Mga seksyon ng site
Pinili ng Editor:
- Anim na halimbawa ng isang karampatang diskarte sa pagbaba ng mga numero
- Face of Winter Poetic Quotes para sa mga Bata
- Aralin sa wikang Ruso "malambot na tanda pagkatapos ng pagsisisi ng mga pangngalan"
- Ang Mapagbigay na Puno (parabula) Paano makabuo ng isang masayang pagtatapos sa engkanto na The Generous Tree
- Lesson plan sa mundo sa paligid natin sa paksang “Kailan darating ang tag-araw?
- Silangang Asya: mga bansa, populasyon, wika, relihiyon, kasaysayan Bilang kalaban ng pseudoscientific theories ng paghahati ng sangkatauhan sa mas mababa at mas mataas, pinatunayan niya ang katotohanan
- Pag-uuri ng mga kategorya ng pagiging angkop para sa serbisyo militar
- Malocclusion at ang hukbo Malocclusion ay hindi tinatanggap sa hukbo
- Bakit mo pinangarap ang isang patay na ina na buhay: mga interpretasyon ng mga libro ng pangarap
- Anong mga zodiac sign ang mga taong ipinanganak sa ilalim ng Abril?
Advertising
| Koneksyon ng tanso at bakal na tubo. Mga kabit para sa mga tubo ng tanso. Mga pangunahing kinakailangan para sa welding work |
|
Idagdag sa mga bookmark Paglalagay ng pipeline ng tansoAng mga natatanging katangian ng pagganap ng tanso ay natiyak na ang mga produktong pipe na ginawa mula dito, sa kabila ng kanilang mataas na gastos, ay medyo malawak na aplikasyon. Ang mga tubo ng tanso ay hindi natatakot sa mga sinag ng ultraviolet, may mababang koepisyent ng pagpapalawak ng thermal, at mataas na paglaban sa kaagnasan sa mga hindi acidic na kapaligiran. Ang kakayahan ng tanso na mapanatili ang ductility sa mga subzero na temperatura ay ginagawang posible na mag-install ng mga tubo ng tanso kahit na sa mga kondisyon ng taglamig. Ang tibay ng mga tubo ng tanso ay hindi nakasalalay sa temperatura at presyon ng media na dinadala sa kanila. Ginagawang posible ng mga tubo ng tanso ang pagdadala ng mga likidong may mataas na temperatura sa kanila. Mga aplikasyon ng mga tubo ng tansoPag-install ng mga tubo ng tanso sa mga sistema ng pag-init posible dahil sa kanilang mataas na pagtutol kapag nagtatrabaho sa mga likidong may mataas na temperatura. Ang ari-arian na ito ay partikular na may kaugnayan para sa isang single-pipe heating scheme, kung saan upang matiyak na ang temperatura ng coolant sa huling radiator ay halos 70ºC, kinakailangan na sa una ay katumbas ito ng humigit-kumulang 120ºC
Ang pagkonekta ng mga tubo na may mga compression fitting ay hindi nagbibigay ng ganap na garantiya ng pagiging maaasahan at nangangailangan patuloy na pagsubaybay sa operasyon. Ang pinakamataas na temperatura na kayang tiisin ng mga polymer na ginagamit sa mga sistema ng pag-init ay hindi lalampas sa 95ºC, at ang media na may temperatura na hanggang 300ºC ay maaaring dalhin sa pamamagitan ng mga tubo na tanso. Ang isang mahalagang pag-aari ng isang pipeline na gawa sa metal na ito ay ang kakayahang makatiis ng presyon ng 200-400 atm, habang ang soldered na koneksyon ng mga tubo ng tanso, na ginawa ng kamay, ay nananatiling selyadong. Kasabay nito, ang mga produktong metal-plastic ay maaaring makatiis, sa karaniwan, isang presyon ng 6 atm na may posibleng operating pressure sa sistema ng 6 - 8 atm. Ang mga heating pipe na gawa sa malambot na tanso ay madaling makatiis ng 3-4 na freeze-thaw cycle. Salamat sa mga antibacterial na katangian nito, ang tanso ay maaaring labanan ang pagpasok ng mga kontaminant sa mga suplay ng tubig sa lunsod. Ang pagtutubero ng tanso ay lumalaban sa murang luntian. Bukod dito, ang chlorine, bilang isang malakas na ahente ng oxidizing, ay nagtataguyod ng pagbuo ng isang proteksiyon na oxide film sa tanso, na nagpapalawak sa buhay ng serbisyo ng pipeline. Gayunpaman, dapat tandaan na ang nakatagong pagtula ng mga tubo ng tanso gamit ang iyong sariling mga kamay ay maaari lamang gawin kung mayroong isang polymer shell sa mga tubo, na pinoprotektahan ang tanso mula sa mga ligaw na alon.
Ang mga tubo ng tanso ay unibersal: bilang karagdagan sa mga supply ng tubig at mga sistema ng pag-init, ginagamit ang mga ito upang ilipat ang mga gas at nagpapalamig sa mga sistema ng pagpapalamig, ginagamit sa mga air conditioning system. Pagkonekta ng mga tubo na may mga compression fitting
Bago i-install, tiyaking walang burr, bitak o iba pang pinsala sa mga dulo ng tubo. Makakatulong ito na maiwasan ang mga problema sa hinaharap na operasyon ng mga tubo. Upang ikonekta ang mga tubo ng tanso gamit ang iyong sariling mga kamay, gumamit ng mga crimp o solder fitting - mga bahagi ng pagkonekta iba't ibang hugis at mga appointment. Ang mga compression fitting ay gawa sa tanso at may crimp ring sa loob ng mga ito upang matiyak ang mahigpit na pagkakasya. Ang singsing ay hinihigpitan sa pamamagitan ng kamay gamit ang isang wrench. Gayunpaman, ipinapayong gamitin lamang ang mga naturang fitting sa mga lugar kung saan imposibleng magsagawa ng trabaho na may bukas na apoy at posible na madaling suriin ang higpit ng koneksyon. Ang mga koneksyon sa compression fitting ay idinisenyo para sa mas mababang pinapahintulutang pressure kaysa sa solder fitting at dapat na pana-panahong suriin at higpitan. Koneksyon ng bakal at mga plastik na tubo Ang pag-init at supply ng tubig na may tanso ay madalas na isinasagawa gamit ang mga compression fitting. Upang ikonekta ang gayong angkop, kailangan mong i-disassemble ito, pagkatapos ay maglagay ng clamping nut sa pipe, at pagkatapos ay isang ferrule. Ang pagpupulong, na binubuo ng pipe, clamp nut at ferrule, ay ipinasok sa fitting. Ang nut ay hinihigpitan gamit ang isang wrench sa pamamagitan ng ilang mga liko depende sa diameter ng pipe at tinutukoy ng data ng pasaporte ng fitting. Ang mga koneksyon sa mga compression fitting ay hindi ganap na maaasahan at nangangailangan ng patuloy na pagsubaybay sa panahon ng operasyon. Paraan ng paghihinang ng capillary
Bago ilagay ang tubo ng tubig, kinakailangan upang i-cut mga tubo ng tanso sa mga kinakailangang sukat. Ang pamamaraang ito ay batay sa epekto ng capillary, na nagtataguyod ng pantay na pamamahagi ng panghinang sa buong cross-section, anuman ang posisyon ng pipe. Upang lumikha ng isang epekto ng capillary, ginagamit ang mga espesyal na kabit, ang mga diameter na dapat na naiiba mula sa mga diameter ng tubo sa pamamagitan ng mahigpit na tiyak na halaga. Para sa paghihinang sa isang bukas na apoy, inirerekomenda ang isang puwang na 0.1-0.15 mm. Ang mga koneksyon gamit ang capillary soldering ay isinasagawa gamit ang mga espesyal na flux at solder - manipis na mga wire na gawa sa mga metal na haluang metal na may mababang punto ng pagkatunaw, kadalasang lata na may maliliit na karagdagan ng tanso at pilak. Ang mga solder joint ay ginagamit sa mga kaso kung saan ang supply ng tubig ay isinasagawa gamit ang iyong sariling mga kamay sa sahig o dingding o sa iba pang mga kaso kung hindi posible. visual na kontrol integridad ng mga koneksyon. Mayroong dalawang paraan ng paghihinang: mataas na temperatura at mababang temperatura. Ang mataas na temperatura na paghihinang, kung hindi man kilala bilang hard soldering, ay ginagamit kung saan ang mga kondisyon ng pagpapatakbo ng mga pipeline ng tanso ay may kasamang mataas na temperatura. Ang ganitong paghihinang ay isinasagawa gamit ang mga espesyal na flux at hard solder. Para sa do-it-yourself na pag-install ng pipeline, ang ganitong uri ng paghihinang ay halos hindi ginagamit. Ang mababang temperatura, o malambot, na paghihinang ay ginagamit para sa mga pipeline na ginagamit para sa pagdadala ng likido at gas na media, ang temperatura ng pagpapatakbo na hindi lalampas sa 110ºC. Kapag nagsasagawa ng mababang temperatura na paghihinang gamit ang iyong sariling mga kamay, ang mga kasukasuan ay pinainit sa isang temperatura na humigit-kumulang 300ºC. Proseso ng paghihinang ng tubo ng tanso
Ang oras na kailangan upang maghinang ng mga tubo ng tanso ay matutulungan ng mga marka sa mismong fitting na may mga rekomendasyon para sa kinakailangang laki ng panghinang. Bago magsimula ang paghihinang, ang panlabas na bahagi ng dulo ng tubo at ang panloob na kabit ay buhangin sa hubad na metal. Sa tabi ng nalinis na dulo ng tubo manipis na layer mag-apply panghinang i-paste o pagkilos ng bagay. Ang mga materyales na ito, sa isang tunaw na estado, ay natutunaw ang mga oxide film sa mga elementong konektado, na nagpoprotekta sa kanilang mga ibabaw mula sa karagdagang oksihenasyon, na sanhi ng mataas na temperatura. Gayunpaman, dahil sa katotohanan na ang flux ay sumisira sa ibabaw ng metal, kapag ang paghihinang gamit ang iyong sariling mga kamay, dapat itong ilapat bago simulan ang trabaho at sa lugar lamang na papasok sa fitting. Pagkatapos ng hardening, ang flux ay bumubuo ng isang pelikula na hindi nangangailangan ng pag-alis. Susunod, ang tubo ay ipinasok sa socket ng capillary fitting hanggang sa huminto ito. Ang mga lugar ay pinainit nang pantay-pantay sa apoy ng isang gas burner o isang hot air gun. Para sa layuning ito, ipinapayong gumamit ng lampara na nilagyan ng dalawang burner o nozzle na may mga sprayer. Kung ang flux na ginamit ay naglalaman ng lata, pagkatapos kapag pinainit ito sa kinakailangang temperatura, lilitaw ang mga kulay-pilak na patak. Sa ibang mga kaso, maaari mong tiyakin na ang nais na temperatura ay nakamit sa pamamagitan ng pagpindot sa panghinang sa pinainit na ibabaw - dapat kumalat ang panghinang. Kaagad ang tinunaw na panghinang ay dapat na ipasok sa koneksyon. Bukod dito, hindi mahalaga kung aling panig ito ay ipakikilala. Salamat sa pagkilos ng maliliit na ugat, pantay na pupunuin ng solder ang buong joint. Ang mga labi ng flux mula sa fitting ay tinanggal gamit ang isang basahan. Ang paggamit ng iba't ibang mga kabit na may isang butil ng panghinang na inilagay sa loob ng tagagawa ay makakatulong na mabawasan ang oras ng paghihinang. tamang sukat. Ang angkop ay inilalagay sa isang tubo na pinahiran ng pagkilos ng bagay at pinainit ng isang tanglaw o hot air gun hanggang sa maging likido ang panghinang. Pagkatapos ng paglamig, ang istraktura ng supply ng tubig at heating pipeline ay handa na para sa operasyon.
Pag-install ng mga tubo ng tansoSa proseso ng pag-install ng mga sistema ng pagtutubero gamit ang iyong sariling mga kamay, madalas na kinakailangan upang ikonekta ang mga tubo ng tanso sa mga produktong gawa sa iba pang mga materyales. Sa mga sistema ng pag-init, malamig at mainit na supply ng tubig, ang mga koneksyon sa tanso na may bakal, plastik at tanso ay ligtas mula sa punto ng view ng mga proseso ng kaagnasan. Ngunit ang pakikipag-ugnay ng tanso na may galvanized na bakal ay mapanganib para sa mga galvanized na tubo at humahantong sa kanilang pagkasira dahil sa mga proseso ng electrolytic. Upang maiwasan ang pagkabigo ng pipeline, ang koneksyon ay dapat gawin gamit, at ang daloy ng tubig ay dapat na nakadirekta mula sa bakal patungo sa tanso. Bago simulan ang trabaho, kinakailangan upang maghanda ng isang tool para sa pag-install ng mga tubo ng tanso ng isang sistema ng pag-init o supply ng mainit na tubig. malamig na tubig. Upang gawin ito kakailanganin mo: isang pamutol ng tubo o isang hacksaw para sa metal, isang file o scraper, kung may mga lugar kumplikadong pagsasaayos- pipe bender, gas torch o hot air gun. Ang paglalagay ng isang pipeline ng tanso gamit ang iyong sariling mga kamay ay nagsisimula sa mga seksyon ng isang paunang nakalkula na haba. Pagkatapos ay kinakailangan upang linisin ang panlabas at panloob na mga bahagi ng tubo mula sa mga burr, at kung kinakailangan, i-level ang hiwa. Ang paggamit ng isang pipe bender ay maiiwasan ang pipe mula sa pagyupi at ang pagbuo ng mga creases, na maaaring maging sanhi ng pagbaba sa pagganap ng pipeline sa mga lugar na ito. Kung ang mga diameter ng mga tubo ay hindi lalampas sa 15 mm, kung gayon ang kanilang baluktot na radius ay dapat na hindi bababa sa 3.5 diameters, at kung higit sa 15 mm, pagkatapos ay apat na diameters. Kapag baluktot sa pamamagitan ng kamay, ang isang mataas na kalidad na liko ay maaaring makuha lamang na may radius na katumbas ng 8 diameters. Sa kabila ng kanilang paglaban sa kaagnasan, ang mga tubo ng tanso, dahil sa mga paglabag sa teknolohiya ng pagmamanupaktura, hindi wastong paghihinang at matinding kontaminasyon ng tubig na may mga nakasasakit na pagsasama, ay maaaring mapailalim sa lubhang mapanganib na pitting corrosion. Ang tubo ay nabubulok kung saan ang oxide film ay nawasak. Ang isang paraan upang maiwasan ang prosesong ito ay ang pag-install ng mga filter sa supply ng tubig at mga pipeline ng pagpainit. Sa modernong merkado ng konstruksiyon, ang mga tubo ng tanso, dahil sa kanilang mga natatanging katangian ng pagganap, ay lubos na matagumpay na nakikipagkumpitensya sa mga produktong gawa sa bakal, plastik at metal-plastic, sa kabila ng kanilang mataas na gastos. Ang mga pipeline fitting ay ginagamit upang kumonekta sa mga tubo na may iba't ibang diameter at sukat. Angkop tiyak na uri kinakailangan para sa baluktot na pipeline, halimbawa, T-shaped at Y-shaped fittings, pati na rin ang mga bends. Mga pangunahing uri ng mga kabitAng mga straight fitting ay may mga bahagi tulad ng mga plug, adapter, at coupling. Ang mga halimbawa ng mga kabit ay ipinapakita sa figure sa ibaba. Eksakto kung paano ginawa ang bawat angkop ay depende sa materyal na ginamit sa paggawa nito. Mga halimbawa ng bakal, tanso at plastik na kabit
Mga larawan ng mga kabit na gawa sa iba't ibang materyalesAt ngayon ay isang maliit na gallery ng larawan na nagpapakita ng kahanga-hangang iba't ibang uri ng mga kabit na ipinakita sa aming merkado.
Steel chrome fitting
Mga kabit na tanso
Mga plastic fitting (PVC) Pagkabit, adaptor at driveAng isang pagkabit ay kinakailangan upang pagsamahin ang dalawang seksyon ng tubo ng parehong diameter sa isang linya. Kung sa mga tubo magkaibang diameter, kakailanganin mong adaptor. Madalas na ginagamit magmaneho ay isang tubo ng bakal na may panlabas na sinulid, kadalasang magagamit sa maliliit na haba hanggang sa 30 cm ang haba. Ang pagpisil ay kinakailangan upang madagdagan ang haba ng pipeline at ikonekta ang mga seksyon ng tubo na maaaring idiskonekta anumang oras. Ang plug ay kailangan upang harangan ang dulo ng tubo. Kung ang mga tubo ay ginawa mula sa iba't ibang materyales, pagkatapos ay kinakailangan ang mga espesyal na kabit upang ikonekta ang mga ito, ang ilan sa mga ito ay ipinapakita sa figure sa ibaba.
Iba't ibang mga kabit para sa pagkonekta ng mga tubo na gawa sa iba't ibang mga materyales
Mga koneksyon sa tubo na gawa sa iba't ibang materyalesPaano konektado ang isang bakal na tubo sa isang tubo na tanso? Para dito, ginagamit ang isang angkop, sa isang dulo kung saan mayroong isang thread para sa pag-aayos sa isang bakal na tubo. Walang sinulid sa kabilang dulo; ito ay ganap na makinis, dahil ang tansong tubo ay ikakabit sa pamamagitan ng paghihinang. Kapag nag-i-install ng isang tubo sa tulad ng isang angkop, ang mga thread ay dapat na balot ng plastic sealing tape, pagkatapos kung saan ang pagkabit ay screwed papunta sa pipe. Ang naturang sealing tape ay kinakailangan upang maiwasan ang kaagnasan na magsimula sa lugar kung saan ang dalawang uri ng metal ay konektado. Bakal at plastik na angkopAng isa pang halimbawa ay isang angkop na gawa sa bakal at plastik. Ito rin ay gawa sa dalawang bahagi. Ang unang bahagi ay mukhang isang nut na may sinulid na segment na nagtutulak sa isang bakal na tubo. Ang kabilang bahagi ay plastik, na may gasket at nut na gawa rin sa plastik.
Standard na angkop na binubuo ng mga bahagi ng bakal at plastik Ang nut ay screwed papunta sa isa pang extension ng unang bahagi, na kung saan ay panlabas na thread. Susunod, ang isang espesyal na solvent ay ginagamit upang ikabit ang plastic insert sa plastic pipe. Plastic at tanso na angkopMayroon ding isang popular na angkop na gawa sa plastik at tanso, na kinabibilangan din ng dalawang bahagi. Ang unang bahagi ay may dalawang dulo. Ang isa ay gawa sa tanso at may sinulid, ngunit ang kabilang dulo ay ganap na makinis - ito ang nakakabit sa tubo ng tanso sa pamamagitan ng paghihinang.
Plastic na angkop na may sinulid na tanso Ang iba pang bahagi ay isang plastic nut na may spacer. Ang nut ay inilalagay sa sinulid na tanso, at ang kabilang dulo nito ay nakadikit sa plastik na tubo. Mga kabit para sa tanso at plastik na mga tuboAng paghihinang ay ginagamit upang ikonekta ang mga tubo ng tanso, ngunit ang mga plastik na tubo ay konektado sa isang dalubhasang pandikit o solvent. Tulad ng para sa cast iron risers, ang mga bushings ay karaniwang hindi ginagamit upang ikonekta ang mga tubo.
Standard na paraan para sa pagsali sa mga fitting at cast iron pipe nang hindi gumagamit ng bushings
Ang mga manggas na gawa sa neoprene na goma ay ginagamit upang i-seal ang mga kasukasuan ng mga tubo ng alkantarilya. Sa kasong ito, ang manggas mismo ay naayos na may isang pambalot na gawa sa hindi kinakalawang na asero. Ang sumusunod na figure ay nagpapakita ng mga pagpipilian para sa ilang mga koneksyon sa pipe na walang bushings.
Mga karaniwang kabit para sa pagkonekta ng mga tubo ng cast iron nang walang paggamit ng mga bushing
Upang direktang ilakip ang pambalot, ginagamit ang mga maginoo na pambalot. Pagsusuri ng video ng mga kabit para sa mga polypropylene pipeIsaalang-alang ang paggamit ng mga espesyal na kabit para sa plastic mga tubo ng polypropylene. Mga uri ng mga kabit, ang kanilang layunin at katangian.
Mga materyales kung saan ginawa ang mga tuboAng mga materyales tulad ng plastic, cast iron at tanso ay ginagamit sa paggawa ng mga tubo ng alkantarilya. Kapag nagtatayo ng mga underground sewer na matatagpuan sa labas ng isang gusali, kadalasang ginagamit ang mga glazed ceramic pipe. Gayunpaman, hindi karaniwan para sa isang partikular na uri ng tubo lamang ang pinahihintulutan sa isang partikular na lugar. Maaari mong malaman ito mula sa mga lokal na awtoridad. Ang perpektong opsyon sa sewer pipe ay cast iron pipe. Ito ay perpekto para sa paglikha ng mga collectors, sewer risers, sun bed at bentilasyon. Anumang mga cast iron pipe ay may dalawang uri - panloob at mabigat. Karaniwang haba cast iron pipe ay 1.5 metro.
Cast iron pipe para sa banyo Mga tubo na tanso, na may dilaw na label, ay maaari ding gamitin para sa anumang uri ng mga tubo ng alkantarilya. Hiwalay na nagkakahalaga ng pagbanggit mga ceramic pipe, patong na may espesyal na glaze. Ang ganitong mga tubo ay mapagkakatiwalaan na protektado mula sa impluwensya ng dumi sa alkantarilya, maging ito ay iba't ibang alkalis o acid. Bilang isang patakaran, ang mga ceramic pipe ay ginagamit bilang batayan ng underground collector ng isang bahay, sa layo na hanggang 1.5 metro mula sa pundasyon. Ang mga tubo ay inilalagay hanggang sa alkantarilya ng lungsod o tangke ng pag-aayos.
Ang mga ito ay aktibong ginagamit sa loob at labas ng bahay. Mga tubo ng PVC at ABS. Ang koneksyon ng tanso at plastik na mga tubo ay isinasagawa sa parehong paraan tulad ng mga tubo ng tubig. Detalyadong pagsusuri ang bawat uri ng tubo ay ipapakita sa mga sumusunod na artikulo. Ang mga tubo ng tanso ay ginagamit sa panahon ng pag-install Mga sistema ng DHW, supply ng malamig na tubig, air conditioning, heating, supply ng gas. Ang mga ito ay mahal, ngunit matibay, nababaluktot, at lumalaban sa kaagnasan. Ngunit sa engineering Komunikasyon na kung saan ay nagsilbi nang mga dekada, ang koneksyon ng mga tubo ng tanso ay dapat gawin nang tama. Sasabihin namin sa iyo kung paano mag-install ng mga pipeline ng tanso na tinitiyak ang higpit ng transported medium o circulating coolant. Ang artikulong ipinakita para sa pagsusuri ay naglalarawan ng mga teknolohiya sa pag-install nang detalyado. Isinasaalang-alang ang aming payo, ang pagtatayo ng mga sistema ay makukumpleto nang "perpektong". Upang mag-install ng mga panloob na pipeline sa bahay, maaari kang pumili ng isang tubo na gawa sa plastic, metal-plastic o hindi kinakalawang na asero. Ngunit isang tansong analog lamang ang maaaring tumagal ng higit sa kalahating siglo nang walang mga problema o malalaking pag-aayos. Ang maayos na naka-install na mga sistema ng pipeline ng tanso sa pagsasanay ay gumagana nang maayos sa buong buhay ng serbisyo ng isang cottage o apartment building. Ayon sa mga istatistika ng aksidente, ang mga fitting at solder joints na ginamit sa panahon ng pag-install ay mas maaasahan kaysa sa mga tubo ng tanso mismo - kung ang isang pambihirang tagumpay sa system ay nangyari, ito ay nasa dingding lamang ng produkto ng tubo Ang mga tubo ng tanso ay hindi natatakot sa pangmatagalang pag-load ng init, murang luntian at ultraviolet radiation. Kapag nag-freeze sila, hindi sila pumutok, at kapag nagbabago ang temperatura ng panloob na kapaligiran (tubig, wastewater, gas), hindi nila binabago ang kanilang geometry. Hindi tulad ng mga plastik na analogue, hindi sila lumubog. Ang plastik na ito ay napapailalim sa pagpapalawak sa mataas na temperatura; hindi ito nangyayari sa tanso ayon sa kahulugan. Ang mga produktong tansong tubo ay may dalawang disadvantages - mataas na presyo at ang lambot ng metal. Gayunpaman, ang mataas na halaga ng materyal ay nagbabayad sa mahabang panahon operasyon. At upang maiwasan ang pagkasira ng mga dingding ng mga tubo mula sa loob ng pagguho, dapat na mai-install ang mga filter sa system. Kung walang mga kontaminant sa tubig sa anyo ng mga solidong particle, pagkatapos ay walang mga problema sa pagkasira ng mga pipeline. Mga kinakailangan para sa pagproseso ng tubo at hinangKapag nagtatrabaho sa mga tubo ng tanso, dapat sundin ang mga sumusunod na patakaran:
Kung sa pagtutubero o sistema ng pag-init sa isang bahay, bilang karagdagan sa tanso, mayroon ding mga tubo o elemento na gawa sa iba pang mga metal, kung gayon ang daloy ng tubig ay dapat pumunta mula sa kanila sa tanso, at hindi kabaliktaran. Ang daloy ng tubig mula sa tanso patungo sa bakal, sink o aluminyo ay hahantong sa mabilis na electrochemical corrosion ng mga huling seksyon ng pipeline.
Ang mga tubo ng tanso ay maaaring i-cut at baluktot nang walang mga problema; Kailangan mo lamang piliin ang naaangkop na mga tool at sundin ang mga tagubilin Dahil sa kalagkit at lakas ng metal, ang mga tubo ng tanso ay maaaring i-cut at baluktot nang walang mga problema. Ang pag-ikot ng pipeline ay maaaring gawin sa pamamagitan ng paggamit ng pipe bender o paggamit ng mga fitting. At para sa pag-install ng mga sanga at koneksyon sa iba't ibang mga aparato, mayroong maraming mga bahagi na gawa sa mga plastik na lumalaban sa init, tanso, hindi kinakalawang na asero at tanso. Sa pakikipag-ugnayan ng tanso sa iba pang mga metalSa karamihan ng mga pribadong bahay, ang mga domestic water pipe ay gawa sa bakal at mga tubo ng aluminyo. Ang mga sistema ng pag-init ay naglalaman din ng mga radiator na gawa sa bakal o aluminyo. Ang maling pagpasok sa naturang pagruruta ng copper pipe ay puno ng malalaking problema.
Sa pamamagitan ng mga regulasyon sa gusali Upang maalis ang mga proseso ng kaagnasan sa pipeline mula sa mga tubo ng iba't ibang mga metal, ang daloy ng tubig ay dapat na nakadirekta patungo sa tanso Karamihan pinakamahusay na pagpipilian Ang pag-install ay ang paggamit ng mga tubo at aparato na eksklusibong gawa sa tanso at mga haluang metal nito. Sa ngayon, madali mong mahahanap ang bimetallic aluminum-copper radiators, pati na rin ang kaukulang mga fitting at shut-off valves. Ito ay nagkakahalaga ng pagsasama-sama ng iba't ibang mga metal lamang sa matinding mga kaso. Kung ang kumbinasyon ay hindi maiiwasan, kung gayon ang tanso ang dapat na huling elemento sa kadena ng mga elemento ng pipeline. Imposibleng alisin ito sa kakayahang magsagawa ng electric current. At sa pagkakaroon ng kahit na isang mahinang kasalukuyang, ang metal na ito ay lumilikha ng mga pares ng galvanic na may bakal, aluminyo at sink, na hindi maiiwasang humahantong sa kanilang napaaga na kaagnasan. Kapag nag-i-install ng isang sistema ng supply ng tubig, ang mga bronze adapter ay dapat na ipasok sa pagitan ng mga ito. Ang isa pang potensyal na problema ay ang oxygen sa tubig. Kung mas mataas ang nilalaman nito, mas mabilis na nabubulok ang mga tubo. Nalalapat ito sa mga pipeline na parehong gawa sa parehong metal at sa mga gawa sa magkaiba. Kadalasan, ang mga may-ari ng cottage ay gumagawa ng isang malubhang pagkakamali sa pamamagitan ng madalas na pagpapalit ng coolant sa sistema ng pag-init. Ito ay humahantong lamang sa pagdaragdag ng ganap na hindi kinakailangang mga bahagi ng oxygen. Pinakamabuting huwag ganap na baguhin ang tubig, ngunit idagdag ito kapag kailangan. Pagpipilian sa pag-mount: nababakas kumpara sa permanentengUpang bumuo ng isang solong sistema ng pipeline, maaari mong gamitin ang ilang mga paraan ng pagkonekta sa kanila. Ang iba't ibang tubero ay gumagamit ng crimp at press fittings, welding o paghihinang. Ngunit bago ka magsimulang magtrabaho sa iyong sarili, kailangan mong magpasya kung ang pipeline ay dapat na permanente o nababakas. Mayroong tatlong mga teknolohiya sa pag-install para sa pagkonekta ng mga tubo ng tanso:
Ang lahat ng mga teknolohiyang ito ay maaaring gamitin sa pagbuo ng parehong mga detachable at one-piece system. Narito ito ay higit na isang bagay ng paggamit ng iba't ibang mga fitting at adapter o pagtanggi sa kanila.
Kung ang isang istraktura ay hindi maaaring i-disassemble nang hindi sinisira ang mga indibidwal na bahagi nito, kung gayon ito ay itinuturing na isang piraso - ito ay lumalabas na mas mura, ngunit mas mahirap itong ayusin. Kung ang sistema ng pipeline ay kailangang ma-detachable, at mas madaling ayusin at magdagdag ng mga bagong elemento, kung gayon ang mga koneksyon ay dapat gawing detachable. Ang mga kabit ay ginagamit para dito:
Mas madaling gumawa ng mga nababakas na koneksyon sa iyong sarili, maaari mo ring gawin nang walang paghihinang. Hindi sila nangangailangan ng labis na mataas na kwalipikasyon mula sa master. Gayunpaman, ang mga naturang yunit ay nangangailangan ng patuloy na inspeksyon at paghihigpit ng mga mani upang maiwasan ang mga tagas. Ang mga pagbabago sa presyon at temperatura sa system ay humantong sa pagpapahina ng mga fastener. At paminsan-minsan ay inirerekomenda na higpitan ang mga ito. Kung ang pag-access sa mga tubo ng tanso ay binalak na mahigpit na sarado na may pagtatapos o kongkretong screed, kung gayon ito ay pinakamahusay na ikonekta ang mga ito sa isang one-piece na istraktura sa pamamagitan ng paghihinang o hinang. Ang sistemang ito ay mas maaasahan, matibay at lumalaban sa mga abrasion. Ang mga ukit ay ipinagbabawal sa mga produktong tanso. Ang metal na ito ay masyadong malambot sa istraktura nito. Kapag nag-i-install ng nababakas na pipeline, ang lahat ng sinulid na koneksyon ay dapat gawin gamit ang mga kabit. Ang huli ay maaaring konektado sa isang tansong tubo sa pamamagitan ng pagpindot o paghihinang. Bago gumawa ng mga koneksyon, ang mga tubo ng tanso ay inihanda sa isang espesyal na paraan: Gallery ng larawan Ang pagputol ng isang tansong tubo ay ginagawa gamit ang isang hacksaw o pipe cutter. Ang linya ng pagputol ay dapat na eksaktong nasa tamang anggulo Pagkatapos ng pagputol, ang dulo ng tubo ay dapat na iproseso gamit ang isang deburring tool upang alisin ang kaunting mga iregularidad at burr. Ang bahagi ng tubo na nahuhulog sa socket na inihanda para sa paghihinang ay lubusang nililinis ng dumi at degreased Ito ay ipinag-uutos na linisin at degrease ang socket ng coupling, elbow o tee na ibebenta sa pipe Pagputol ng tubo ng tanso bago kumonekta Pag-alis ng mga burr gamit ang isang tool sa pag-deburring Pag-degreasing at paglilinis ng panlabas na ibabaw Nililinis ang kampana ng pagkabit at kabit Tatlong pangunahing paraan ng koneksyonBago ikonekta ang mga seksyon ng mga tubo ng tanso, dapat silang i-cut alinsunod sa diagram ng mga kable at handa. Kakailanganin mo ang isang pipe cutter o hacksaw, isang pipe bender at isang file. At para sa paglilinis ng mga dulo, ang pinong butil na papel de liha ay hindi masasaktan. Ang pagkakaroon lamang ng isang diagram ng hinaharap na sistema ng pipeline sa kamay ay maaari mong kalkulahin ang kinakailangang halaga ng mga consumable. Kinakailangan na magpasya nang maaga kung saan at kung ano ang diameter ng mga tubo ay mai-install. Kinakailangan din na malinaw na maunawaan kung gaano karaming mga elemento ng pagkonekta ang kinakailangan para dito. Pagpipilian #1: Welding copper pipeUpang magsagawa ng awtomatiko o manu-manong hinang ng mga tubo ng tanso, ang mga electrodes at gas ay kinakailangan upang lumikha ng isang proteksiyon na kapaligiran (nitrogen, argon o helium). Kakailanganin mo rin ang isang DC welding machine at, sa ilang mga kaso, isang tanglaw. Ang elektrod ay maaaring grapayt, tungsten, tanso o carbon. Ang pangunahing kawalan ng teknolohiya ng pag-install na ito ay ang mga makabuluhang pagkakaiba sa mga katangian ng nagresultang tahi at ang pipe metal. Nag-iiba sila sa komposisyon ng kemikal, panloob na istraktura, elektrikal at thermal conductivity. Kung ang welding ay ginawa nang hindi tama, ang joint ay maaaring maghiwalay sa ibang pagkakataon.
Dahil sa paghahalo ng tanso bilang isang resulta ng pagkilos ng deoxidizer na naroroon sa elektrod, ang weld seam sa maraming aspeto ay ibang-iba sa base metal na hinangin. Tanging isang kwalipikadong craftsman lamang ang maaaring magwelding ng mga tubo ng tanso. Nangangailangan ito ng ilang kaalaman at kasanayan. Ang opsyon sa pag-install na ito ay may maraming mga teknolohikal na nuances. Kung plano mong gawin ang lahat sa iyong sarili, ngunit walang karanasan sa pagtatrabaho sa isang welding machine, pagkatapos ay mas mahusay na gumamit ng ibang paraan ng koneksyon. Pagpipilian #2: Capillary solderingSa mga domestic na kondisyon, ang mga tubo ng tanso ay bihirang konektado sa pamamagitan ng mga welding plumbing fixtures. Ito ay masyadong kumplikado, nangangailangan ng mga espesyal na kasanayan at nakakaubos ng oras. Mas madaling gamitin ang capillary soldering method gamit ang gas torch o blowtorch.
Ang teknolohiya ng paghihinang ng mga tubo ng tanso na may panghinang ay batay sa pagtaas ng mga capillary (seepage) ng huli pagkatapos matunaw sa pagitan ng puwang sa pagitan ng dalawang pinindot na eroplanong metal. Ang paghihinang ng mga tubo ng tanso ay nangyayari:
Ang mga pamamaraang ito ng paghihinang ng mga tubo ng tanso ay walang gaanong pagkakaiba sa huling resulta. Ang koneksyon sa parehong mga kaso ay maaasahan at lumalaban sa luha. Ang tahi na may mataas na temperatura na paraan ay medyo mas malakas. Gayunpaman, dahil sa mataas na temperatura ng stream ng gas mula sa burner, ang panganib ng pagkasunog sa pamamagitan ng metal ng pipe wall ay tumataas. Ang mga panghinang ay ginagamit batay sa lata o tingga kasama ang pagdaragdag ng bismuth, selenium, tanso at pilak. Gayunpaman, kung ang mga tubo ay ibinebenta para sa isang sistema ng supply ng inuming tubig, pagkatapos ay mas mahusay na iwasan ang pagpipilian sa lead dahil sa toxicity nito. Gallery ng larawan Upang ipatupad ang mababang temperatura na hinang, hindi kinakailangan na magkaroon ng mga espesyal na kagamitan at mga espesyal na kasanayan ng tagapalabas. Pwedeng magawa sa ating sarili Ang mga koneksyon sa paghihinang na may mababang temperatura ay pangunahing ginagamit sa pagpupulong ng mga pipeline mula sa malambot na mga tubo R 220. Maaari silang makatiis ng presyon ng 220 N/mm², na hindi lalampas sa mga operating parameter sa domestic heating at mga network ng supply ng tubig Upang maisagawa ang mababang temperatura na paghihinang, ang mga tubo at panghinang ay kailangan lamang na pinainit gamit ang isang karaniwang blowtorch. Upang lumikha ng isang matunaw na pumupuno sa mga capillary at ang puwang sa pagitan ng mga konektadong tubo, ginagamit ang mababang-natutunaw na panghinang, na mabilis na natutunaw at malayang dumadaloy sa kahabaan ng socket Mababang temperatura welding sa bahay Coil na may malambot na mga tubo ng tanso Blowtorch para sa mababang temperatura na paghihinang Paggamit ng low melting point solder Mayroong dalawang mga pamamaraan para sa paghihinang ng mga pipeline ng tanso:
Ang unang pagpipilian ay nagsasangkot ng pagpapalawak sa dulo ng isa sa mga konektadong tubo na may isang espesyal na expander. Pagkatapos ang socket na ito ay ilagay sa pangalawang tubo, at ang joint ay ibinebenta gamit ang solder. Ang dulo ay pinalawak upang mayroong isang puwang na 0.1-0.2 mm sa pagitan ng panlabas at panloob na mga dingding ng mga konektadong produkto. Hindi na kailangan. Ang panghinang dito, dahil sa epekto ng maliliit na ugat, ay pupunuin pa rin ang buong magagamit na puwang. Sa teknolohiyang ito, mahalaga na huwag makapinsala sa tubo sa panahon ng pagpapalawak. Kung ito ay gawa sa solidong tanso (R 290), kailangan itong paunang pagpapaputok. Sa kasong ito, ang metal sa joint ay nakakakuha ng mga katangian ng isang malambot na analogue. Mahalagang huwag kalimutan ang tungkol sa mga pagbabagong ito kapag kinakalkula ang mga parameter ng operating pressure sa pipeline.
Ang paggamit ng mga espesyal na kabit para sa paghihinang ng maliliit na ugat ay nag-aalis ng mga error sa antas ng pagpapalawak ng tubo kapag bumubuo ng socket sa una ay nababagay sa mga kinakailangang sukat; Upang gawing simple ang paghihinang ng mga elemento ng pipeline ng tanso gamit ang iyong sariling mga kamay, sapat na upang bumili ng mga yari na couplings, turns, tees at plugs. Mayroon na silang kinakailangang kampana. Ang paggamit ng mga bahaging ito ay nagdaragdag sa gastos ng pag-install ng trabaho, ngunit lubos na pinapasimple ito. Upang linisin ang metal sa lugar ng paghihinang at lubricate ang panghinang, ang mga dulo ng mga konektadong tubo ay pinahiran ng pagkilos ng bagay. Dapat lamang itong ilapat sa labas ng mga dingding ng tubo. Hindi nito tinatrato ang mga socket at fitting mula sa loob. Ito ay hindi kinakailangan. Gallery ng larawan Upang maisagawa ang mataas na temperatura na paghihinang, ang paggamit ng propane o acetylene gas torch ay kinakailangan Upang mabilis na maisagawa ang mababang temperatura ng pagtunaw, ginagamit ang mga kabit na may mababang natutunaw na panghinang na pinagsama sa kanila. Maaari silang magamit para sa mataas na temperatura na paghihinang Upang mapabuti ang kalidad ng panghinang, ang mga konektadong seksyon ng mga tubo ay pinahiran ng pagkilos ng bagay, na nagsisilbing pampadulas at pag-ukit ng metal. Sa mataas na temperatura na paghihinang, ang borax ay ginagamit bilang isang pagkilos ng bagay. Upang makagawa ng mataas na temperatura na paghihinang, kakailanganin mo ng refractory solder na gawa sa bronze o isang silver-copper alloy. Ito ay ibinibigay sa anyo ng mga matibay na rod na may diameter na 3 mm Propane o acetylene gas torch Paggamit ng In-Flue Solder Fitting Paggamot ng magkasanib na lugar na may pagkilos ng bagay Rod refractory solder Upang maisagawa ang paghihinang, ang mga tubo ay ipinasok sa socket at pinainit ng isang burner. Kapag naabot ang nais na temperatura, ang panghinang ay inilapat sa puwang. Nagsisimula itong matunaw at dumaloy sa loob. Kung masyadong marami ang pumapasok sa joint, ito ay tatagas mula sa loob ng pipeline, na hahantong sa isang makitid panloob na diameter mga tubo. At kung ang daloy ng rate ay mababa, ang koneksyon ay hindi sapat na soldered. Kung lumitaw ang mga problema sa paggamit ng panghinang, maaari mong gamitin ang mga kabit na mayroon na nito. kinakailangang mga volume. Para pasimplehin ang trabaho, nasa pabrika pa rin kami sa mga oras na ito nag-uugnay na mga elemento isang capillary belt na gawa sa naaangkop na haluang metal ay ipinakilala mula sa loob. Ang bahaging ito ay kailangan lamang na ilagay sa tubo at pinainit gamit ang isang burner. Opsyon #3: Push-in fittings at press couplingsAng permanenteng koneksyon ng mga tubo ng tanso ay maaari ding gawin gamit ang mga press coupling o compression (collet) fitting. Gumagamit sila ng O-ring sa halip na panghinang. Ang unang opsyon ay naka-clamp sa pipe na may mga espesyal na pliers, at ang pangalawa - na may mga nuts ng unyon at isang wrench. Ang mga tubo ng tanso ay konektado sa tatlong paraan: gamit ang mga compression fitting, sa pamamagitan ng capillary soldering at paggamit ng press fittings. Ang bawat isa sa mga pamamaraang ito ay may mga kalamangan at kahinaan. Ang lahat ay nakasalalay sa eksaktong mga kondisyon kung saan plano mong patakbuhin ang sistema ng pagtutubero. Mga koneksyon sa crimp (compression) fittingAng pangunahing bentahe ng pamamaraan na ito ay kadalian ng pag-install at isang minimum na mga pantulong na tool. Kahit sino ay maaaring makayanan ang gayong gawain, dahil kailangan mo lamang na higpitan ang mga mani na may dalawang wrenches. Mga disadvantages ng koneksyon gamit ang mga fitting: limitado ang maximum na presyon (hanggang sa 10 BAR) sa temperatura ng system na 100 degrees. Pagkonekta ng mga tubo ng tanso na may mga compression fitting Sa panahon ng pag-install, napakahalaga din na maiwasan ang kaunting pagbaluktot. Kung ang mga kabit ay inilaan para sa "malambot" na mga tubo, kinakailangan ang isang espesyal na liner bushing. Ang huling kadahilanan ay lubhang mahalaga, ngunit ito ay madalas na napapabayaan. Mga koneksyon na ginawa sa pamamagitan ng capillary solderingMga kalamangan ng mga joint ng paghihinang: kalinisan at pagkakapantay-pantay ng mga tahi, kaunting halaga ng panghinang na kinakailangan, abot-kayang gastos. Mga katangian ng pagganap: maximum presyon ng pagpapatakbo 40 BAR sa pinakamataas na temperatura ng system na 150 degrees. Ang paghihinang ng capillary ay nangangailangan ng sulo (propane o acetylene), flux, at solder. Ang pamamaraang ito ang pagkonekta sa mga tubo ng tanso ay nangangailangan ng isang tao na magkaroon ng tiyak na karanasan at kaalaman. Mula sa mga press fittingMga kalamangan gawain sa pag-install nang walang paghihinang: mataas na pagiging maaasahan, average na gastos na may mabilis na pagbabayad. Upang magsagawa ng trabaho nang walang paghihinang, gamit ang mga press fitting, ang isang tao ay nangangailangan ng isang minimum na kaalaman at kasanayan. Ang pagkonekta ng mga tubo ng tanso sa ganitong paraan ay ilang minuto.   Paano ikonekta ang mga tubo ng tanso sa bakal?Ayon sa kaugalian, ang mga produktong tanso ay naka-mount sa mga bahagi ng bakal sa pamamagitan ng crimp (compression) fittings. Teknolohiya sa paggawa: Ang fitting ay disassembled, pagkatapos ay isang pipe ay ipinasok dito, kung saan ang isang ferrule ring at isang clamping nut ay pre-attached. Manu-manong ang nut ay mahigpit sa lahat ng paraan. Mahalagang matiyak na walang mga pagbaluktot. Batay sa mga diameter ng tubo ng tanso o mga tagubilin na tinukoy sa mga dokumento ng pasaporte o mga espesyal na talahanayan, ang nut ay hinihigpitan ang isang tiyak na bilang ng mga liko gamit ang isang wrench. Karaniwan ang bilang ng mga pagliko ay nasa pagitan ng ½ at ¼. Mahalagang sundin ang inirekumendang bilis. Kung hindi, ang tubo ay maaaring maging deformed. Ang pagkonekta ng mga produktong tanso sa mga bahagi ng bakal ay medyo simple. Kung may nananatiling hindi malinaw sa iyo, masidhi naming inirerekumenda na panoorin ang video ng pagsasanay, na nagpapaliwanag nang detalyado kung paano i-mount ang mga bahagi ng tanso na may mga bakal na tubo. Teknolohiya sa pag-install Paano ikonekta ang mga produktong tanso?
Ngayon alam mo kung paano ikonekta ang mga tubo ng tanso sa maraming paraan. Kung ang anumang bagay tungkol sa pag-install ng tanso ay tila hindi malinaw sa iyo, maaari mong pag-aralan ang video sa pagtuturo. Sa prinsipyo, ang gawaing ito ay medyo simple at maaaring gawin nang nakapag-iisa, nang hindi gumagamit ng mga serbisyo ng mga propesyonal. trubygid.ru Paano ikonekta ang mga tubo ng tansoKoneksyon ng flare 2. Maglagay ng coupling sa pipe. May sinulid na koneksyon Ang angkop ay inihahanda; truba-info.ru Paano maghinang ng mga tubo ng tanso - paghihinang ng mga tubo ng tansoMga produktong pantubo gawa sa mga materyales na tanso at ang kanilang mga haluang metal ay hindi na mukhang bago sa aming mga sistema ng pag-init; bilang karagdagan, ang mga ito ay lalong matatagpuan ngayon sa mga modernong linya ng supply ng tubig at gas ng mga gusali ng tirahan at mga negosyong pang-industriya. Ang maaasahan at nababaluktot na mga produktong ito ay kasalukuyang malawakang ginagamit bilang mga kritikal na bahagi. makabagong sistema air conditioning at refrigeration unit ng iba't ibang profile. Tubong tanso Ang lahat ng ito ay sapat na upang gusto nating matutunan kung paano bumuo ng mga permanenteng koneksyon mula sa mga naturang produkto, o sa halip, upang maging pamilyar sa kung paano maghinang ng mga tubo ng tanso sa kalagayan ng pamumuhay. Ang katotohanan ay ang mga kilalang pamamaraan para sa pagkonekta ng mga tubo ng tanso ay ginamit sa loob ng mahabang panahon at kasangkot ang pagpapakilala ng isang espesyal na tunaw na komposisyon ng malagkit o panghinang sa contact zone. Ano ang lalong mahalaga na malaman kapag pinagkadalubhasaan ang proseso ng paghihinang mga tubo ng tanso ay ang maaasahang welding contact ay nakuha, bilang panuntunan, kapag ang temperatura ng pagkatunaw ng panghinang mismo ay bahagyang mas mababa sa punto ng pagkatunaw ng mga welded tubes. Napansin din namin na ang mataas na kalidad at maaasahang paghihinang ng mga tubo ng tanso gamit ang iyong sariling mga kamay ay mangangailangan ng tagapalabas na maging maingat lalo na kapag nagtatrabaho sa mga produktong hinangin, pati na rin ang ilang teoretikal na pagsasanay. Mga Bentahe ng Welded Copper ConnectionsHinang tansong tuboImposibleng hindi banggitin sa aming artikulo ang maraming ebidensya na higit pang nagpapatunay hindi maikakaila na mga pakinabang mga istrukturang tanso na ginawa ng hinang. Ang ganitong mga pagbanggit ay nagpapataas lamang ng patuloy na lumalagong pangangailangan para sa mga produkto na nakikilala sa pamamagitan ng isang buong hanay ng sapat natatanging katangian:
Bilang karagdagan, ang paggamit ng pinakabagong mga diskarte sa welding ay magbibigay-daan sa iyo upang makatipid sa ipinag-uutos na mga ekstrang bahagi ng pagpupulong tulad ng mga karaniwang adapter at fitting, na makabuluhang binabawasan ang kabuuang gastos ng produksyon welded pipe pagpainit. Mga pamamaraan at tool sa paghihinang ng copper pipe na ginamitKapag nagsasagawa ng mga espesyal na operasyon na may kaugnayan sa hinang mga blangko ng tubo ng iba't ibang diameters, ang mga sumusunod na kondisyon ng temperatura ay kadalasang ginagamit:
Upang gawing mas madaling ayusin ang mga pinagsamang tubo sa panahon ng proseso ng paghihinang, maaaring kailanganin mo ang sumusunod na tool:
Bilang karagdagan dito, tiyak na kakailanganin mo ang isang heat gun ng konstruksiyon, kung saan maaari mong init ang mga joints ng workpieces hanggang sa 650 degrees (pangunahing ginagamit kapag nagtatrabaho sa mga low-melting solders). Konstruksyon na hair dryer Ang pagkakaroon ng tulad ng isang heating-welding machine sa kasalukuyang tool kit ay magpapahintulot sa may-ari nito na napakadaling ayusin ang temperatura ng rehimen sa welding zone, pati na rin mapanatili ito sa pinakamainam na antas. Bilang karagdagan, ang isang malawak na hanay ng mga mapapalitang nozzle na kasama sa working kit ng welding device ay nagbibigay sa iyo ng kakayahang magdirekta ng daloy ng pinainit na hangin sa anumang lugar na maginhawa para sa iyo. Mga materyales na ginamit kapag naghihinang ng mga blangko ng tansoBago ang paghihinang ng mga tubo ng pagpainit gamit ang iyong sariling mga kamay, ang sinumang tagapalabas ay obligado lamang na lubusan na maging pamilyar sa mga nagtatrabaho na materyales na ginamit bilang mga thermal solders. Bilang karagdagan, dapat niyang malaman na ang lahat ng mga materyales na ito, ayon sa kanilang mga katangian ng refractoriness, ay nahahati sa mga solder ng matigas at malambot na mga kategorya. Mga panghinangPanghinangAng mga tinatawag na high-refractoriness solders sa labas ay kahawig ng mga pinahabang rod ng di-makatwirang profile at kadalasang ginagamit kapag kinakailangan na painitin ang metal sa soldering zone sa pinakamataas na posibleng temperatura (hanggang sa 900 degrees Celsius). Tinitiyak ng ganitong mga temperatura ang mataas na kalidad at maaasahang mga contact sa panghinang. Tandaan! Ang ganitong mga materyales sa paghihinang ay pangunahing ginagamit para sa pagkumpuni at pagpapanumbalik ng trabaho na isinasagawa sa mga kritikal na linya ng supply o para sa pagkumpuni ng mga pang-industriyang air conditioner at mga espesyal na kagamitan sa pagpapalamig. Ang pinaka-karaniwang mga kinatawan ng paghihinang mga solder ng klase na ito ay kinabibilangan ng self-fluxing copper-phosphorus compound, na nilagyan ng iba't ibang uri ng mga additives (tulad ng Cu94 P6 at Cu92 P6 Ag2). Ang halos hindi nakikitang 6% na pagdaragdag ng pilak o posporus ay magbibigay-daan sa iyo upang mabawasan temperatura ng pagpapatakbo pagkatunaw ng naturang solder hanggang sa 750 degrees. At ito ay ibinigay na ang aktwal na mga rate ng pagpapalawak ng mga materyales na ginamit ay halos eksaktong tumutugma sa mga para sa tanso, na nagsisiguro ng posibilidad na makakuha ng isang malakas at maaasahang koneksyon. Malambot na panghinang Ang mga solder, na colloquially na tinatawag na "malambot", ay nakuha ang kanilang pangalan dahil sa ang katunayan na ang mga ito ay ginagamit sa proseso ng mababang temperatura na pagproseso ng mga tubo ng tanso na ginawa sa mga domestic na kondisyon. Ang mga ito ay karaniwang ginawa sa anyo ng medyo manipis na mga wire at binuo batay sa naturang sikat mga kemikal na sangkap, ano ang tingga, lata, zinc o ang kanilang mga haluang metal na kilala nating lahat. Mga pagbabagoPaghihinang pagkilos ng bagayUpang gawing simple ang pamamaraan para sa paghihinang ng mga tubo ng tanso gamit ang iyong sariling mga kamay, espesyal na paste-like o kahit na mga likidong pormulasyon(tinatawag din silang fluxes). Mahalagang tandaan na kadalasan ang tagumpay o kabiguan ng operasyong isinagawa ay maaaring higit na nakasalalay sa karampatang pagpili ng isang partikular na pagkilos ng bagay. Tulad ng mga panghinang, ang mga materyales na aming isinasaalang-alang ay karaniwang nahahati din sa mga reagents na mababa ang temperatura (hanggang sa 450 degrees) at mga sangkap na kemikal na may mataas na temperatura na ginagamit sa paghihinang sa itaas ng 450 degrees. ganyan mga kemikal na komposisyon ay ginagamit para sa mga sumusunod na layunin:
Sa panahon ng proseso ng trabaho, ang panghinang, na pinainit sa kinakailangang temperatura, ay kumakalat nang pantay-pantay sa mga bahagi na ibebenta, na bumubuo ng isang maaasahang koneksyon. Matapos lumamig ang contact sa paghihinang, ang lahat ng labis na pagkilos ng bagay ay tinanggal lamang mula sa lugar ng pagproseso. VideoAng video na ito ay tungkol sa paghihinang ng mga tubo na may malambot na panghinang:
trubyinfo.ru Paano ikonekta ang mga tubo ng tanso | Lahat tungkol sa mga tuboAng pag-install ng mga pipeline ng tanso ay nangangailangan ng kakayahang ikonekta nang tama ang mga tubo at mga kabit. Pag-uusapan natin ito sa maikling artikulong ito. Ang mga tubo ng tanso ay maaaring ikonekta sa isang pagkabit nang hindi nasusunog ang dulo ng tubo. Ang bentahe ng naturang koneksyon ay maaari itong i-disassemble at muling buuin anumang oras. Kung saan hindi posible na magtrabaho kasama gas burner o imposibleng ganap na maubos ang tubig mula sa lumang tubo, ginagamit ang isang flared na koneksyon. Ang koneksyon na ito ay ginawa bilang mga sumusunod. Una sa lahat, ang dulo ng tubo ay naproseso upang ang ibabaw nito ay perpektong patag. Pagkatapos nito, ang isang pagkabit ay inilalagay sa pipe, at ang isang flaring cone ay nakadirekta sa pipe. Pagkatapos nito, dapat mong higpitan ang flaring clamp at dahan-dahang paikutin ang tornilyo nito. Dapat itong gawin hanggang ang anggulo ng pagpapalawak ng tubo ay umabot sa apatnapu't limang degree. Pagkatapos nito, kailangan mong i-unscrew ang tornilyo, paluwagin ang clamp at alisin ang flaring device mula sa pipe. Ngayon ang pagkabit ay maaaring ilipat patungo sa dulo ng tubo hanggang sa huminto ito at ang nut ay maaaring higpitan. Gayunpaman, mas madalas ang mga tubo ng tanso ay konektado sa bawat isa gamit ang mga kabit. Hindi tulad ng mga plastik na tubo, ang mga kabit sa mga tubo ng tanso ay hindi crimped, ngunit soldered. Ang ganitong paghihinang ay maaaring alinman sa mataas na temperatura o mababang temperatura. Sa unang kaso, ginagamit ang hard rod solder na may mataas na punto ng pagkatunaw. Sa kasong ito, ang pag-init ng mga tubo at mga kabit ay dapat gawin gamit ang acetylene o propane torches, dahil ang temperatura ng apoy nito ay napakataas. Ang mababang temperatura na paghihinang ay gumagamit ng malambot na panghinang sa anyo ng wire. Ang pag-init ay maaaring gawin gaya ng dati blowtorch. Sa pagsasagawa, ang mataas na temperatura na paghihinang ay ginagamit para sa mga socket joints, at ang mababang temperatura na paghihinang para sa mga fitting ay simple. Una, ang ibabaw ng tubo at angkop na ibinebenta ay nililinis ng oksido at pinahiran ng pagkilos ng bagay. Pagkatapos ay inilalagay ang isang angkop sa tubo at ang hinaharap na koneksyon ay pinainit hanggang sa punan ng tinunaw na panghinang ang puwang sa pagitan ng tubo at ng angkop. Dapat itong isipin na ang panghinang ay hindi dapat matunaw sa apoy ng burner, ngunit mula sa temperatura ng pinainit na metal. Pagkatapos ng paglamig, ang koneksyon ay nakakakuha ng mataas na lakas. Pagkatapos nito, ang natitira lamang ay alisin ang natitirang pagkilos ng bagay mula sa ibabaw. Ang mga sinulid na koneksyon ay ginagamit din sa mga pipeline ng tanso. Dapat silang hawakan nang may matinding pag-iingat, dahil ang mga sinulid na tanso ay maaaring tanggalin nang hindi man lang naglalapat ng labis na puwersa. Ang mga sinulid na koneksyon para sa mga tubo ng tanso ay palaging gumagamit ng isang ferrule, na idinisenyo upang ipamahagi ang pagkarga nang pantay-pantay sa buong lugar ng koneksyon. Ang gawaing ito ay ginagawa sa sumusunod na pagkakasunud-sunod. Una, ang dulo ng tubo ay naproseso, pagkatapos ay ang isang nut ng unyon ay inilalagay sa tubo, at ang isang crimp ring ay inilalagay sa pinakadulo. Pagkatapos ay ipinasok ang kabit sa tubo hanggang sa huminto ito at maingat na higpitan ang nut ng unyon. xn--80abcm9bmekkw.xn--p1ai Paano ikonekta ang mga tubo ng tanso - konstruksiyonPaano ikonekta ang mga tubo ng tanso Ang mga tubo ng tanso ay konektado kapag nag-aayos ng iba't ibang mga pipeline, gamit ang mga fitting at mga espesyal na pamamaraan. Kailangang malaman ng lahat kung paano ikonekta ang mga tubo ng tanso, dahil ang pagkuha ng isang maaasahang joint ay nangangailangan ng pagtugon sa ilang mga kundisyon. Koneksyon ng flare Ang mga malambot na tubo ng tanso ay madalas na konektado sa isang pagkabit kung saan naka-embed ang di-flared na dulo ng tubo. Hindi mahirap i-dismantle ang naturang joint, at pagkatapos ay madali itong maibalik. Kadalasan, ang pagkonekta sa mga tubo ng tanso na may flaring ay ginagamit kapag nagtatrabaho sa isang burner ay mapanganib at imposibleng ganap na maubos ang tubig mula sa lumang tubo. Ang pagkakasunud-sunod ng trabaho ay ang mga sumusunod: 1. Linisin ang dulo ng tubo. Sa kasong ito, kailangan mong alisin ang lahat ng mga scuffs. 2. Maglagay ng coupling sa pipe. 3. Ipasok ang tubo sa naka-calibrate na flaring hole. Pindutin ng mabuti diyan. Ang butas ay dapat na parehong diameter ng pipe mismo. I-install ang dulo ng pipe sa parehong antas o bahagyang nasa itaas ng clamping surface. 4. Ilagay ang device sa clamp. Simulan ang pagpihit ng tornilyo hanggang sa sumiklab ang kono sa dulo ng tubo sa isang anggulo na humigit-kumulang 45 degrees. 5. Alisin ang tubo mula sa naka-calibrate na butas. Pagkatapos ay kailangan mong dalhin ang pagkabit malapit sa mga flared na gilid. I-wrap ang mga coupling thread gamit ang sealing tape at higpitan ang nut. Koneksyon gamit ang mga kabit Ang pagkonekta ng mga tubo ng tanso na may mga kabit ay binabawasan ang mga gastos sa paggawa sa panahon ng pag-install, ang oras na kinakailangan upang makumpleto ang trabaho, at ginagarantiyahan ang kalidad ng koneksyon, dahil walang pagbawi ng metal. Ang mga tubo ng tanso na may mga kabit ay madalas na konektado sa pamamagitan ng paghihinang ng maliliit na ugat, na batay sa epekto ng capillary. Mayroong dalawang uri ng paghihinang mga tubo ng tanso: Mataas na temperatura na paghihinang. Para sa pamamaraang ito, ginagamit ang mga refractory solder rod. Ang propane at acetylene torches ay ginagamit upang magpainit ng mga tubo; Mababang temperatura na paghihinang. Ang pamamaraang ito ay gumagamit ng malambot na mga solder na pinagsama sa mga coils. Para sa paghihinang na ito, sapat na ang apoy mula sa isang regular na blowtorch. Walang mga espesyal na pagkakaiba sa dalawang pamamaraan na ito, ngunit ang mataas na temperatura na paghihinang ay ginagamit para sa socket joints ng mga tubo, at ang mababang temperatura na paghihinang ay ginagamit para sa mga koneksyon na may mga kabit kung saan ang solder ay pinagsama. Ang angkop na paraan ng koneksyon ay ang mga sumusunod: Ang isang angkop ay inilalagay sa flux-coated pipe: Ang koneksyon ay pinainit ng isang tanglaw hanggang sa matunaw ang panghinang at isara ang puwang sa pagitan ng angkop at ng tubo; Ang istraktura ay pinalamig, at pagkatapos ay ang panlabas na paglilinis ay isinasagawa gamit ang mga espesyal na ahente ng paglilinis para sa tanso. Pagkatapos nito, ang tubo ay handa nang gamitin. May sinulid na koneksyon May sinulid na koneksyon ang mga tubo ng tanso ay nababawasan at ginagamit ang mga espesyal na ferrule. Kung may pangangailangan para sa pagtatanggal-tanggal, ang singsing ay kailangang palitan. Ang ganitong uri ng koneksyon ay ginawa tulad ng sumusunod: Una, gupitin ang isang piraso ng tubo sa kinakailangang haba; Kung ang mga tubo na may PVC insulation ay ginagamit, kailangan mong alisin ang insulating layer mula sa dulo ng pipe na may matalim na kutsilyo at alisin ang mga burr na nabuo pagkatapos ng hiwa na may isang file; Ang angkop ay inihahanda; Ang isang union nut ay inilalagay sa pipe, pagkatapos ay isang release ring ay ilagay sa; Ang nut ay dapat na screwed sa maayos - sa una ito ay nakabukas sa pamamagitan ng kamay, kapag ito ay naging imposible na gawin ito, ang isang wrench ay ginagamit. Sa panahon ng operasyon, pinipiga ng nut ang tubo at ang joint ay selyadong. fix-builder.ru Ang pamamaraan ay batay sa pagtaas ng maliliit na ugat ng likido (natunaw na panghinang) kasama ang pinakamanipis na puwang sa pagitan ng mga dingding ng mga tubo. Mayroong dalawang uri ng paghihinang ng mga tubo ng tanso: mababang at mataas na temperatura na paghihinang. Ang pagkakaiba sa paghihinang ay higit sa lahat ay nakasalalay sa temperatura ng pagkatunaw ng panghinang. Para sa mataas na temperatura na paghihinang, ang mga refractory rod solders ay ginagamit, para sa mababang temperatura na paghihinang, ang mga malambot na solder na pinagsama sa mga coils ay ginagamit. Alinsunod dito, ang acetylene at propane torches ay ginagamit upang magpainit ng mga tubo sa panahon ng mataas na temperatura na paghihinang, kung minsan ay sapat ang apoy mula sa isang blowtorch. Maaaring gamitin ang mataas na temperatura na paghihinang para sa lahat ng uri ng mga kable na tanso, kabilang ang mga kolektor pag-init ng araw, kung saan ang mga tubo ay maaaring magpainit hanggang sa 250°C, ang mababang temperatura na paghihinang ay mas hinihingi sa mga tuntunin ng mga temperatura ng pagpainit ng tubo, gayunpaman ito ay matagumpay na ginagamit sa mainit na supply ng tubig at mga sistema ng pag-init. Walang mga pagkakaiba sa disenyo sa mga ganitong uri ng paghihinang, gayunpaman, ang mataas na temperatura na paghihinang ay mas madalas na ginagamit para sa mga socket joints ng mga tubo, at ang mababang temperatura na paghihinang ay ginagamit para sa mga koneksyon sa tubo na may mga fitting na may solder na natunaw sa kanila, bagaman ang iba pang paraan sa paligid ay posible rin. Para sa pag-install ng mga pipeline ng tanso, tatlong uri ng mga tubo ang ginagamit: malambot (R 220), semi-hard (R 250) at mahirap (R 290). Ang tensile strength sa MPa (N/mm²) ay iminungkahi bilang tigas (stiffness) parameter. Ang mga malambot na tubo ay ibinebenta na pinagsama sa mga coil, ang mga semi-hard at hard pipe ay ibinebenta bilang mga tuwid na baras. Pangunahing pagkakaiba sa mga ganitong uri ng tubo, ito ang presyon ng transported medium na kayang tiisin ng mga tubo. Ang mga matitigas na tubo ay maaaring makatiis sa pinakamataas na presyon (290 N/mm²), ang pinakamababa - malambot (220 N/mm²). Ang presyon na nilikha sa apartment at kahit na mga cottage pipeline ay maaaring matagumpay na mapaglabanan ng alinman sa mga tubo na ito. At kung kailangan mong bumuo ng isang steam boiler house o mini-production, pagkatapos ay hindi mo magagawa nang walang mga kalkulasyon at pagguhit ng isang proyekto, ngunit iyon ay isa pang paksa. Para sa socket soldering (Fig. 36), ang malambot, semi-hard o hard copper pipe na may pre-annealed na dulo ay ginagamit. Gamit ang isang expander, ang isang dulo ng tubo ay binibigyan ng hugis ng isang socket, katulad ng saksakan ng mga tubo ng alkantarilya ay ipapasok dito; Dapat alalahanin na kapag ang pagsusubo sa mga dulo ng solidong mga tubo, inilalabas mo ang metal at ang tubo sa junction ay nakakakuha ng mga katangian. malambot na tubo. Ang sitwasyong ito ay dapat isaalang-alang kapag nagdidisenyo ng pipeline batay sa pamantayan ng presyon. kanin. 36. Pagkonekta ng mga tubo ng tanso na may socket na paghihinang Upang makagawa ng isang socket, kailangan mong gamitin lamang ang mga ulo sa expander na idinisenyo para sa isang ibinigay na diameter ng pipe, pagkatapos ay ang diameter ng socket ay awtomatikong bahagyang mas malaki kaysa sa panlabas na diameter ng pipe. Karaniwan, ang agwat sa pagitan ng mga panloob na dingding ng socket at ang mga panlabas na dingding ng tubo na ipinasok sa socket ay humigit-kumulang 0.2 mm. Tinitiyak ng puwang na ito na ang tinunaw na panghinang ay "hinatakin" at ibinahagi nang pantay-pantay sa kabuuan loobang bahagi socket sa anumang posisyon ng pipe. Sa madaling salita, ang mga tubo ay maaaring ibenta sa anumang posisyon, kahit na ang socket pababa, ang capillary gap sa pagitan ng mga tubo ay "sipsipin" pa rin ang tinunaw na panghinang sa sarili nito, na pantay na ipapamahagi sa ibabaw ng lugar ng paghihinang. Ang paggamit ng "tamang" expander head ay 80% ng tagumpay ng paghihinang - ang puwang sa pagitan ng mga tubo at ang lalim ng socket ay itinakda ng tool na ito. Ngayon, ang mga tagagawa ng pipe ay gumagawa ng mga yari na kasangkapan at mga kabit, kung saan ang mga socket ay nagawa na (Larawan 37). Ang paggamit ng naturang mga bahagi ay ginagawang mas mahal ang pipeline, ngunit ganap na inaalis ang "human factor" na naroroon sa panahon sariling produksyon kampana na may expander. 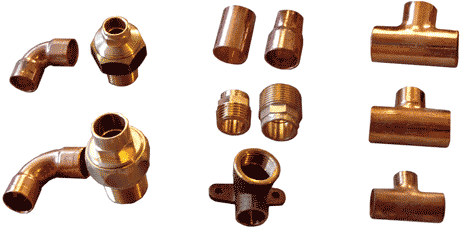 kanin. 37. Mga kabit na gawa sa tanso at mga haluang metal nito para sa paghihinang ng socket kanin. 37. Mga kabit na gawa sa tanso at mga haluang metal nito para sa paghihinang ng socket Ang mga tubo sa lugar ng panghinang ay pinahiran ng pagkilos ng bagay (Larawan 38), na magsisilbing pampadulas para sa panghinang at "etch" (paglilinis ng metal) para sa tanso. Para sa mataas na temperatura na paghihinang na may pilak o tansong panghinang, ang borax ay ginagamit bilang isang pagkilos ng bagay. Hinahalo ito sa tubig hanggang sa makakuha ng malapot na slurry. Ang flux ay inilalapat nang walang labis lamang sa pipe collar na ikokonekta sa fitting o socket, at hindi sa loob ng fitting o socket. Pagkatapos mag-apply ng flux, inirerekumenda na agad na tipunin ang mga bahagi upang maiwasan ang mga dayuhang particle na makarating sa basang ibabaw. Kung sa ilang kadahilanan ang paghihinang ay nangyayari nang kaunti mamaya, kung gayon mas mabuti para sa mga bahagi na maghintay para sa sandaling ito na nasa articulated form. Inirerekomenda na paikutin ang tubo sa fitting o socket, o, sa kabaligtaran, ang fitting sa paligid ng axis ng pipe, upang matiyak na ang flux ay pantay na ipinamamahagi sa puwang ng pag-install at pakiramdam na ang tubo ay umabot sa huminto. Pagkatapos ay kailangan mong alisin ang nakikitang mga residu ng flux mula sa panlabas na ibabaw ng tubo na may basahan.   kanin. 38. Flux coating at paghihinang ng mga tubo kanin. 38. Flux coating at paghihinang ng mga tubo Para sa paghihinang mga tubo ng tanso, ginagamit ang mga solder rod na may diameter na 3 mm na gawa sa mga haluang metal na tanso at pilak o tanso. Pagkatapos gawin ang socket o kapag gumagamit ng isang yari na angkop na may socket, ang mga tubo ay ipinasok sa bawat isa. Ang punto ng koneksyon ay pinainit sa lahat ng panig na may propane o acetylene torch. Ang pag-init ay isinasagawa hanggang ang solder rod na dinala at pinindot sa socket ay nagsimulang matunaw. Sa pagkuha ng karanasan, ang oras ng pag-init ng mga tubo ay tinutukoy ng pagbabago sa kulay ng tubo - hanggang sa makamit ang isang "pulang glow". Ang mga sinulid na fitting para sa pagkonekta sa mga ito sa iba pang mga pipeline o plumbing fixtures ay gawa sa tanso at tanso at nangangailangan ng mas mahabang oras ng pag-init kapag naghihinang. Upang matukoy ang pagkonsumo ng panghinang sa bawat koneksyon, kadalasang ginagamit ang sumusunod na paraan: ang solder rod ay baluktot sa hugis ng letrang L, na ginagawang bahagyang mas malaki ang liko kaysa sa diameter ng socket. Sa sandaling ang lugar ng paghihinang ay pinainit sa kinakailangang temperatura, ang panghinang ay pinindot laban sa puwang sa pagitan ng socket at ang tubo na ipinasok dito at inilipat sa paligid ng tubo, nang hindi humihinto sa pag-init ng kasukasuan. Ang panghinang ay natutunaw at dumadaloy sa puwang. Kailangan mong i-fuse ang buong baluktot na dulo ng panghinang sa puwang, hindi hihigit at hindi bababa. Ang isang pagtaas sa pagkonsumo ng panghinang ay humahantong sa katotohanan na maaari itong tumagas sa puwang at matunaw ang panloob na cross-section ng mga tubo; Kapag naghihinang ng mga tubo, dapat mong obserbahan ang mga pangunahing pag-iingat sa kaligtasan para sa pagtatrabaho sa bukas na apoy. Kailangan mong magtrabaho sa mga guwantes na canvas, mas mabuti kasama ang isang katulong, na hinahawakan ang tubo mula sa lugar ng pag-init. Kapag nagtatrabaho nang mag-isa, gumamit ng mga clamp upang pansamantalang i-secure ang mga tubo. Pagkatapos ng paglamig, ang yunit ay handa nang gamitin - ito ang pinaka-maaasahang koneksyon ng mga tubo ng tanso at hindi kumplikado. Ang karanasan ng paghihinang mga tubo ng tanso ay mabilis na dumarating, at para sa mga nakakaalam na ng mga diskarte sa pag-welding ng gas, agad itong nauunawaan. Totoo, upang mapainit ang mga tubo kailangan mo ng kagamitan sa gas welding. Minsan (para sa mga koneksyon sa paghihinang ng maliliit na diyametro) maaari mong gamitin ang mainit na hangin ng isang malakas na hair dryer, gamit ang isang nozzle na naglilimita sa kono ng mainit na hangin upang mas mabilis ang pag-init. Ang isa pang paraan ng pag-init nang walang apoy ay mga de-koryenteng contact device. Sa panlabas ay magkahawig sila malalaking sipit na may mapagpapalit na mga ulo ng tanso upang mapaunlakan ang mga tubo na may iba't ibang diyametro. Sa pagkumpleto ng paghihinang ng yunit o ang buong pipeline, dapat itong hugasan upang palayain ang mga panloob na cavity mula sa mga residu ng flux. Tulad ng nabanggit na, ang pagkilos ng bagay ay gumagana hindi lamang bilang isang pampadulas para sa panghinang, kundi pati na rin bilang isang etchant para sa tanso, iyon ay, sa esensya ito ay isang agresibong ahente ng oxidizing. At kung gayon, kung gayon ay wala nang ibang magagawa sa loob ng mga tubo; Alisin ang pagkilos ng bagay mula sa panlabas na ibabaw ng mga tubo na may basahan. Ang paghihinang ng butt ng mga pipeline ay hindi pinahihintulutan. Kung ito ay kinakailangan upang ikonekta ang mga bahagi end-to-end, pagkatapos pipe ay hindi soldered, ngunit welded. Sa prinsipyo, halos ang parehong mga operasyon ay ginaganap tulad ng sa mataas na temperatura na paghihinang, maliban na ang paggamit ng pagkilos ng bagay ay hindi kinakailangan, at ang pagpainit ng mga tubo at mga kabit ay nadagdagan sa temperatura ng pagkatunaw ng metal. Para sa mababang temperatura na paghihinang, ginagamit ang mga fitting na may solder na pinagsama sa kanila. Sa panlabas, ang mga ito ay ang parehong mga kabit para sa socket soldering, ngunit ang isang sinturon ay pinalabas sa ibabaw ng socket (Larawan 39), kung saan ang mga tagagawa ay nagbuhos ng solder sa yugto ng pagmamanupaktura ng mga kabit. Ang angkop ay maaaring punan ng parehong refractory at low-melting solder, salamat sa kung saan ang parehong uri ng paghihinang ay maaaring maisagawa. Gayunpaman, kadalasan, ang mababang-natutunaw na panghinang ay ibinubuhos sa mga kabit, kaya ang mga koneksyon sa naturang mga kabit ay inuri bilang mga mababang temperatura na panghinang.  kanin. 39. Ang mga kabit na may panghinang ay natunaw sa kanila kanin. 39. Ang mga kabit na may panghinang ay natunaw sa kanila Ang teknolohiya para sa pagkonekta ng mga tubo ng tanso gamit ang mga fused solder fitting ay mas simple kaysa sa paggamit ng mga conventional fitting. Ang mga tubo at mga kabit ay pinoproseso sa eksaktong parehong paraan tulad ng inilarawan sa itaas. Ang mga tubo ay pagkatapos ay ipinasok sa mga fitting o couplings. Ang mga kabit ay pinainit ng apoy ng isang blowtorch o ang mainit na hangin ng isang hair dryer ang panghinang na naka-embed sa mga fitting ay natutunaw at kumakalat sa kahabaan ng socket, na naghihinang ng mga bahagi (Larawan 40). Iyan ang buong teknolohiya: idikit ang nalinis at flux-treated na bahagi sa isa't isa, pinainit ang assembly gamit ang isang blowtorch at hayaan itong lumamig.  kanin. 40. Pagkonekta sa mga tubo ng tanso na may mga kabit na may panghinang na natunaw sa kanila kanin. 40. Pagkonekta sa mga tubo ng tanso na may mga kabit na may panghinang na natunaw sa kanila Ang koneksyon ng mga tubo ng tanso gamit ang mababang temperatura na paghihinang ay maaaring gamitin para sa lahat ng uri ng pamamahagi ng tubo ng sambahayan, maliban sa mga pipeline na may mataas na temperatura(mga 150–250°C), na sa isang ordinaryong bahay Hindi maaaring. |



















Sikat:

Bago
- Face of Winter Poetic Quotes para sa mga Bata
- Aralin sa wikang Ruso "malambot na tanda pagkatapos ng pagsisisi ng mga pangngalan"
- Ang Mapagbigay na Puno (parabula) Paano makabuo ng isang masayang pagtatapos sa engkanto na The Generous Tree
- Lesson plan sa mundo sa paligid natin sa paksang “Kailan darating ang tag-araw?
- Silangang Asya: mga bansa, populasyon, wika, relihiyon, kasaysayan Bilang kalaban ng pseudoscientific theories ng paghahati ng sangkatauhan sa mas mababa at mas mataas, pinatunayan niya ang katotohanan
- Pag-uuri ng mga kategorya ng pagiging angkop para sa serbisyo militar
- Malocclusion at ang hukbo Malocclusion ay hindi tinatanggap sa hukbo
- Bakit mo pinangarap ang isang patay na ina na buhay: mga interpretasyon ng mga libro ng pangarap
- Anong mga zodiac sign ang mga taong ipinanganak sa ilalim ng Abril?
- Bakit ka nangangarap ng isang bagyo sa mga alon ng dagat?




