diamètre intérieur.
Figure 6 - Un exemple d'image d'un filetage sur une tige et dans un trou 4. Désignation du fil La désignation du filetage comprend généralement lettre de désignation type de filetage et diamètre nominal. De plus, la désignation peut contenir le pas de filetage (ou TPI - filets par pouce - le nombre de filets par pouce), le nombre de départs pour un filetage à plusieurs départs, le diamètre du trou pour le filetage, la direction (gauche, droit). Filetage métrique- avec des paramètres de pas et de filetage de base en millimètres. Il est largement utilisé avec un diamètre nominal de 1 à 600 mm et un pas de 0,25 à 6 mm. Le filetage métrique est le filetage principal de fixation. Ce filetage est à simple filet, principalement à droite, avec un pas grand ou petit. La désignation d'un filetage métrique comprend la lettre M et le diamètre nominal du filetage, et le pas grossier n'est pas indiqué : M5 ; M56. Pour les filetages avec un petit pas, indiquer en plus le pas de filetage M5 × 0,5 ; M56 × 2. À la fin symbole filetage à gauche mettre les lettres LH, par exemple : М5LH ; M56 × 2 LH. La désignation du filetage indique également la classe de précision : M5-6g.
Exemple de désignation : M 30 - filetage métrique avec un diamètre extérieur de 30 mm et un grand pas de filetage; M 30 × 1,5 - filetage métrique avec un diamètre extérieur de 30 mm, avec un pas fin de 1,5 mm. Bien que les fils métriques n'aient jamais été trouvés large application dans les joints étanches, mais cette possibilité est prévue dans les normes. Ce sont des filetages métriques coniques et cylindriques. Filetage conique métrique réalisée avec un cône de 1:16 et un diamètre nominal de 6 à 60 mm conformément à GOST 25229-82 (ST SEV 304-76). Il est destiné aux connexions filetées coniques auto-obturantes, ainsi qu'aux connexions d'un filetage conique externe avec un filetage cylindrique interne ayant un profil nominal conforme à GOST 9150-2002. La désignation d'un filetage conique métrique comprend le type de filetage (lettres MK), le diamètre nominal du filetage, le pas de filetage. Les lettres LH sont placées à la fin du symbole du fil à gauche. Exemple de désignation : MK 30 × 2 LН - filetage conique métrique à gauche avec un diamètre extérieur de 30 mm, pas de filetage de 2 mm. Filetage droit métrique (avec profil)basé sur des filetages métriques (M) avec un diamètre nominal de 1,6 à 200 mm et un angle de profil de 60 °. Sa principale différence réside dans la vis, qui a un rayon accru de la racine sur le filetage (de 0,15011P à 0,180424P), ce qui donne une connexion filetée basée sur un filetage métrique cylindrique des propriétés de résistance à la chaleur et de fatigue supérieures. Le filetage cylindrique métrique est désigné par les lettres MJ, suivies de la valeur numérique du diamètre nominal du filetage en millimètres, de la valeur numérique du pas, du champ de tolérance du diamètre moyen et du champ de tolérance du diamètre des protubérances. Un filetage MJ interne est compatible avec un filetage M externe si le diamètre nominal et le pas correspondent, c'est-à-dire qu'une vis métrique commune peut être vissée dans un écrou avec un tel filetage. Exemple de désignation : MJ6 × 1-4h6h - filetage extérieur sur la surface de l'arbre avec un diamètre nominal de 6 mm, un pas de 1 mm, un champ de tolérance de diamètre moyen de 4h et un champ de tolérance de diamètre de projection de 6h. Différences fil de pouce de la métrique en ce que l'angle au sommet du filetage est de 55 degrés pour les normes britanniques BSW (Ww) et BSF ou de 60 degrés (comme en métrique) en système américain(UNC et UNF), et le pas de filetage est calculé comme le rapport du nombre de filets par pouce de longueur de filetage. Il n'est donc pas possible de combiner des filetages métriques et en pouces, par conséquent, dans les pays avec système métrique seuls les filetages en pouces sont utilisés. Pour les filetages en pouces, tous les paramètres de filetage sont exprimés en pouces (le plus souvent indiqué par un double prime placé immédiatement après la valeur numérique, par exemple, 3" = 3 pouces), le pas de filetage en fractions de pouce (pouce = 2,54 cm). Pour les filetages de tuyaux en pouces, la taille en pouces ne signifie pas la taille du filetage, mais le jeu conditionnel dans le tuyau, alors que le diamètre extérieur est en réalité beaucoup plus grand. Une caractéristique des filetages de tuyaux est précisément le fait qu'ils prennent en compte l'épaisseur des parois des tuyaux, qui peuvent être plus ou moins épaisses, en fonction du matériau de fabrication et de la pression de service pour laquelle les tuyaux sont conçus. Par conséquent, la norme en pouces pour les filetages de tuyaux est comprise et acceptée dans le monde entier comme une exception aux règles métriques. Les diamètres de filetage en pouces ne sont pas le seul paramètre important lors du choix des tuyaux. Il est nécessaire de prendre en compte: la profondeur du filetage, le pas du filetage, le diamètre extérieur et intérieur, l'angle du profil du filetage. Il convient de noter que le pas de filetage dans ce cas n'est pas calculé en pouces ni même en millimètres, mais en filetages. Un fil est une rainure coupée. Par conséquent, le calcul est basé sur le nombre de rainures découpées dans une section de tuyau mesurée d'un pouce. Par exemple, les conduites d'eau ordinaires n'ont que deux types de pas de filetage : 14 filets, ce qui correspond à un pas métrique de 1,8 mm, et 11 filets - un pas métrique de 2,31 mm. Le tableau 2 montre les principales différences entre les filetages cylindriques « pouces » et « tuyaux » par rapport aux filetages « métriques » pour les tailles les plus courantes des filetages ci-dessus.
Si possible, n'utilisez pas de fils marqués *. Naturellement, de telles normes particulières pour le calcul du diamètre et du pas ne font qu'ajouter à la confusion dans la détermination des valeurs requises. Par conséquent, des tableaux ont été élaborés pour déterminer le nombre de filetages et le diamètre des tuyaux en présence de filetages en pouces. De plus, tout emballage indique toujours sa valeur et sa norme. Mais tout de même, les données sont approximatives et il ne faut jamais exclure une éventuelle erreur.
* Lors de la détermination de la taille, la préférence doit être donnée aux valeurs de la ligne 1. Il a un profil en forme de triangle isocèle avec un angle au sommet de 55°, les sommets et les creux sont arrondis (GOST 6357-81).
Une légende de filetage se compose de la lettre G, d'une désignation pour le diamètre nominal du filetage en pouces et de la classe de précision pour le diamètre moyen. Pour les filetages à gauche, la désignation est complétée par les lettres LH. Exemple de désignation : G 1 1/2-A - filetage cylindrique de taille 1 1/2 ", classe de précision A; 1/4-20 BSP - Filetage parallèle Whitworth selon la norme B. S.93 (Angleterre).
La légende du fil se compose des lettres R, la taille du diamètre nominal en pouces. La désignation Rc est utilisée pour les filetages de tuyaux femelles coniques. Le symbole du filetage à gauche est complété par les lettres LH. Exemple de désignation : Rс 1/2 - filetage de tuyau conique femelle; BSPT 1 1/2 - Filetage femelle conique selon la norme B. S.93 (Angleterre). Avec un angle de profil de 60 °, GOST 6111-52 est coupé sur une surface conique avec une conicité de 1:16.
La désignation se compose de la lettre K et de la taille du filetage en pouces avec une indication de la dimension, elle est appliquée sur l'étagère de la ligne de repère, comme dans le cas des filetages de tuyaux. Exemple de désignation : Sert à transmettre le mouvement et l'effort. Le profil du fil trapézoïdal est un trapèze isocèle avec un angle entre les côtés de 30°. Pour chaque diamètre, le filetage peut être à démarrage simple et à démarrage multiple, à droite et à gauche GOST 9484-81. Les principales dimensions, diamètres, pas, tolérances de filetage à démarrage unique sont normalisés selon GOST 24737-81, 24738-81, 9562-81. Pour les threads à démarrages multiples, ces paramètres se trouvent dans GOST 24739-81. Le symbole d'un filetage simple se compose des lettres Tr, de la valeur du diamètre nominal du filetage, du pas, du champ de tolérance. Exemple de désignation : Tr 40 × 6-8e - filetage extérieur trapézoïdal à simple filet d'un diamètre de 40 mm avec un pas de 6 mm; Tr 40 × 6-8e-85 - la même longueur de montage 85 mm; Tr 40 × 6LH-7H - idem pour l'intérieur gauche. La valeur numérique de la piste est ajoutée à la légende du fil à démarrage multiple : Tr 20 × 8 (P4) -8e - filetage extérieur trapézoïdal à plusieurs départs d'un diamètre de 20 mm avec une course de 8 mm et un pas de 4 mm. A un profil trapézoïdal irrégulier. Les vallées du profil sont arrondies et il existe trois pas différents pour chaque diamètre. Sert à transmettre le mouvement avec de grandes charges axiales GOST 10177-82. Les filetages de butée sont désignés par les lettres S, puis indiquent le diamètre nominal du filetage en millimètres, le pas de filetage (pas et pas, si ce filetage est à plusieurs départs), le sens du filetage (pour les filetages à droite, ne pas indiquer, pour les filetages à gauche -filetages manuels, LH) et classe de précision du filetage. Exemple de désignation : S 80 × 10 - filetage de poussée à simple filet avec un diamètre extérieur de 80 mm et un pas de 10 mm; S 80 × 20 (P10) - filetage à double filet avec un diamètre extérieur de 80 mm, une course de 20 mm et un pas de 10 mm. Fil spécial avec un profil standard, mais un pas ou un diamètre non standard, notez : Cn M40 × 1,5 - 6g. Fil rectangulaire (carré)... Filetage avec un profil non standard rectangulaire (ou carré), par conséquent, toutes ses dimensions sont indiquées sur le dessin. Il est utilisé pour transmettre le mouvement de connexions filetées mobiles fortement chargées. Habituellement effectué sur des vis de chargement et de plomb. A un profil obtenu en joignant deux arcs de même rayon. GOST 13536- 68 définit le profil, les dimensions de base et les tolérances des filetages ronds. Ce filetage est utilisé pour les tiges de vannes des mélangeurs et des robinets de toilette GOST 19681-94 et des robinets d'eau. Il n'y a qu'un diamètre d = 7 mm et un pas P = 2,54 mm. Exemple de désignation : Kr 7 × 2,54 GOST 13536-68, où 2,54 est le pas du filetage en mm, 12 est le diamètre nominal du filetage en mm. Un profil similaire a un filetage rond (mais pour des diamètres de 8 ... 200 mm) selon ST SEV 3293-81, qui a été mis en œuvre directement comme Norme d'état... Le fil est utilisé pour les crochets des grues, ainsi que dans les environnements agressifs. Exemple de désignation : Rd 16 - filetage rond d'un diamètre extérieur de 16 mm; Rd 16LH - filetage rond d'un diamètre de 16 mm, à gauche. 5. Objectif opérationnel du fil et son application Les connexions filetées sont très répandues en génie mécanique (dans la plupart des machines modernes plus de 60% de toutes les pièces ont des filetages). Par objectif opérationnel, les threads sont distingués usage général et spécial, conçu pour connecter un type de pièces d'un certain mécanisme. Le premier groupe comprend les threads : 1.) Attaches- métrique, en pouces, utilisé pour la connexion détachable de pièces de machine. Leur objectif principal est d'assurer une connexion complète et fiable des pièces sous diverses charges et sous diverses conditions de température pendant le fonctionnement à long terme. 2.) Train de roulement ou cinématique - trapézoïdal et rectangulaire, utilisé pour les vis mères, les vis de support de machine-outil et de table instruments de mesure etc. Leur but principal est d'assurer un mouvement précis avec le moins de frottement, et pour les filetages rectangulaires également d'exclure l'auto-dévissage sous l'action d'une force appliquée ; Poussée (dans les presses et vérins) et ronde, conçue pour convertir le mouvement rotatif en mouvement linéaire. Ils perçoivent de gros efforts à des vitesses relativement faibles. Leur objectif principal est d'assurer une rotation en douceur et une capacité de charge élevée (des filetages métriques de précision accrue sont utilisés pour les instruments micrométriques de précision). Le filetage rond est largement utilisé pour les robinets d'eau conformément à GOST 20275-74 et dans des éléments tels que mélangeurs, robinets, vannes, broches conformément à GOST 19681-94 (raccords de pliage d'eau techniques sanitaires). 3.) Fixation et étanchéité (tuyau et renfort) - tubulaire cylindrique et conique, pouce métrique et coniques, utilisés pour les canalisations et les raccords, leur objectif principal est d'assurer l'étanchéité des joints (sans tenir compte des charges de choc) aux basses pressions. Les filetages cylindriques conformes à GOST 6357-81 sont utilisés sur conduites d'eau et de gaz, des pièces pour leur raccordement (raccords, coudes, croix, etc.), raccords de canalisation(vannes, vannes, etc.). Les filetages de tuyaux coniques conformes à GOST 6211-81 sont utilisés dans les joints de tuyaux à hautes pressions et températures (dans les vannes et les bouteilles de gaz), lorsqu'une étanchéité accrue de la connexion est requise. Référé au deuxième groupe, fil spéciala un but particulier et est utilisé dans certaines industries spécialisées. Il s'agit notamment des éléments suivants : 1.) filetage serré métrique- filetage réalisé sur la tige (sur l'épingle) et dans le trou (dans la douille) pour le plus grand tailles limites; est destiné à la formation de connexions filetées avec un ajustement serré. 2.) filetages à jeu métrique- le filetage nécessaire pour assurer un montage et un desserrage aisés des raccords filetés des pièces fonctionnant sous hautes températures lorsque les conditions sont créées pour la prise (épissage) des films d'oxyde, qui recouvrent la surface du fil. 3.) fil de montre (métrique)- fil utilisé dans l'industrie horlogère (diamètres de 0,25 à 0,9 mm). 4.) fil pour microscopes- filetage destiné à relier le tube à la lentille ; a deux tailles: 4,1 pouces - diamètre 4/5 "" (20,270 mm) et pas 0,705 mm (36 filets par 1 ""); 4.2) métrique - diamètre 27 mm, pas 0,75 mm; 5) filetage oculaire multi-start- recommandé pour les appareils optiques ; profil de filetage - trapèze isocèle avec un angle de 60 °. Les exigences de performances pour les threads dépendent de l'objectif de la connexion filetée. Les exigences communes à tous les filetages sont la durabilité et la constitution sans ajustement de pièces filetées fabriquées indépendamment tout en maintenant les performances des connexions. Résumant brièvement les principaux threads utilisés à des fins opérationnelles, vous pouvez en déduire sous la forme du tableau suivant :
6. Détermination de la taille du fil En règle générale, les filetages des différents raccords se ressemblent, ce qui rend difficile définition visuelle type de fil. Le filetage des raccords est déterminé en mesurant les principaux paramètres avec une jauge de filetage et des pieds à coulisse et en comparant les résultats obtenus avec le tableau des filetages.
Figure 7 - Mesure des paramètres de filetage Il existe deux types de calibres de filetage : avec le poinçon M 60o - pour filetages métriques avec un angle de profil de 60 ° et avec un poinçon D 55° - pour les filetages en pouces et de tuyaux avec un angle de profil de 55°. Sur chaque collecteur d'une jauge de filetage pour filetages métriques, un numéro est estampé indiquant le pas de filetage en mm pour les filetages en pouces et de tuyaux - le nombre de pas sur une longueur de 25,4 mm (1 "= 25,4 mm). 7. Méthodes d'enfilage Les principales méthodes de fabrication des fils sont :
Le choix de la méthode de filetage dépend du type de production de filetage, de sa précision du matériau de la pièce, etc.
Figure 8 - Outil de filetage 1. Coupe d'un fil avec des incisives. À l'aide de coupe-fils et de peignes sur tour de décolletage sur les machines, les filetages externes et internes sont coupés (filetage interne à partir d'un diamètre de 12 mm et plus). La méthode de filetage avec des fraises se caractérise par une productivité relativement faible. Par conséquent, elle est actuellement utilisée principalement dans la production à petite échelle et individuelle, ainsi que dans la création de vis précises de calibres de vis-mère, etc. L'avantage de cette méthode est la simplicité de l'outil de coupe et relativement haute précision le fil résultant. 2. Coupe d'un fil avec des matrices et des tarauds. Dés par eux-mêmes caractéristiques de conception sont divisés en rond et coulissant. Les matrices rondes utilisées pour les ébauches d'assemblage et autres travaux sont conçues pour couper des filetages externes d'un diamètre allant jusqu'à 52 mm en une seule passe. Pour les filetages plus gros, des matrices de conception spéciale sont utilisées, qui ne servent en réalité qu'à nettoyer le filetage après une coupe préliminaire avec d'autres outils. Les matrices coulissantes se composent de deux moitiés convergeant progressivement pendant le processus de coupe. Le taraud est une tige d'acier avec un filetage divisé par des rainures longitudinales droites ou hélicoïdales formant arêtes de coupe... Les mêmes rainures servent à la sortie des copeaux. Selon la méthode d'application, les robinets sont divisés en manuel et machine. 3. Laminage du fil. La principale méthode industrielle de fabrication des fils à l'heure actuelle est le laminage sur des machines spéciales à rouler les fils. La pièce est serrée dans un étau. Dans ce cas, à haute productivité, l'obtention Haute qualité produits (formes, dimensions et rugosité de surface). Le procédé de roulage de filetage consiste à créer un filetage à la surface d'une pièce sans enlever les copeaux dus à la déformation plastique de la surface de la pièce. Schématiquement, cela ressemble à ceci. La pièce est roulée entre deux filières plates ou rouleaux cylindriques à profil fileté et un fil de même profil est extrudé sur la tige. Le plus grand diamètre du fil roulé est de 25 mm, le plus petit est de 1 mm ; la longueur du fil roulé est de 60 ... 80 mm. 4. Fraisage de filets. Le fraisage des filetages externes et internes est effectué sur des fraiseuses à fileter spéciales. Dans ce cas, un coupe-peigne rotatif, à avance radiale, coupe le corps de la pièce et fraise le filetage sur sa surface. Périodiquement, il y a un mouvement axial de la pièce ou de la fraise à partir d'un copieur spécial d'une quantité égale au pas de filetage pendant un tour de la pièce. 5. Meulage de filetages précis. Le meulage en tant que méthode de création d'un filetage est principalement utilisé pour obtenir des filetages précis sur des pièces filetées relativement courtes, par exemple des bouchons filetés - jauges à rouleaux filetées, etc. L'essence du processus est que meule situé sur la pièce à un angle de montée du filetage lors d'une rotation rapide et avec une rotation lente simultanée de la pièce avec une avance le long de l'axe de la quantité du pas de filetage par tour, coupe (meule) une partie de la surface de la pièce. Selon la conception de la machine et un certain nombre d'autres facteurs, le fil est rectifié en deux à quatre passes ou plus. 8.Types de fils étrangers Plusieurs normes respectées bien méritées de pays tels que la Grande-Bretagne (BS), l'Allemagne (DIN), la France (NF), le Japon (JIS), les États-Unis (UNC) sont appliquées dans le monde. Les principales raisons de leurs différences sont traditionnellement différents systèmes mesures et méthodes de réglage des dimensions des filetages dans différents pays ainsi que des applications spéciales pour les fils. Cependant, au cours du siècle dernier, la norme métrique ISO, l'Organisation internationale de normalisation, a fortement établi sa position dans le monde, ce qui à son tour a contribué à la compréhension mutuelle des spécialistes techniques. Les types de fils étrangers les plus courants sont :
Le tableau récapitulatif ci-dessus décrit la correspondance de plus d'une vingtaine de types de fils (assortiments pétroliers et gaziers de la construction mécanique générale), et renvoie aux documents réglementaires et techniques, nationaux et étrangers, réglementant ce domaine.
Puisque le tableau 8 ci-dessus ne donne qu'une idée générale de l'abondance différentes sortes les fils et les documents les réglementant et la grande quantité de données ne permet pas de comparer et de comparer pleinement les fils des normes nationales et étrangères, considérer, par exemple, la conformité différents types filetage triangulaire que l'on retrouve le plus souvent en mécanique générale.
OST NKTP 1260 "Filetage en pouces avec un angle de profil de 55 degrés" GOST 9484 - 81 Filetage trapézoïdal a un profil à 30°. Pas de filetage mesuré en millimètres. Filetage trapézoïdal il est utilisé dans les unités de mécanismes de conversion du mouvement de rotation en mouvement de translation, par exemple : vis mères de machines-outils, vis de puissance de presses, vis de levage, etc. Les filetages de ce type peuvent supporter des charges importantes. Filetage trapézoïdal désigné par des lettres Tr- Anglais. trapézoïdal :
ré- diamètre extérieur du filetage extérieur (vis) ré- diamètre extérieur du filetage intérieur (écrou) d2- le diamètre moyen du filetage extérieur J 2- diamètre moyen du filetage intérieur d1- diamètre intérieur du filetage extérieur J1- diamètre intérieur d'un filetage intérieur P- pas de filetage H- la hauteur du triangle d'origine H1 – hauteur de travail profil
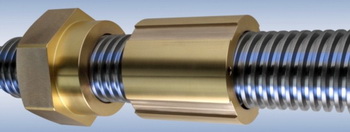
Le fonctionnement des entraînements de nombreuses machines, équipements et mécanismes est basé sur un processus tel que la transformation du mouvement de rotation en mouvement de translation. Ce principe est utilisé, par exemple, par des entraînements pour machines et équipements de mesure, vannes et vannes, tables de balayage, robots et machines-outils. Afin de convertir efficacement la rotation d'une certaine pièce en mouvement de translation d'une autre pièce, un couple vis-écrou est le plus souvent utilisé. De telles transmissions sont des produits qui ont des applications générales dans la construction de machines, et il convient de noter que les performances, la fonctionnalité et la fiabilité de cet équipement dépendent en grande partie de la qualité de leur conception et de leur fabrication. parties constitutives qu'ils sont. En raison du fait que les engrenages vis-écrou ont une douceur d'engagement accrue, ils sont presque complètement silencieux pendant le fonctionnement. Leur conception est relativement simple, et l'un des avantages incontestables est que leur utilisation permet des gains de force importants. D'une manière générale, une transmission vis-écrou n'est techniquement pas différente d'une connexion filetée conventionnelle, cependant, étant donné qu'elles sont utilisées pour transmettre le mouvement, elles sont réalisées de manière à ce que la force de frottement dans le filetage soit minimale. En principe, cela peut être réalisé en utilisant un filetage rectangulaire, mais cela a aussi ses inconvénients. Par exemple, il ne peut pas être coupé sur des machines à fileter standard et, par rapport aux filetages trapézoïdaux, il a une résistance beaucoup plus faible. Ces facteurs conduisent au fait que dans les engrenages à vis-écrou, les filetages rectangulaires sont rarement utilisés. Chez eux, le plus commun filetage trapézoïdal, ayant un pas grossier, moyen et fin, ainsi qu'un fil persistant. Le plus souvent dans les engrenages, on trouve une vis-écrou filetage trapézoïdal avec un pas moyen. Son même, mais avec un petit pas, est utilisé lorsqu'il est nécessaire de fournir un petit mouvement, et avec un grand pas - lorsque l'appareil est utilisé dans des conditions difficiles. De plus, en raison des caractéristiques du profil, filetage trapézoïdal peut être utilisé avec succès dans les mécanismes nécessitant un mouvement inverse. De tels filetages sont simples et multiples, à droite et à gauche. Matériaux utilisés dans la transmission vis - écrouLes principales exigences pour les matériaux utilisés dans les engrenages à vis-écrou sont la résistance à l'usure, la résistance et une bonne usinabilité. Quant aux vis qui ne sont pas trempées, elles sont en acier A50, St50 et St45, et ceux qui sont trempés - des aciers 40HG, 40X, U65, U10... Les écrous sont généralement en bronze BrOCS-6-6-3 ou BROFYU-1. Profils et tailles de filetage(GOST 9484-81)La norme s'applique aux filetages trapézoïdaux et fixe les profils et les dimensions de ses éléments. PROFIL PRINCIPAL
Un exemple de symbole pour un filetage trapézoïdal simple avec un diamètre nominal de 20 mm, un pas de 4 mm et un champ de tolérance d'un diamètre moyen de 7e : Tg 20 x 4 -7e PROFILS CLASSÉS
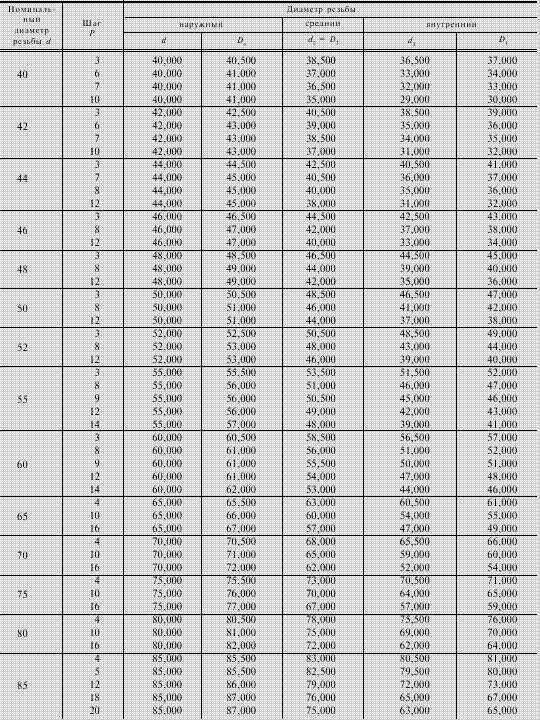
DIAMÈTRES ET ÉTAPES
Les diamètres et les pas préférés sont spécifiés dans GOST 24738-81. Valeurs numériques tolérances des diamètres et des pas - selon GOST 9562-81 DIAMÈTRES ET ÉTAPES
Remarques: Exemple de symbole pour un filetage trapézoïdal multifil avec un diamètre nominal de 20 mm, une course de 8 mm, un pas de 4 mm et un champ de tolérance de 8e : Tg 20-8 (P4) - 8e Le même, à gauche : Tg 20-8 (P4) LH - 8e La longueur de montage, si elle diffère de la longueur du fil, est indiquée en millimètres à la fin de la désignation du fil, par exemple : Tg 20-8 (P4) LH - 8e - 180 Les valeurs numériques des longueurs de maquillage liées aux groupes N et L sont conformes à GOST 9562-81. L'atterrissage dans une connexion filetée est indiqué par une fraction Tg 20-8 (P4) LH - 8Н / 8е - 180 Valeurs numériques des tolérances des diamètres d et D 1 - selon GOST 9562-81. Application de filetage trapézoïdal
Le filetage trapézoïdal est un filetage de plomb qui a une force de friction relativement élevée et est autobloquant. L'avantage de la technologie de levage - en position de repos ne nécessite pas de fixation supplémentaire. Le filetage trapézoïdal est utilisé pour convertir le mouvement rotatif en mouvement de translation et est principalement utilisé pour le mouvement rectiligne. Il trouve également son application comme vis-mère dans les tours ou comme filetage d'entraînement pour les presses à vis sur les tables ou les ponts de véhicules. Exemples d'application pour les filetages trapézoïdaux : Mouvement d'avance sur les machines-outils (par exemple, vis de réglage et vis mères) ; Documents connexes: GOST 3469-91 : Microscopes. Fil d'objectif. Dimensions (modifier) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

































Populaire:

Nouveau
- Surprise pour un être cher le jour de son anniversaire - idées des meilleures surprises pour un homme
- Une bonne nutrition pour les enfants atteints de gastrite - qu'est-ce qui est possible et qu'est-ce qui ne l'est pas ?
- Le sexe de l'enfant par battement de cœur - est-il possible de le savoir?
- Détermination du sexe de l'enfant par le rythme cardiaque
- Comment faire un régime pour un enfant atteint de gastrite: recommandations générales
- TOUT sur l'ostéochondrose: qu'est-ce que c'est, ses causes, ses symptômes, ses types, son traitement
- Quelle est la bonne façon de se comporter avec un mec pour qu'il tombe amoureux ?
- Bogatyrs de la terre russe - liste, histoire et faits intéressants
- Organisation des activités commerciales
- Héros russes « inconnus »




