Раздели на сайта
Избор на редактора:
- Как да разпространявате замазка за стени: препоръки на професионалисти
- Как да направите люлка от дърво и метал
- Мармоленова настилка Технология на полагане на мармолея
- Мармолеум - спецификации, технология на монтаж, снимка Подови настилки Marmoleum
- Направи си сам детска люлка в страната - истинска работа за любящ баща
- Направете сами градински мебели за лятна къща - снимка на успешни домашно приготвени продукти
- Цветно легло под дърво: избор на растения и процес на засаждане
- Как да смесите цимент за банята
- Сравнение на паркет и масивна дъска по характеристики
- Пропорции на компонентите за приготвяне на цименто-пясъчен разтвор
реклама
| Рязане на външни нишки с лер. Външна резба |
|
тема: Рязане на външни и вътрешни фиксиращи нишки. урок Цел: насърчаване на информираността за процеса; урок укрепване на уменията; възпитание и формиране на трудолюбие; Тип на урока: изучаване на нов материал. Методика: инструменти за резба; оборудване за резба; tV-6 машини; маси, плакати "Конци"; ПРОЦЕДУРА 1. Организационна част 15 мин 2. Представяне на нов материал 25 мин 3. Практическа част 40 мин 4. Обобщение на урока. 10 мин 1. Организационната част на урока. Добре дошли, студентска проверка. Проверете готовността за урока: спец. дрехи, инструменти. Повтарящ се покрит материал 2. Представяне на нов материал. За запознаване с обхвата на нишката в ежедневието, индустрията.
Инструмент за рязане на вътрешни нишки. Вътрешната нишка се нарязва с кран. Кранът е винт с резба от определен профил и надлъжни жлебове на чипа. В пресечните точки на каналите с нишките се образуват резбови гребени. Работата по рязане се извършва чрез рязане (всмукателна) част от крана, чиято височина на режещите зъби постепенно се увеличава. https://pandia.ru/text/80/219/images/image005_9.jpg "width \u003d" 366 "height \u003d" 261 "\u003e Почина. Матрицата има формата на кръгла гайка, нишката на която се нарязва от дупките, които оформят режещите ръбове и служат за излизане на чиповете. Умиранията са нерегламентирани и регулируеми. Нерегулираните щанци губят размера си след известно време поради износване. След това в матрицата - в жлеба Най-- тънко шлифовъчно колело отрязва джъмпер, след което диаметърът на матрицата може да бъде променен в рамките на 0,1-0,25 мм. В отрязания отвор на матрицата е направена конична всмукателна част, изпълняваща работата на резба. Калибриращата част направлява само матрицата и отстранява нишката. Ъгълът на конуса на всмукателната част е направен от 40 до 60 ° (средно 50 °). В случаите, когато матрицата трябва да пререже резбата до упора (например към главата на болта), ъгълът на конуса на всмукателната част се увеличава до 90. Диаметърът на секцията трябва да бъде малко по-малък от външния диаметър на резбата. Така че, с диаметър на основната метрична нишка от 6-10 мм, диаметърът на среза трябва да бъде по-малък от външния диаметър на резбата с 0,1-0,2 мм; с диаметър на резбата 11-18 мм - с 0,12-0,24 мм; с диаметър на резбата 20-30 мм - с 0,14-0,28 мм. Краят на отрязаната част на малка (2-3 мм) дължина трябва да се обработи в конус. Рязането на резба се извършва с помощта на ръчна намотка - фиксатор (фиг. 6) . Както в описания по-горе патрон, непрекъснатата матрица се полага в цилиндричен канал и се фиксира в нея с винтове 2, 4 и 5.винт 2 влиза в жлеба Най-(фиг. 5 ), налични в матрицата и винтовете 4 и 5 - в дупките Dи E.При закрепване на регулиращия винт 2 служи за увеличаване на размера му. винтове 1 и 3, влизане в дупки А и вматриците са компресирани и винтове 4 и 5 - закопчаване. За правилната работа на матрицата е необходимо тя да се приляга плътно към долната част на подкосяването в главата . След фиксиране на детайла, краят на частта се вкарва в резбовия отвор на матрицата, фиксиран в лебедката. Много е важно винтът и следователно матрицата да са разположени в равнина, перпендикулярна на оста на резбата. В противен случай профилът на нишката ще се обърне отстрани. Процедура на резба: След като инсталирате матрицата на частта (резба 2 - 3 оборота), проверете правилната инсталация, като използвате квадрат. Преди да започнете рязането, препоръчително е да смажете частта. Резбата трябва да се извършва резки, плавно. Всяко завъртане напред трябва да бъде придружено от полуобръщане в обратна посока за рязане на метални чипове. Резба на машината. https://pandia.ru/text/80/219/images/image008_11.jpg "width \u003d" 436 "height \u003d" 191 src \u003d "\u003e След фиксиране на детайла в патрона и стартиране на машината, краят на частта се вкарва в резбовия отвор на матрицата, фиксиран в лебедката. Много е важно винтът и следователно матрицата да са разположени в равнина, перпендикулярна на оста на резбата. В противен случай профилът на нишката ще се обърне настрани. За да направите това, копчето трябва да бъде инсталирано по следния начин, съгласно схемата, показана на фиг. 8 (б). Задната крайна повърхност на лебедката се затяга от крайната страна Задната крайна повърхност на лебедката се притиска от крайната страна на задната част на опашката или от края на държача, фиксиран в държача на инструмента. Една от дръжките на коляното се поддържа с ръка и се опира на горния плъзгач на шублера или на резачката (или ремъка), също фиксиран в държача на инструмента. Завъртане на маховика с другата ръка, преместете опашката или шублера, така че разрязаната част да се впише в отвора на резбата. След като поставите машината в движение, опората трябва да бъде преместена така, че нейната крайна страна да докосва яката по всяко време при рязане на матрицата. При рязане на конеца до упора (например до рамото) машината се изключва предварително и ръчно завъртане на шпиндела (например зад задвижващия ремък), докато всички нишки са нарязани. Използвайки тази матрица за първи път, трябва да отрежете няколко оборота на първата част, да навиете матрицата и да проверите дали нишката е задоволителна по отношение на грапавостта и размера. Ако в същото време се установи, че е необходимо разминаване на размерите на резбата, непрекъснатата матрица трябва да бъде заменена с друга и разделянето трябва да бъде съответно коригирано. Практическата част на урока. Пробна работа на учениците върху установения детайл. Студентите работят самостоятелно. резюмиране Анкета, публикувайки тема Почистване на стаите предизвикателство. (опишете 2-3 предмета с изучена тема.) При рязане на нишки с кранове и щанци (както ръчно, така и на металорежещи машини) или използване на специален механизиран инструмент, не само материалният слой се отстранява от повърхността на детайла, но и се получава пластичната деформация на външната част на обработваната повърхност. Тази деформация е придружена от екструзия на материала на детайла от кухината на резбата в нейните издатини. Това явление трябва да се вземе предвид при определяне на диаметъра на пръта или отвора за резба. Следователно размерите на прътите и дупките за резба е най-подходящо да се определи с помощта на таблици за преглед, в които тези размери са дадени, като се вземат предвид всички фактори, които възникват при рязане. На практика при рязане на нишки диаметърът на отвора се приема равен на номиналния диаметър на резбата, намален с нейния стъпка. Например при рязане на метрична резба M10 диаметърът на отвора трябва да е равен на 1,0 ... 1,5 mm, т.е. трябва да е 8,5 мм. При рязане на външни резби диаметърът на пръта трябва да бъде по-малък от номиналния диаметър на резбата с 0,1 ... 0,2 mm, в зависимост от размера му. При навиване на нишки диаметърът на пръта се избира въз основа на средния диаметър на резбата, който трябва да бъде посочен в задачата за обработка на нишката, или да се определи с помощта на специални таблици. За да се улесни поставянето на матрицата в горната част на вала, трябва да се направи фаска с ъгъл приблизително 60 °. Редактиране на обработка на външни и вътрешни резбови повърхности 1. Резбата трябва да се извърши при силно смазване на матрицата или да се намаже с машинно масло. 2. При нарязване на резба периодично отрязвайте получените чипове чрез обратен кран или умирайте 1/2 оборот. 3. След резба върху пръта или в отвора е необходимо да се контролира неговото качество: външна проверка - предотвратяване на пристъпи и скъсани конци; резбови габарит (или референтен болт, гайка) - проходът на габарита (болт, гайка) се завинтва на ръка, търкалянето в двойка болт-гайка не е позволено. Типични дефекти по време на резба, причини за появата им и методи за превенция
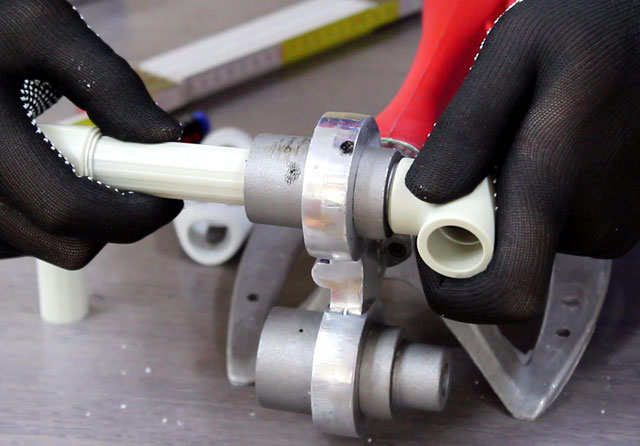
Правила за външна резба 1. Преди резба проверете диаметъра на пръта (болт, шпилка, винт); тя трябва да бъде 0,1 ... 0,2 mm по-малка от номиналния диаметър на резбата. 2. Задължително е да поставите фаската в горната част на шината (ако не е върху детайла). Когато подавате фаска, трябва да наблюдавате нейната концентрация спрямо оста на пръта, както и диаметър, който не трябва да надвишава стойността на вътрешния диаметър на резбата по крайната повърхност. В допълнение, ъгълът на наклона на фаската спрямо оста на пръта не трябва да надвишава 60 °. Прътът трябва да бъде фиксиран в порок здраво и перпендикулярно на челюстите. Перпендикулярността на закрепването на пръта трябва да се провери с квадрат. 3. При рязане на матрицата е необходимо стриктно да се наблюдава перпендикулярността на крайната страна на матрицата към оста на пръта. 4. Преди да навиете конеца върху пръта, е необходимо да проверите диаметъра му; тя трябва да е равна на средния диаметър на резбата, която се реже. 5. При рязане на резби на тръби за газ и вода трябва да се обърне специално внимание на спазването на дължината на отрязаната част за съединители и валове. При рязане на вътрешни нишки трябва да се спазват следните десни лица. 1. Преди рязане проверете: съответствие на диаметъра на отвора на размера на нарязаната нишка. Тя трябва да съвпада с данните в таблицата с нишки; дълбочина на отвора за сляпо резбоване. Тя трябва да съответства на размера, посочен на чертежа. 2. При поставяне на кран е необходимо да се осигури перпендикулярността на оста му към горната равнина на детайла, в който е нарязана нишката. 3. При резба използвайте целия набор от кранове: първият - чернова; вторият е полуфабрикат; третата е справедлива. 4. При нанизване на резба в сляпа дупка е необходимо периодично да я почиствате от чипове. 5. Трябва да се внимава специално при рязане на резби с малък диаметър (5 mm или по-малко), за да се избегне счупване на крана. 6. При резба с машинен кран на машината тя трябва да бъде закрепена в предпазна касета. Типичните дефекти при нарязване на резба, причините за появата им и методите за превенция са дадени в таблица. 3.3. В инженерството има три основни системи за закрепване на нишки: метрична, инчова и тръбна. Метричната нишка е най-често срещана. Той има триъгълен профил с ъгъл 60 °. Основните му параметри, диаметърът и стъпката, се изразяват в милиметри. Пример за обозначение: M16. Това означава, че резбата е метрична, има диаметър 16 мм с голям стъпка от 2,0 мм. Ако стъпката е малка, тогава се посочва нейната стойност, например, M16 * 1.5. Диаметрите на инчовите и тръбните нишки се изразяват в инчове. Стълбът се характеризира с броя нишки на инч. Посочените параметри са стандартизирани, така че винаги има възможност да изберете необходимия инструмент. Рязане на зарчетаЗа рязане на външни резби ще са необходими следните инструменти и материали: матрица или винт за тръба, държач за матрица, пила, менгеме, шублер, машинно масло. Най-често срещаните кръгли матрици (лерки). Те са твърди или разцепени. Диаметрите на твърдите кръгли щанги са стандартизирани. Това ви позволява да изберете подходящата опция от широк диапазон от размери, например M10, M12, M14, M16. Характеристика на разделените щанци е възможността да се регулира диаметърът на резбата, която се реже в рамките на 0,1 ... 0,25 mm. Те обаче имат намалена коравина, което се отразява на точността на получения профил. Работна поръчка Матрицата е монтирана в държач на щанги с подходящ размер. След това се фиксира с винтове. В случай на външни тръбни резби, често се използват държачи за тресчотки. Те осигуряват удобство на трудно достъпни места, например до стена. Дебелината на пръта се избира с 0,1 ... 0,25 мм по-малка от диаметъра на външната резба. Например, за M6 с голяма стъпка е 5,80 ... 5,90 мм; М8 - 7,80 ... 7,90 мм; М10 - 9,75 ... 9,85 мм. Измерванията се извършват с помощта на шублер. Диаметрите на прътите за рязане на метрични нишки от среден клас на точност 6 g са представени в таблицата.
За да се осигури по-добро поставяне на матрицата, в края на пръта се реже фаска. Ширината му трябва да бъде 1 - 1,5 mm за M6 ... M18. Заготовката е смазана с машинно масло, което улеснява последващата работа и ви позволява да получите по-добра повърхност. Матрицата се поставя в края на пръта, така че нейната равнина да е перпендикулярна на оста на отрязания болт. След това с леко натискане завъртете държача на овен по посока на часовниковата стрелка (ако нишката е оставена, след това обратно на часовниковата стрелка). Когато матрицата се врязва в сърцевината за една или две нишки, тя трябва да бъде обърната на половин оборот назад за по-добро отстраняване на чипа. След това отново се правят 1-2 оборота по протежение на нишката и 0,5 в обратна посока. Действайки по тази схема, болта се нарязва на необходимата дължина. Диаметърът на външната резба се проверява с конвенционална гайка или пръстен. Ако е необходимо, стъпката се контролира от нишка на резбата. докосването подслушванеСледните инструменти и материали са необходими за формиране на вътрешната нишка:
Докоснете технологията на рязанеПървата стъпка е предварително маркиране на детайла и центриране на центъра на бъдещия отвор. Изберете тренировка, съответстваща на необходимия диаметър на резбата. Това може да стане с помощта на таблици за преглед или приблизително по формулата d \u003d D - P. Тук D е диаметърът на резбата, P е нейният стъпка, d е диаметърът на свредлото. Например, за M10, d \u003d 10 - 1,5 \u003d 8,5 мм.
В частта се пробива дупка до необходимата дълбочина, която трябва да надвишава дължината на отрязаната част. С помощта на свредло с диаметър по-голям от d се прави скосяване на ръба на отвора. Той служи за центриране и най-добрият подход на крана. Според основните параметри на резбата - диаметър и стъпка - изберете инструмент за рязане. Като правило, използвайте набор от два крана. Единият от тях е чернови, другият е справедлив. Размерът на квадрата на опашката на крановете изберете копче. Елементът е здраво фиксиран в порок. Грубият кран и отвор се смазват с моторно масло. След това се поставя кран строго перпендикулярно на повърхността на частта и, натискайки по оста си, завъртете копчето от дръжките. Изрязвайки една или две нишки на нишката, направете четвърт завой в обратна посока. Това допринася за раздробяването и отстраняването на стружките, предотвратява засядането на инструмента. Работата продължава, като се извършва редуващо завъртане: ½ завой напред, ¼ - назад. В този случай трябва да сте сигурни, че няма изкривяване на крана. Също така не си струва да упражнявате прекомерна сила върху него. За да се предотврати засядането, режещият инструмент периодично се отстранява и дупката се почиства от стружки. След рязане на вътрешната резба на необходимата дълбочина, в отвора се монтира довършителен кран. Когато той тръгне в дадена посока, те слагат яка и продължават да работят. Периодично добавяйте грес. Конецът се проверява с помощта на манометър или болт. Той трябва да се завива без усилие и да не се люлее. Ако е необходимо, направете допълнителен пропуск с фин кран. Кратък път http://bibt.ru Рязане на външна нишка Диаметрите на резбовите пръти при рязане умира.Преди да резбата, трябва да изберете диаметъра на детайла за тази нишка. При рязане на конец с матрица трябва да се има предвид, че когато се образува профил на резба, металът на продукта, особено стоманата, медта и т.н., се разтяга и продуктът се увеличава. В резултат на това налягането върху повърхността на матрицата се увеличава, което води до нагряване и сцепление на метални частици, така че нишката може да бъде разкъсана. Когато избирате диаметъра на пръта за външната резба, човек трябва да се ръководи от същите съображения, както при избора на отворите за вътрешната резба. Практиката на рязане на външни нишки показва, че най-доброто качество на резбата може да се получи, ако диаметърът на пръта е малко по-малък от външния диаметър на резбата. Ако диаметърът на пръта е по-малък от необходимия, тогава резбата ще бъде непълна; ако е повече, тогава матрицата или не може да се завие на пръта и краят на пръта ще се повреди, или по време на работа зъбите на матрицата могат да се счупят поради претоварване и нишката ще бъде счупена. В таблицата. 27 показва диаметрите на прътите, използвани при рязане на нишки с щанги. Таблица 27 Диаметри на резбови пръти при рязане на щанци Диаметърът на детайла трябва да бъде 0,3-0,4 мм по-малък от външния диаметър на резбата. При рязане на матрица прътът е фиксиран в менгеме, така че краят на менгемето, стърчащ над нивото на челюстите, е с 20-25 mm по-дълъг от дължината на частта, която се реже. За да се осигури рязане в горния край на пръта, се реже фама. След това фиксирана в матрицата матрица се поставя върху пръта и с леко налягане завърта матрицата, така че матрицата да отреже около 0,2-0,5 мм. След това отрязаната част на пръта се намазва с масло и винтовият плот се завърта по абсолютно същия начин, както при работа с кран, тоест един или два завъртания надясно и половин оборот вляво (фиг. 152, б).
Фиг. 152. Прием на резба с матрица (б) За да се предотврати сключването на брак и счупване на зъби, е необходимо матрицата да излезе на оста без изкривяване. Проверката на нарязаната вътрешна резба се извършва чрез резбови щепсели с резба, а външните резбови микрометри или резбови пръстенни резби. Нарязва се рязане на нишки нейното образуване чрез отстраняване на чип (както и пластмасова деформация) по външните или вътрешните повърхности на заготовките на детайла. Конецът е външен и вътрешен. Една част (прът) с външна резба се нарича болт (винт), а с вътрешна резба - гайка. Тези нишки са направени на машини или на ръка. Дефекти. При резба най-често се откриват дефекти от различни видове (скъсани, стегнати, отслабени, тъпи, разрушаване на нишката и др.). Нишките на частите се получават на пробивни, режещи и режещи машини, както и чрез валцуване, т.е. чрез метода на пластичните деформации. Инструментът за валцуване на нишки са изрязани матрици, валяци с валяк и набраздени глави. Понякога нишката се нарязва ръчно. 1 - профил на нишката |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Водопровод "href \u003d" / текст / категория / vodoprovod / "rel \u003d" bookmark "\u003e водопроводни тръби.
Водопровод "href \u003d" / текст / категория / vodoprovod / "rel \u003d" bookmark "\u003e водопроводни тръби.




Най-популярни:

нов
- Поетапно изграждане на къща от панели с лешояди със собствените си ръце от основата до фасадата
- Как да изолирате пода в частна къща: тайните на топлоизолацията
- Как да поставите гъвкава плочка
- Направете арка от гипсокартон: инструкции стъпка по стъпка
- Как да изолирате подове в частна къща, без да премахвате стария под
- Как да направите арка от гипсокартон със собствените си ръце
- Направи си сам къща панелка от глътки
- Възможно ли е боядисване на каросерия на автомобил без предварителен грунд?
- Какво е насипен под и как да го направите
- Как да свържете полипропиленова тръба с полипропиленова тръба у дома?