Раздели на сайта
Избор на редакторите:
- Олег Гришченко почина внезапно
- Олег Гришченко почина внезапно
- Комерсант научи за ареста на ръководителя на ИТ компания, изпълняваща заповедта на Министерството на вътрешните работи Сергей Шилов при задържане на консултации
- Игор Артамонов: „Централната руска банка на Сбербанк премина през декемврийския тест за издръжливост Артамонов Игор Георгиевич Биография на Сбербанк
- Юрий Трутнев Личен живот на Юрий Трутнев
- Губернаторът на Сахалин Александър Хорошавин беше задържан по подозрение в приемане на подкуп Какво се случи с Хорошавин
- Как русокосият Андрей разби сърцето на FSO
- Партизанско движение по време на Отечествената война от 1812 г
- Сталин е назначен за главнокомандващ на съветската армия
- Древният суверен. III. Суверенът и неговият двор. Диоклециан: Quae fuerunt vitia, mores sunt - Това, което бяха пороци, сега влезе в нравите
Реклама
| Справочник за изпълнителни размери за леви трапецовидни резби. Трапецовидна резба. Нанасяне на трапецовидна резба. Методи за рязане на трапецовидна резба |
|
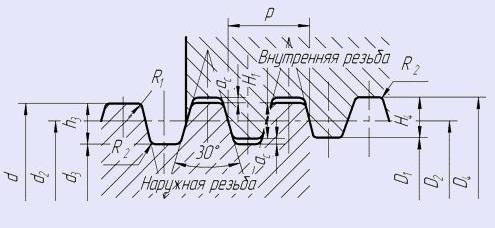
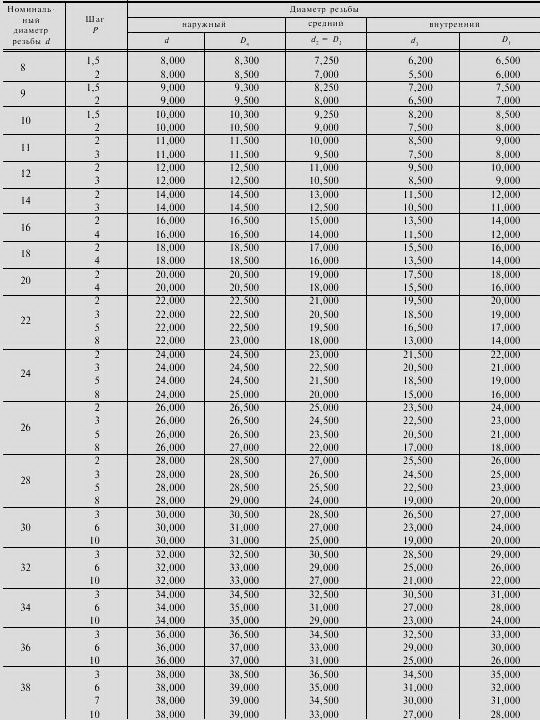
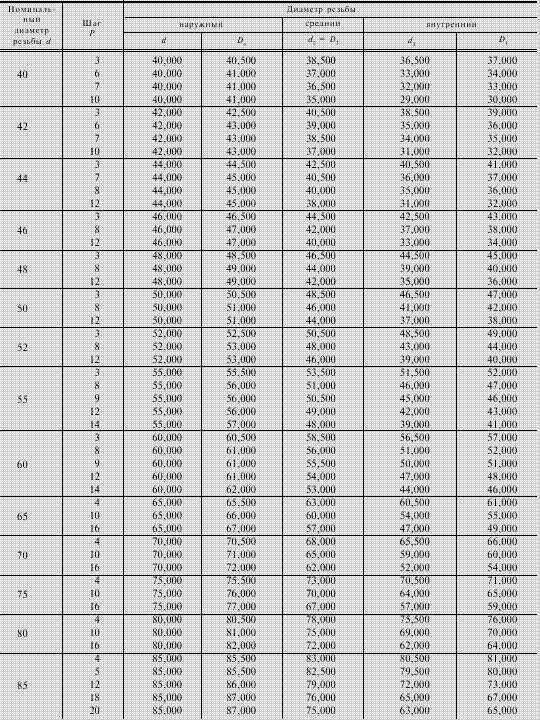
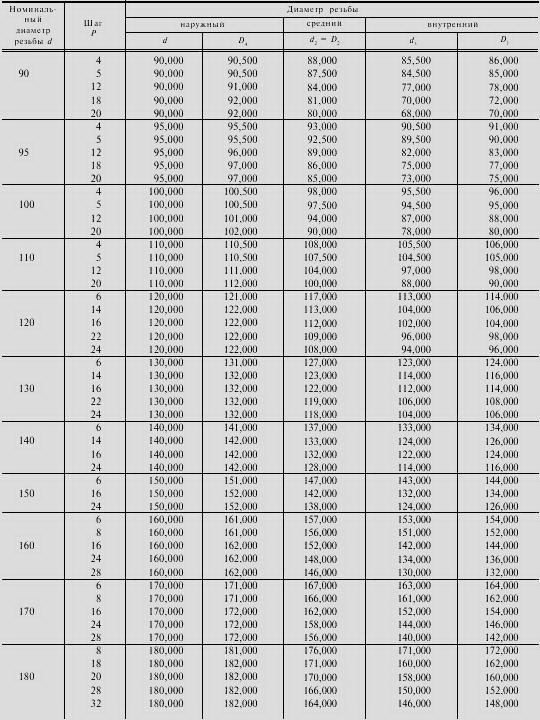
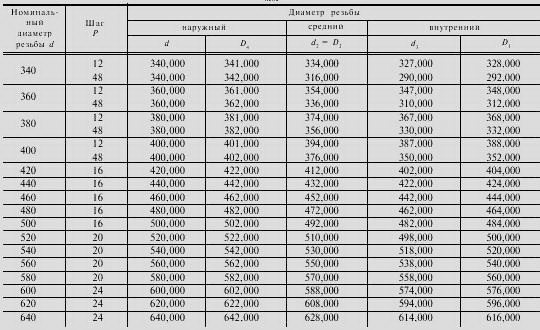
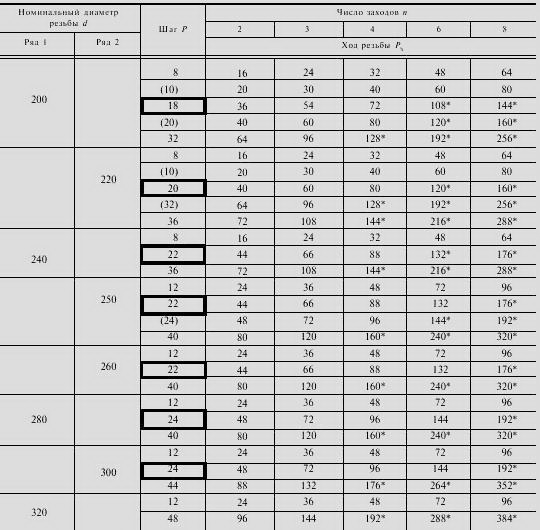
Профилът на резбата е равнобедрен трапец с ъгъл от 30 ° между страните (Фигура 3, в). Трапецовидна резба може да бъде едностартова и многостартова, дясна и лява. Диаметри и стъпки на едностартиране трапецовидна резбав диапазона от диаметри от 12 до 50 mm са дадени в табл. 2. Същите размери и брой стартирания за многостартови резби са дадени в табл. 3. Примери за обозначение на резбата: трапецовидна еднорезна с номинален диаметър 36 mm и стъпка 6 mm: TgZbhb; същата, лява резба: Tg 36x6 LH; трапецовиден, трипътен с номинален диаметър 40 mm, стъпка 3 mm и ход 9 mm: Tg 40 NS 9 (RZ) Примери за обозначения на резби на чертежа са показани на фиг. 5. в Таблица 2. Диаметри и стъпки на трапецовидна едностартова резба съгласно GOST 24738 81, mm
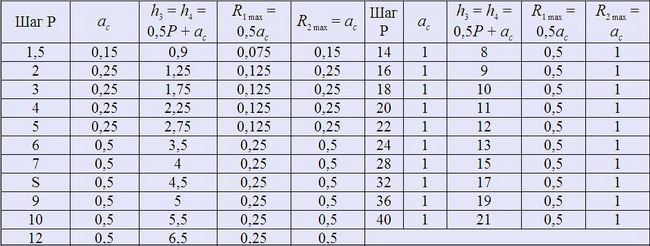
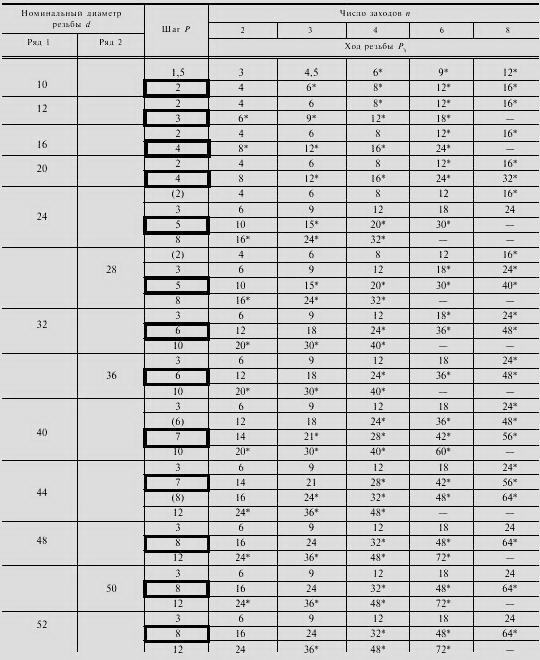
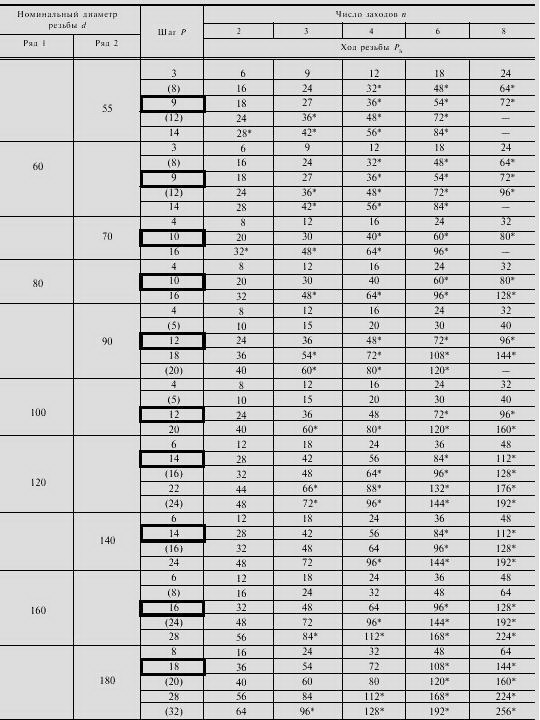
Забележка: 1. При избора на нишка първият ред трябва да се предпочита пред втория; 2. Предпочитаните стъпки са маркирани със *. Таблица 3. Основните размери на трапецовидна многостартова резба съгласно GOST 24739 81, mm
Забележка: Конците с ход в скоби имат ъгъл на преден ъгъл, по-голям от 10°. Нишката е постоянна. Основната цел на резбата е да прехвърля аксиално натоварване с помощта на винт в една посока, например в крикове, преси и др. Профилът на резбата е неравен трапец (фиг. 3, г). :> v Диаметрите и стъпките на упорната резба в диапазона на диаметрите от 16 до 42 mm са дадени в табл. 4. Примери за обозначение на нишката: " тяга едностартова дясна с диаметър 32 мм със стъпка 6 мм: същата, лява резба: S32x6LH.На чертежа нишката е обозначена, както е показано на фиг. 6. Ориз. 6 Таблица 4. Диаметри и стъпки на тяговата резба съгласно GOST 10177 82, mm.
Забележка ^. Когато избирате диаметри на резбата, първият ред трябва да бъде предпочитан пред втория. Стъпки, които трябва да бъдат предпочитани при разработването на нови дизайни. Цилиндрична тръбна резба. Тази нишка се използва в цилиндрични връзкитръби и връзки с вътрешна цилиндрична резба с външна конусна резба. Профилът (фиг. 3, б) и основните размери са определени от GOST 6357 81. Стойностите на основните размери на цилиндричната тръбна резба са дадени в табл. 5. Обозначаване тръбна резба(фиг. 7, а, б) се състои от буквата G и размера на конеца в инчове, например: Това обозначение е условно, тъй като показва диаметъра не на резбата, а на отвора в тръбата (номинален отвор DNпри определена дебелина на стената). Външният диаметър на тръбната резба ще бъде по-голям от посочения на чертежа. Например нотацията G1съответства на тръбни резби с външен диаметър d = 33,25 mза тръби с вътрешен диаметър 1 "(25,4 мм). Права тръбна резба със същия диаметър (номинален размер DN)може да се направи върху тръби с различна дебелина на стената и дори върху твърд прът. Ориз. 7. Символи за цилиндрична и конична тръбна резба: а) цилиндрична тръбна резба G 1 1/2; б) лява вътрешна резба със същия размер; в) външна тръбна заострена резба; г) вътрешна тръба конична Таблица 5. Основни размери на права тръбна резба Частите в машини, механизми, устройства, както и апарати и конструкции са свързани помежду си по някакъв начин. Тези връзки изпълняват различни функции и са разделени преди всичко на два вида: подвижни и неподвижни. Фиксирана връзка - свързване на части, осигуряващо неизменност на тяхното взаимно положение по време на работа. Например заварени съединения, връзки с помощта на крепежни елементи и др. Подвижната връзка е връзка, при която частите имат способността да се движат една спрямо друга в работно състояние. Например назъбена връзка. Фиксираните и подвижните съединения от своя страна се разделят на разглобяеми и едноделни, в зависимост от възможността за демонтаж на връзката. Еднокомпонентната връзка е връзка, която не може да бъде разединена, без да се наруши формата на частите или техния свързващ елемент. Например, връзката е заварена, споена, занита и т.н. Разглобяема връзка - връзка, която може да бъде многократно разкачена и свързана, без да се деформира нито свързаното, нито крепежните елементи. Например, резбова връзка с болт, винт, клин, шпонков канал, зъбно колело и др. Тази статия е посветена на преглед на резбовите връзки, разнообразие от които често срещате в ежедневието. Резбова връзка - свързващи части с помощта на резба. Всеки знае какво е конец, всеки го е виждал. Мнозина също знаят, че нишките се различават една от друга, тъй като имат различни размери, стъпка и така нататък. Не много хора обаче си представят как се регулира това, а също и че не е само познатата ни метрична нишка цилиндрична, но и много от другите му видове. 1. Концепцията за нишкаНишката е повърхност, образувана от спирално движение на плосък контур по цилиндричен или конична повърхностс други думи, спирала с постоянна стъпка, образувана върху тази повърхност. Фигура 1 - Конец По предназначение нишките се разделят на закрепващи (при неподвижна връзка) и работещи или кинематични (при подвижна връзка). Често закрепващите нишки имат втора функция - запечатване на резбовата връзка, осигуряване на нейната плътност, такива нишки се наричат закрепване и запечатване. Има и специални нишки, които имат специално назначение. В зависимост от формата на повърхността, върху която се нарязва резбата, тя може да бъде цилиндрична или заострена. В зависимост от местоположението на повърхността резбата може да бъде външна (нарязана върху пръта) или вътрешна (нарязана в отвора). В зависимост от формата на профила има триъгълни, трапецовидни, правоъгълни, кръгли и специални нишки. Триъгълната резба се подразделя на метрична, тръбна, заострена инчова, трапецовидна резба - на трапецовидна, упорна, тяга подсилена. Според размера на стъпката нишките се разграничават големи, малки и специални. По броя на стартиранията нишките са разделени на едностартови и многостартови. По посока на спиралата се разграничават дясна резба (конецът се нарязва по посока на часовниковата стрелка) и лява резба (конецът се нарязва обратно на часовниковата стрелка). На фигура 2 цялата класификация на нишките е представена под формата на диаграма:
Фигура 2 - Класификация на нишките В допълнение към горната класификация, всички нишки са разделени на две групи: стандартни и нестандартни; за стандартни нишки всички техни параметри се определят от GOST. Основните параметри на нишката се определят от GOST 11708-82. Това са така наречените стандартни нишки. с общо предназначение... Отделно от тях съществува концепцията за специална нишка. Специалните нишки са нишки със стандартен профил, но различни от стандартни размеридиаметър или стъпка, и резби с нестандартен профил. Нестандартните нишки - квадратни и правоъгълни - се изработват по индивидуални чертежи, на които са посочени всички параметри на резбата. (За повече подробности вижте раздел 5. Оперативна цел на конеца и неговото приложение). 3. Профили и параметри на резбатаПрофилите на нишките се характеризират със следните характеристики: . метрична резбаима профил под формата на равностранен триъгълник с ъгъл на върха 60 °. Издатините и вдлъбнатините на нишката са тъпи (GOST 9150-2002). Метричните резби са цилиндрични и заострени.
. тръбна резбаима профил във формата равнобедрен триъгълникс ъгъл на върха 55°. Тръбните резби също могат да бъдат цилиндрични и заострени.
. заострена инчова резбаима профил под формата на равностранен триъгълник.
. кръгла нишкаима полукръг профил.
. трапецовидна резбаима профил под формата на равнобедрен трапец с ъгъл от 30 ° между страните.
. тяга резбаима профил на неравнобедрен трапец с ъгъл на наклон на работната страна 3° и на неработната страна - 30°.
. правоъгълна нишкаима правоъгълен профил. Конецът не е стандартизиран.
Нестандартна правоъгълна резба Параметри на нишката Основните параметри на нишката са:
Фигура 3 - Външен диаметър Стъпка на резбата(P) е разстоянието по линия, успоредна на оста на резбата между средните точки на най-близките странични страни на едноименния профил на резбата, лежащи в същата аксиална равнина от едната страна на оста на въртене (GOST 11708-82) . Олово на конеца(Рh) - относително аксиално движение на резбовата част за един оборот (360 °), равно на произведението nР, където n е броят на започването на резбата. При резба с един старт ходът е равен на стъпката. Нишка, образувана от движението на един профил, се нарича едностартова, образувана от движението на два, три или повече еднакви профила, нарича се многостартова (дву-, тристартова и др.). С други думи, на болта и гайката не се реже едновременно една спирала, а две или три. Многократното нарязване често се използва във високопрецизно оборудване, например във фотографско оборудване, за да се позиционира уникално позицията на частите по време на взаимно въртене. Такава нишка може да се разграничи от обичайната по две или три начала на завои в края.
Фигура 4 - Стъпка на резбата и пътя на резбата Резбата се характеризира с три диаметъра: външен d (D), вътрешен d1 (D1) и среден d2 (D2). Диаметри външна резбаозначава d, d1 и d2, и вътрешна резбав дупката - D, D1 и D2.
Фигура 5 - Диаметри на резбата
Сграда спираловидна повърхноств чертежа - дълъг и сложен процес, следователно в чертежите на продуктите нишката е изобразена условно, в съответствие с GOST 2.311-68. На пръта нишката е изобразена с плътни основни линии по външния диаметър и плътни тънки линии по вътрешния диаметър.
Фигура 6 - Пример за изображение на резба върху прът и в отвор 4. Обозначение на резбата Обозначението на резбата обикновено включва буквено обозначениевид на резбата и номинален диаметър. Освен това обозначението може да съдържа стъпката на резбата (или TPI - нишки на инч - броя на нишките на инч), броя на стартиранията за многостартова резба, диаметъра на отвора за резбата, посоката (ляво, дясно). Метрична резба- със стъпка и основни параметри на резбата в милиметри. Широко се използва с номинален диаметър от 1 до 600 mm и стъпка от 0,25 до 6 mm. Метричната резба е основната закрепваща резба. Тази нишка е с едно начало, предимно дясна, с голяма или малка стъпка. Обозначението на метрична резба включва буквата M и номиналния диаметър на резбата, а грубата стъпка не е посочена: M5; M56. За резби с малка стъпка посочете допълнително стъпката на резбата M5 × 0,5; M56 × 2. Накрая символлявата резба поставете буквите LH, например: М5LH; M56 × 2 LH. Обозначението на резбата също така показва класа на точност: M5-6g.
Пример за обозначение: M 30 - метрична резба с външен диаметър 30 mm и голяма стъпка на резбата; M 30 × 1,5 - метрична резба с външен диаметър 30 mm, с фин стъпка 1,5 mm. Въпреки че метричните нишки никога не са открити широко приложениев уплътнени съединения, но тази възможност е заложена в стандартите. Това са метрични заострени и цилиндрични резби. Метрична заострена резбаизпълнен с конус 1:16 и номинален диаметър от 6 до 60 mm в съответствие с GOST 25229-82 (ST SEV 304-76). Предназначен е за самоуплътняващи се конусни резбови съединения, както и за връзки на външна конична резба с вътрешна цилиндрична резба с номинален профил в съответствие с GOST 9150-2002. Обозначаването на метрична заострена резба включва вида на резбата (букви MK), номиналния диаметър на резбата, стъпката на резбата. Буквите LH са поставени в края на символа на лявата резба. Пример за обозначение: MK 30 × 2 LН - лява метрична заострена резба с външен диаметър 30 mm, стъпка на резбата 2 mm. Метрична права резба (с профил)на базата на метрични резби (M) с номинален диаметър от 1,6 до 200 mm и профилен ъгъл 60 °. Основната му разлика е в винта, който има увеличен радиус на корена върху резбата (от 0,15011P до 0,180424P), което придава на резбова връзка на базата на цилиндрична метрична резба по-високи топлоустойчиви и уморителни свойства. Метричната цилиндрична резба се обозначава с буквите MJ, последвани от цифровата стойност на номиналния диаметър на резбата в милиметри, числовата стойност на стъпката, полето на толеранс на средния диаметър и полето на толеранс на диаметъра на издатините. Вътрешна MJ резба е съвместима с външна M резба, ако номиналният диаметър и стъпката съвпадат, т.е. общ метричен винт може да се завинти в гайка с такава резба. Пример за обозначение: MJ6 × 1-4h6h - външна резба на повърхността на вала с номинален диаметър 6 mm, стъпка 1 mm, средно поле на толеранс на диаметъра 4h и поле на толеранс на диаметъра на проекцията 6h. Разлики инчова резба от метрични, тъй като ъгълът в горната част на резбата е 55 градуса за британските стандарти BSW (Ww) и BSF или 60 градуса (както в метриката) в Американска система(UNC и UNF), а стъпката на резбата се изчислява като съотношение на броя нишки на инч дължина на резбата. Следователно не е възможно да се комбинират метрични и инчови резби в страни с метрична системасе използват само тръбни инчови резби. За инчовите резби всички параметри на резбата се изразяват в инчове (най-често се означават с двойно число, поставено непосредствено след числовата стойност, например 3 "= 3 инча), стъпката на резбата във фракции от инч (инч = 2,54 см). За инчови тръбни резби размерът в инчове не означава размера на резбата, а условния луфт в тръбата, докато външният диаметър всъщност е много по-голям. Характеристика на тръбните резби е именно фактът, че отчита дебелината на стените на тръбата, която може да бъде по-дебела или по-тънка, в зависимост от материала на производство и работното налягане, за което са проектирани тръбите. Следователно инчовият стандарт за тръбни резби се разбира и приема по целия свят като изключение от метричните правила. Диаметрите на инчовите резби не са единственият параметър, който е важен при избора на тръби. Необходимо е да се вземат предвид: дълбочина на резбата, стъпка на резбата, външен и вътрешен диаметър, ъгъл на профила на резбата. Струва си да се отбележи, че стъпката на резбата в този случай се изчислява не в инчове или дори в милиметри, а в нишки. Нишката е изрязан жлеб. Следователно изчислението се основава на това колко канали са изрязани в един инч измерен тръбен участък. Например, обикновените водопроводни тръби имат само два вида стъпка на резбата: 14 резби, което съответства на метрична стъпка от 1,8 mm, и 11 резби - метрична стъпка от 2,31 mm. Таблица 2 показва основните разлики между "инчовите" и "тръбните" цилиндрични резби по отношение на "метричните" резби за най-често срещаните размери на горните резби.
Ако е възможно, не използвайте нишки, маркирани с *. Естествено, такива особени стандарти за изчисляване на диаметъра и стъпката само добавят объркване при определянето на необходимите стойности. Поради това са разработени таблици за определяне на броя на резбите и диаметъра на тръбите при наличие на инчови резби. Освен това всяка опаковка винаги показва нейната стойност и стандарт. Но все пак данните са приблизителни и никога не трябва да изключвате възможна грешка.
* При определяне на размера трябва да се даде предпочитание на стойностите на ред 1. Той има профил под формата на равнобедрен триъгълник с ъгъл на върха 55 °, върховете и улеите са заоблени (GOST 6357-81).
Обозначението на резбата се състои от буквата G, обозначение за номиналния диаметър на резбата в инчове и класа на точност за средния диаметър. За левите резби обозначението се допълва с буквите LH. Пример за обозначение: G 1 1/2-A - цилиндрична тръбна резба с размер 1 1/2", клас на точност А; 1 / 4-20 BSP - резба за паралелна тръба Whitworth съгласно стандарт B. S.93 (Англия).
Обозначението на резбата се състои от буквите R, размерът на номиналния диаметър в инчове. Обозначението Rc се използва за заострени женски тръбни резби. Символът на лявата резба се допълва от буквите LH. Пример за обозначение: Rс 1/2 - женска конична тръбна резба; BSPT 1 1/2 - женска конична тръбна резба по стандарт B. S.93 (Англия). С ъгъл на профила 60 ° GOST 6111-52 се нарязва върху заострена повърхност с конус 1:16.
Обозначението се състои от буквата K и размера на резбата в инчове с посочване на размера, нанася се върху рафта на водещата линия, както в случая на тръбните резби. Пример за обозначение: Служи за предаване на движение и усилие. Профилът на трапецовидна резба е равнобедрен трапец с ъгъл между страните от 30 °. За всеки диаметър резбата може да бъде едностартова и многостартова, дясната и лявата GOST 9484-81. Основните размери, диаметри, стъпка, допуски на резба с едно начало са стандартизирани съгласно GOST 24737-81, 24738-81, 9562-81. За многостартови нишки тези параметри са в GOST 24739-81. Символът на резбата с един старт се състои от буквите Tr, стойността на номиналния диаметър на резбата, стъпката, полето на толеранс. Пример за обозначение: Tr 40 × 6-8e - трапецовидна едностартова външна резба с диаметър 40 mm с стъпка 6 mm; Tr 40 × 6-8e-85 - същата дължина на грима 85 mm; Tr 40 × 6LH-7H - същото за вътрешния ляв. Числовата стойност на повода се добавя към извикването на многостартовата нишка: Tr 20 × 8 (P4) -8e - трапецовидна многостартова външна резба с диаметър 20 mm с ход 8 mm и стъпка 4 mm. Има неравномерен трапецовиден профил. Профилните вдлъбнатини са заоблени и има три различни стъпки за всеки диаметър. Служи за предаване на движение с големи аксиални натоварвания GOST 10177-82. Опорните нишки се обозначават с буквите S, след което се посочват номиналният диаметър на резбата в милиметри, стъпката на резбата (водене и стъпка, ако тази резба е многостартова), посоката на резбата (за десни резби не посочвайте, за лява -ръчни резби, LH) и клас на точност на резбата. Пример за обозначение: S 80 × 10 - едностартова тягова резба с външен диаметър 80 mm и стъпка 10 mm; S 80 × 20 (P10) - двустартова тягова резба с външен диаметър 80 mm, ход 20 mm и стъпка 10 mm. Специална нишкасъс стандартен профил, но с нестандартна стъпка или диаметър, се обозначава: Cn M40 × 1,5 - 6g. Правоъгълна резба (квадратна)... Резба с правоъгълен (или квадратен) нестандартен профил, следователно всички негови размери са посочени на чертежа. Използва се за предаване на движението на силно натоварени подвижни резбови връзки. Обикновено се изпълнява върху товарни и водещи винтове. Има профил, получен чрез съединяване на две дъги с един и същ радиус. ГОСТ 13536- 68 определя профила, основните размери и допуските на кръглите резби. Тази резба се използва за клапанни шпиндели на смесители и тоалетни кранове GOST 19681-94 и кранове за вода. Има само един диаметър d = 7 mm и стъпка P = 2,54 mm. Пример за обозначение: Kr 7 × 2,54 GOST 13536-68, където 2,54 е стъпката на резбата в mm, 12 е номиналният диаметър на резбата в mm. Подобен профил има кръгла резба (но за диаметри от 8 ... 200 mm) съгласно ST SEV 3293-81, която е въведена в действие директно като Държавен стандарт... Конецът се използва за куките на кранове, както и в агресивни среди. Пример за обозначение: Rd 16 - кръгла резба с външен диаметър 16 mm; Rd 16LH - кръгла резба с диаметър 16 мм, лява. 5. Оперативно предназначение на нишката и нейното приложение Резбовите връзки са широко разпространени в машиностроенето (в повечето модерни машининад 60% от всички части имат резби). По оперативна цел се разграничават нишките обща употребаи специални, предназначени за свързване на един вид части от определен механизъм. Първата група включва нишки: 1.) Крепежни елементи- метрични, инчови, използвани за разглобяема връзка на машинни части. Основната им цел е да осигурят пълно и надеждно свързване на части при различни натоварвания и при различни температурни условияпри продължителна експлоатация. 2.) Ходова частили кинематичен - трапецовиднаи правоъгълен, използван за ходови винтове, машинни инструменти и винтове за опора за маса измервателни уредии др. Основното им предназначение е да осигурят точно движение с най-малко триене, а за правоъгълни резби също да изключат самоотвинтването под действието на приложена сила; Тяга (при преси и крикове) и кръгла, предназначена да преобразува въртеливото движение в линейно движение. Те усещат големи усилия при относително ниски скорости. Основната им цел е да осигурят плавно въртене и висока товароносимост (за прецизни микрометрични инструменти се използват метрични нишки с повишена точност). Кръглата резба се използва широко за кранове за вода в съответствие с GOST 20275-74 и в такива елементи като смесители, кранове, клапани, шпиндели в съответствие с GOST 19681-94 (Санитарни фитинги за сгъване на вода). 3.) Закрепване и уплътняване (тръба и армировка) - тръбна цилиндричнаи конична, метричен инчи конични, използвани за тръбопроводи и фитинги, основното им предназначение е да осигурят херметичността на фугите (без да се вземат предвид ударните натоварвания) при ниски налягания. Използват се цилиндрични тръбни резби в съответствие с GOST 6357-81 тръби за вода и газ, части за тяхното свързване (съединители, колена, кръстове и др.), тръбопроводни фитинги(затвори, клапани и др.). Конусните тръбни резби в съответствие с GOST 6211-81 се използват в тръбни съединения при високи налягания и температури (в клапани и газови бутилки), когато се изисква повишена плътност на връзката. Отнесен към втората група, специална нишкаима специално предназначение и се използва в определени специализирани индустрии. Те включват следното: 1.) метрична стегната резба- резба, направена на пръта (на фиби) и в отвора (в гнездото) за най-големия ограничени размери; е предназначен за оформяне на резбови връзки с намеса. 2.) метрични хлабини резби- резбата, необходима за осигуряване на лесно направяне и разхлабване на резбовите връзки на части, работещи под високи температурикогато се създават условия за закрепване (снаждане) на оксидни филми, които покриват повърхността на конеца. 3.) нишка за гледане (метрика)- резба, използвана в часовниковата индустрия (диаметър от 0,25 до 0,9 мм). 4.) резба за микроскопи- резба, предназначена за свързване на тръбата към лещата; има два размера: 4.1) инч - диаметър 4/5 "" (20,270 мм) и стъпка 0,705 мм (36 резби на 1 ""); 4.2) метрични - диаметър 27 mm, стъпка 0,75 mm; 5) очна многостартова резба- препоръчва се за оптични устройства; профил на резбата - равнобедрен трапец с ъгъл 60 °. Изискванията за производителност за резбите зависят от предназначението на резбовата връзка. Общи за всички резби са изискванията за издръжливост и направа без монтиране на самостоятелно произведени резбовани части при запазване на производителността на връзките. Накратко обобщавайки основните използвани нишки за оперативни цели, можете да изведете под формата на следната таблица:
6.Определяне на размера на резбата По правило нишките на различните фитинги изглеждат сходни, което затруднява визуална дефинициявид нишка. Резбата на фитингите се определя чрез измерване на основните параметри с габарит за резба и шублер и сравняване на получените резултати с таблицата с резбите.
Фигура 7 - Измерване на параметрите на резбата Има два вида габарити на резба: с щампа M 60o - за метрични нишкис профилен ъгъл 60° и с щампа D 55° - за инчови и тръбни резби с профилен ъгъл 55°. На всеки колектор на габарит на резба за метрични резби е отпечатано число, показващо стъпката на резбата в mm за инчови и тръбни резби - броят на стъпките на дължина 25,4 mm (1 "= 25,4 mm). 7.Методи на резбоване Основните методи за производство на нишки са:
Изборът на метод за нарязване на резба зависи от вида на производството на резба, неговата точност на материала на детайла и др.
Фигура 8 - Инструмент за резба 1. Нарязване на конец с резци. Използване на резбовани резби и гребени струг за нарязване на винтовена машини се нарязват както външни, така и вътрешни резби (вътрешна резба започва от диаметър 12 mm и повече). Методът на резбоване с фрези се характеризира с относително ниска производителност, поради което в момента се използва предимно в дребномащабно и индивидуално производство, както и при създаването на прецизни винтове с калибри на валцов винт и др. Предимството на това метод е простотата на режещия инструмент и относително висока точностполучената нишка. 2. Нарязване на резба с матрици и метчици. Заровете сами характеристики на дизайнасе делят на кръгли и плъзгащи се. Кръглите матрици, използвани за монтажни заготовки и други работи, са предназначени за нарязване на външни резби с диаметър до 52 mm с едно преминаване. За по-големи резби се използват специални дизайнерски матрици, които всъщност служат само за почистване на резбата след предварително нарязване с други инструменти. Плъзгащите матрици се състоят от две половини, които постепенно се сближават по време на процеса на рязане. Кранът е стоманен прът с резба, разделена от надлъжни прави или спираловидни канали, образуващи се режещи ръбове... Същите канали служат за изход на чипове. Според начина на приложение крановете се делят на ръчни и машинни. 3. Навиване на конци. Основният индустриален метод за производство на нишки в момента е валцуването на специални машини за валцоване на нишки. Частта е захваната в менгеме. В този случай, при висока производителност, получаване Високо качествопродукти (форми, размери и грапавост на повърхността). Процесът на валцуване на резба се състои в създаване на резба върху повърхността на детайла без отстраняване на стружки поради пластична деформация на повърхността на детайла. Схематично изглежда така. Детайлът се валцува между две плоски матрици или цилиндрични ролки с профил с резба и върху пръта се екструдира резба от същия профил. Най-големият диаметър на валцуваната нишка е 25 mm, най-малкият е 1 mm; дължината на валцуваната нишка е 60 ... 80 mm. 4. Фрезоване на резба. Фрезоването на външни и вътрешни резби се извършва на специални резбофрезни машини. В този случай въртящ се гребен с радиално подаване врязва в тялото на детайла и фрезова конеца върху повърхността му. Периодично има аксиално движение на детайла или фреза от специална копирна машина със стойност, равна на стъпката на резбата по време на един оборот на детайла. 5. Шлайфане на прецизни резби. Шлайфането като метод за създаване на резба се използва главно за получаване на точни резби на относително къси резбовани части, например резбовани тапи - ролкови габарити на резба и др. Същността на процеса е, че шлифовъчно колелоразположен към детайла под ъгъл на издигане на резбата по време на бързо въртене и при едновременно бавно въртене на детайла с подаване по оста по размер на стъпката на резбата на оборот, отрязва (шлайфа) част от повърхността на детайла. В зависимост от конструкцията на машината и редица други фактори, резбата се смила на два до четири или повече прохода. 8.Видове чужди нишки В света се прилагат няколко заслужено уважавани стандарта на такива страни като Великобритания (BS), Германия (DIN), Франция (NF), Япония (JIS), САЩ (UNC). Основните причини за техните различия са традиционно различни системимерки и методи за задаване на размерите на резбите в различни страникакто и специални приложения за нишки. Въпреки това, през миналия век метричният стандарт ISO, Международната организация по стандартизация, силно утвърди своята позиция в света, което от своя страна допринесе за взаимното разбиране на техническите специалисти. Най-често срещаните видове чужди нишки са:
Горната обобщена таблица описва съответствието на повече от двадесет вида нишки (общи машиностроителни нефтени и газови асортименти) и препраща към регулаторните и технически документи, местни и чуждестранни, регулиращи тази област.
Тъй като горната таблица 8 дава само обща представа за изобилието различен виднишките и документите, които ги регулират, както и голямото количество данни не позволяват пълно сравняване и сравняване на нишките на вътрешни и чуждестранни стандарти, помислете например за съответствието различни видоветриъгълна резба, която най-често се среща в общото машиностроене.
OST NKTP 1260 "Цчова резба с профилен ъгъл 55 градуса" ГОСТ 9484 - 81 Трапецовидна резбаима профил 30°. Стъпка на резбатаизмерено в милиметри. Трапецовидна резбаизползва се в възлите на механизмите за преобразуване на въртеливото движение в транслационно, например: ходови винтове на металорежещи машини, силови винтове на преси, повдигащи винтове и др. Конците от този тип могат да издържат на значителни натоварвания. Трапецовидна резбаобозначени с букви Tr- Английски. трапецовиден:
д- външен диаметър на външната резба (винт) д- външен диаметър на вътрешната резба (гайка) г 2- средният диаметър на външната резба D 2- среден диаметър на вътрешната резба г 1- вътрешен диаметър на външната резба D 1- вътрешен диаметър на вътрешна резба П- стъпка на резбата Х- височината на оригиналния триъгълник H 1 – работна височинапрофил
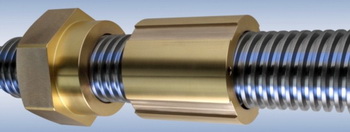
Работата на задвижванията на много машини, съоръжения и механизми се основава на такъв процес като трансформацията на въртеливото движение в транслационно движение. Този принцип се използва например от задвижвания за измервателни машини и оборудване, вентили и вентили, сканиращи маси, роботи и металорежещи машини. За да се преобразува ефективно въртенето на определена част в транслационно движение на друга част, най-често се използва двойка винт-гайка. Такива трансмисии са продукти, които имат общи приложения в машиностроенето и трябва да се отбележи, че производителността, функционалността и надеждността на това оборудване до голяма степен зависят от това колко добре са проектирани и произведени. съставни частикоито са те. Поради факта, че винтовите зъбни колела имат повишена гладкост на зацепване, те са почти напълно безшумни по време на работа. Техният дизайн е сравнително прост и един от несъмнени предимствае, че използването им позволява значителни печалби в силата. Най-общо казано, трансмисията с винт-гайка технически не се различава от конвенционалната резбова връзка, но тъй като те се използват за предаване на движение, те са направени по такъв начин, че силата на триене в резбата е минимална. По принцип това може да се постигне с помощта на правоъгълна нишка, но има и своите недостатъци. Например, не може да се реже на стандартни машини за нарязване на резба и в сравнение с трапецовидни резби има много по-ниска якост. Тези фактори водят до факта, че в зъбните колела с винтови гайки правоъгълните резби рядко се използват. В тях най-често срещаните трапецовидна резба, с груба, средна и фина стъпка, както и с устойчива резба. Най-често в зъбните колела може да се намери винт-гайка трапецовидна резбасъс средна стъпка. Същата му, но с малка стъпка, се използва, когато е необходимо да се осигури малко движение, а с голяма стъпка - когато устройството се експлоатира в трудни условия. Освен това, поради характеристиките на профила, трапецовидна резбаможе успешно да се използва в механизми, изискващи обратно движение. Такива нишки са единични и многостартови, десни и леви. Материали, използвани в трансмисионния винт - гайкаОсновните изисквания за тези материали, които се използват в зъбните колела, са износоустойчивост, здравина и добра обработваемост. Що се отнася до тези винтове, които не са закалени, те са направени от стомана A50, St50и St45, а тези, които са закалени - от стомани 40HG, 40X, U65, U10... Ядките обикновено се изработват от бронз BrOCS-6-6-3или БРОФЮ-1. Профили и размери на резбите(ГОСТ 9484-81)Стандартът се отнася за трапецовидни резби и определя профилите и размерите на неговите елементи. ОСНОВЕН ПРОФИЛ
Пример за символ за трапецовидна едностартова резба с номинален диаметър 20 mm, стъпка 4 mm и поле на толеранс със среден диаметър 7e: Tg 20 x 4 -7e ОЦЕНЯВАНИ ПРОФИЛИ
ДИАМЕТРИ И СТЪПКИ
Предпочитаните диаметри и стъпки са посочени в GOST 24738-81. Числови стойностидопуски на диаметри и стъпка - съгласно GOST 9562-81 ДИАМЕТРИ И СТЪПКИ
бележки: Пример за символ за трапецовидна многостартова резба с номинален диаметър 20 mm, ход 8 mm, стъпка 4 mm и поле на толеранс 8e: Tg 20-8 (P4) - 8e Същото, вляво: Tg 20-8 (P4) LH - 8e Дължината на направата, ако се различава от дължината на резбата, се посочва в милиметри в края на обозначението на конеца, например: Tg 20-8 (P4) LH - 8e - 180 Числовите стойности на дължините на грима, свързани с групите N и L, са в съответствие с GOST 9562-81. Кацането в резбова връзка е обозначено с дроб Tg 20-8 (P4) LH - 8Н / 8е - 180 Числени стойности на допуските на диаметрите d и D 1 - съгласно GOST 9562-81. Нанасяне на трапецовидна резба
Винтовата трапецовидна резба е оловна резба, която има относително висока сила на триене и е самозаключваща се. Предимството за технологията за повдигане - в положение на почивка не изисква допълнителна фиксация. Трапецовидна резба се използва за преобразуване на въртеливо движение в транслационно движение и се използва предимно за право движение. Също така намира приложение като водещ винт в стругове или като задвижваща резба за винтови преси на маси или мостове на превозни средства. Примери за приложение на трапецовидни резби на шпиндела: Движение на подаването на машинни инструменти (напр. регулиращи винтове и ходови винтове); Свързани документи: GOST 3469-91: Микроскопи. Конец на обектива. Размери (редактиране) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

































| Прочети: |
|---|
Популярен:
Значението на името Ясмина в историята
|
Нов
- Тълкуване на сънищата на мадам Хасе: тълкуване на сънища по числа
- Знакът на Белобог - Белбог: история, действие, кой подхожда
- Тълкуване на съня Багер. До какво сънува багер
- Гръмотевична буря - тълкуване на съня
- Какъв лек алкохол могат да пият бременните жени: последствията от пиенето на алкохол през първите месеци на бременността?
- Как да си направим диета за дете с гастрит: общи препоръки Остра или хронична форма
- Какво да направите, за да накарате гладиолите да цъфтят по-бързо
- Изненада за любим човек на рождения му ден - идеи за най-добрите изненади за човек
- Правилно хранене за деца с гастрит - какво е възможно и какво не?
- Полът на детето по сърдечен ритъм - възможно ли е да се разбере?




