Mga seksyon ng site
Choice ng mga editor:
- Kapag dumating ang bata. Kalendaryo ng lunar. Ang mga yugto ng buwan. Mga araw ng lunar
- Ang ganitong iba't ibang mga kalapati: mga pangalan ng mga lahi ng mga kalapati
- Sino ang isang siyentipikong pampulitika? Propesyon "siyentipiko pampulitika". Saan ka nag-aaral upang maging isang siyentipikong pampulitika? Sino ang isang scientist na pampulitika at ano ang ginagawa niya
- Spinning para sa mga nagsisimula - ang mga patakaran para sa pagpili ng gear, lures, diskarte sa pangingisda
- Spinning para sa mga nagsisimula - ang mga patakaran para sa pagpili ng gear, lures, diskarte sa pangingisda
- Bakit cramps binti sa tubig
- Kakulangan ng mga sustansya
- Ang tisyu ng thyme herbs upang makapagpahinga ng kalamnan
- Maikling sandali ang pilosopiya ng sinaunang India
- Crown of celibacy: ano ito?
Advertising
|
\
Mga Doktor \
Para sa teknolohiya at guro ng paggawa
Kapag ginagamit ang mga materyales ng site na ito - at paglalagay ng banner-MANDATORY !!! Mga materyales na ipinadala ni Glebov A.A. guro ng teknolohiya at pagsasanay sa paggawa ng Munisipal na Pagpapatatag ng Pang-edukasyon ng Munisipalidad na "Veselolopansk Secondary School" Aralin bilang 17-18.Ang pagmamarka ng mga kahoy na blangko.Layunin:turuan ang mga mag-aaral kung paano markahan ang mga bahagi ng kahoy. Kagamitanmga kahoy na blangko, mga guhit, mga kasangkapan sa pagmamarka (lapis, pinuno, parisukat, mga compass, kapal, mga template, atbp.). Aralin I. Pag-uulit ng materyal na sakop. 1. Pag-uusap sa: "Ano ang layunin ng ruta. "Ano ang tinatawag na blangko? "Ano ang tinatawag na isang teknolohikal na operasyon? 2. Komunikasyon ng paksa at layunin ng aralin. II. Pahayag ng materyal na programa. 1. Panimula sa paksa ng aralin. Guro. Mayroon ka bang materyal mula sa kung saan nais kong gumawa ng isang produkto ng ipinanganak. Mayroong mga tool upang magsimula: lagari, pagbabarena, pagmamarka, atbp. "Posible bang magpatuloy? "Makakakuha ka ba ng isang solid, kalidad, magandang trabaho? "Bakit? (Nakikinig ang mga estudyante.) Mga Guys, upang maipasok ang anumang ipinaglihiyong negosyo at makakuha ng isang produkto na gusto ang mata, matugunan ang mga kinakailangang sukat at tamang pagproseso ng teknolohikal, kailangan mong maingat na isaalang-alang ang lahat. Saan sa palagay mo dapat magsimula? (Mga mahuhulaan na sagot mula sa mga mag-aaral.) Bago ang paggawa ng bahagi ng nais na hugis, markahan ito gamit ang mga tool sa pagsukat at pagmamarka. Isulat kung ano ang ibig sabihin ng salitang "markup". Markup - ito ang aplikasyon ng mga linya ng tabas sa workpiece. Kapag nagmamarka ng mga parihabang bahagi, ginagamit ang isang namumuno at isang parisukat. Ipinakita ng guro ang mga pamamaraan ng rektanggulo na pagmamarka. (Tingnan ang Mga Appendice, Fig. 17.)
2. Ang pagkakasunud-sunod ng mga pagkilos markup. 1 .Hanggang sa pagmamarka, ang isa sa mga gilid ng workpiece ay pinutol o pinutol nang eksakto sa isang tuwid na linya. 2 . Ang mga linya ng pagmamarka ng Pallallel ay maaaring gawin sa isang kapal. (Tingnan ang Mga Appendice, Fig. 18, 19.)
3. Gamit ang isang kumpas, ang mga bilog at mga arko ay iginuhit sa minarkahang workpiece. Pagkatapos ay minarkahan ang sentro. 4. Ang radius ay naantala sa namumuno. 5 . Sa isang ipinagpaliban radius, ang isang bilog ay iguguhit. Isaalang-alang ang isang espesyal na uri ng markup, na template markup. Ginagamit ang pagmamarka ng template kung kinakailangan upang makagawa ng maraming magkaparehong bahagi ng kumplikadong hugis. Ang mga pattern para sa magkaparehong bahagi na ito ay gawa sa kahoy, metal, plastik. Ano sa palagay mo ang ginagampanan ng mga pattern sa pangkalahatang proseso ng pagmamanupaktura? (Mga sagot ng mag-aaral.) Pinapayagan ka ng pagmamarka ng template na mabilis at tumpak na iguhit ang ninanais na hugis ng bahagi. Ipinakita ng guro ang pamamaraan ng markup ayon sa pattern. III.Praktikal na gawain. Pagkamit ng mga gawain: 1. Gamit ang mga tool sa pagmamarka, markahan ang mga blangko ng workpiece ayon sa mga guhit na iminungkahi ng guro. 2. Markahan ang workpiece ayon sa template na iminungkahi ng guro. IV. Buod ng aralin. Pagtatasa ng praktikal na gawain ng mga mag-aaral. Minarkahan ng guro ang pinakamahusay na gawain. Aralin bilang 17-18.Pagmamarka ng WOODEN PREPARATIONSNagustuhan mo ba ito? Salamat sa amin, mangyaring! Libre ito para sa iyo, ngunit isang malaking tulong sa amin! Idagdag ang aming site sa iyong social network:(pagkakasunud-sunod at trick) Mayroong dalawang uri ng pagmamarka: a) draft - para sa pagputol ng mga board, beam sa draft (blangko) na mga blangko, kung saan ang pagmamarka ay isinasagawa gamit ang isang tiyak na margin sa haba, lapad at kapal; b) pagtatapos - para sa pagproseso ng mga blangko upang makakuha ng mga bahagi na ang mga sukat ay ibinibigay ng mga guhit. Ang magaspang na pagmamarka ay idinisenyo upang madagdagan ang kapaki-pakinabang na ani ng mga workpieces. Walang mataas na hinihingi sa kawastuhan ng magaspang na pagmamarka, kaya ginagawa ito gamit ang mga template o isang pinuno na may malambot na lapis. Ang pagtatapos ng pagmamarka ay isinasagawa gamit ang kinakailangang katumpakan gamit ang mga bar ng scale ng metal na may scale na dibisyon ng 1 o 0.5 mm at isang matulis na lapis 2T-4T o isang metal awl (manunulat). Ang manunulat ay lalong angkop para sa pagmamarka ng mga barnisan na ibabaw. Bago magpatuloy sa pagmamarka, kinakailangan upang suriin ang kalidad ng mga blangko na pinili ng amin para sa pagmamarka, upang ihambing ang mga laki sa mga ipinahiwatig sa pagguhit. Markahan ang harap na may isang kulot na linya, pag-uri-uriin ang mga blangko sa mga pangkat. Ang bawat pangkat ay dapat maglaman ng mga blangko na minarkahan nang magkasama (pagmamarka ng pangkat, halimbawa, mga talahanayan ng talahanayan), o hiwalay (indibidwal na pagmamarka). Alamin ang pagkakasunud-sunod ng pagpapatakbo ng pagguhit ng mga marka sa paggana. Pagkatapos ang mga workpieces na minarkahan muna sa lahat ay inilalagay sa workbench ng workbench. Ang mga harap na panig ng mga workpieces ay dapat na naka-orient sa isang direksyon, bilang isang panuntunan - sa direksyon ng manggagawa. Ang pagkakasunud-sunod ng mga marking mark: a) transverse, b) lobar (paayon), c) nakakiling (sa isang anggulo), d) mga bilog at pag-ikot. Bago ilapat ang mga marking mark, isinasagawa ang isang breakdown, i.e. mag-apply ng marka sa pinuno ng scale sa anyo ng mga tuldok o stroke. Ang breakdown ay palaging nagsisimula mula sa pagsukat ng base, na, bilang isang panuntunan, ay ang gilid o mukha ng workpiece, o, sa wakas, lalo na para sa panganib na ito. Kapag naghahati, ang bilang ng mga pansamantalang laki ay dapat mabawasan hangga't maaari at, kung posible, ang isang pagsukat ay dapat gawin mula sa isang base. Sa madaling salita, hindi dapat isagawa ang pagkasira sa pamamagitan ng pagdaragdag ng laki sa laki (puwit), na humahantong sa akumulasyon ng kabuuang error, ngunit sa pamamagitan ng paghahati ng isang malaking segment (hindi nagbabago sa panahon ng pagkasira) sa mga mas maliit na naaayon sa pagguhit. Ang mga transverse panganib ay inilalapat gamit ang isang lapis sa parisukat, kung saan inilalagay ang pinuno ng parisukat sa harap na bahagi ng workpiece (karaniwang ito ang gilid), at ang bloke ng parisukat ay pinindot laban sa iba pang harap na bahagi ng workpiece at ang panganib ay inilapat gamit ang isang lapis. Kapag ang mga marka ng pagguhit, ang batayan ng parisukat ay dapat magsinungaling sa workpiece kasama ang buong haba nito, at ang lapis ay dapat magkaroon ng isang double slope - ang isa sa gilid ng tagapamahala at ang iba pa sa direksyon ng pagguhit ng linya. Ang peligro ay magiging kahanay sa namumuno at malinaw na nakikita kung: a) ang lapis ay umaangkop sa tagapamahala, b) ang pinuno ay umaangkop sa obra, c) ang lapis ay patas nang patas, d) ang peligro ay iguguhit nang may tiwala, matatag, ngunit isang beses lamang. Ang mga marka ng pagmamarka ay inilalapat din gamit ang isang makapal at isang suklay, at ang mga panganib ay inilalapat kasama ang suklay kapwa sa mga paayon at nakahalang direksyon, pati na rin sa mga eroplano sa pagtatapos. Maaari mong gabay ang mas makapal at magsuklay sa iyong sarili at sa iyong sarili, habang ang lalim ng mga gasgas ay dapat na nasa saklaw ng 0.3 - 0.5 mm Ang mga inclined na panganib ay isinasagawa ng mga tatsulok, isang walang kapararakan, isang maliit na pinuno ng scale o mga pattern. Ang pamamaraan ay katulad ng kapag nag-aaplay ng mga transverse scribbles. Ang gawain ng kumpas ay malinaw sa lahat. Sasabihin lamang namin na ang sentro ng mga lupon ay minarkahan ng patayo na mga panganib na isinagawa mula sa harap na panig sa tulong ng isang scale na pinuno o gage sa ibabaw. Ang mga kinakailangan sa pagmamarka ay natutukoy sa pamamagitan ng katumpakan at pagsunod sa pagguhit. Ang katumpakan ng pagmamarka sa isang pinuno ng scale ay dapat na nasa saklaw ng 0.25 - 0.5 mm. Kapag pinagsama ang mga workpieces, isinagawa ang paghahambing na kontrol, i.e. ang isa sa mga minarkahang blangko ay maingat na sinuri gamit ang pagguhit, na minarkahan bilang isang sample. Sa hinaharap, ginagamit ito para sa pagmamarka at kontrol. Paksa ng Aralin: "Pagmamarka ng mga kahoy na blangko" Mga Layunin ng Aralin:
  STRUKTUR NG TATULONG TONG
 Dokumentasyon ng graphic
 Markup - ito ang aplikasyon ng mga linya ng tabas sa workpiece.  RIDDLES 1. Gustung-gusto ko ang direkta At ang linya mismo. Gumawa ng isang tuwid na linya Tumutulong ako sa lahat. 2. Isang tuwid na linya, well, iguhit mo mismo! Ito ay isang mahirap na agham! Kapaki-pakinabang dito ... 3. Ang mata ay hindi makakatulong, Kailangan ko ang eksaktong sukat para sa akin. Kung kinakailangan, maglagay ng mga tag Sa tulong ng ...  Mga tool sa pagmamarka at pagsukat
 
1. Bago ang pagmamarka, ang isa sa mga gilid ng workpiece ay na-off o i-cut nang eksakto sa isang tuwid na linya. Ang gilid na ito ay tinatawag na base layer. 2. Ang mga linya ng pagmamarka ng paralel ay maaaring gawin gamit ang isang mas makapal.  Pamamaraan sa Markup 3. Gamit ang isang kumpas, ang mga bilog at mga arko ay iginuhit sa minarkahang workpiece. Pagkatapos ay minarkahan ang sentro. 4. Ang radius ay naantala sa linya. 5. Ang isang bilog ay iginuhit kasama ang ipinagpaliban radius.  Ang pagmamarka ng pagputol ng board Mga Batas sa Harmonization   Mapa ng teknolohiya № p / p Sequence ng mga operasyon Larawan ng graphic Bumuo ng isang pagguhit. Pumili ng isang blangko mula sa playwud 10-12 mm makapal at markahan ang balangkas ng produkto. Mga tool at fixtures Pagguhit, template, lapis  Mga Takdang Aralin 1. Ang pagtatayo ng pagguhit. 2. Gamit ang mga tool sa pagmamarka, markahan ang mga blangko ng workpiece ayon sa template.  Organisasyon sa lugar ng trabaho
 Mga dahilan para sa kasal a) hindi tumpak ng tool sa pagsukat; b) hindi pagsunod sa mga diskarte sa markup; c) walang pag-iingat sa manggagawa.  Takdang-aralin
Paghahanda para sa markup. Bago magpatuloy sa pagmamarka, maingat na suriin ang workpiece: para sa mga shell, basag, basag na sulok at iba pang mga depekto. Pagkatapos ang workpiece ay nalinis ng dumi at alikabok. Susunod, pag-aralan nila ang pagguhit ng hinaharap na bahagi nang detalyado at binabalangkas ang pagkakasunud-sunod ng pagmamarka: matukoy kung anong mga posisyon ang mai-install sa bahagi sa plato at kung anong mga linya ng pagmamarka ng pagkakasunod ay ilalapat. Upang piliin ang tamang landas ng pagmamarka, kinakailangan na malinaw na kumakatawan sa layunin ng minarkahang bahagi, nito. papel sa kotse. Samakatuwid, bilang karagdagan sa pagguhit ng minarkahang bahagi, kinakailangan din na pag-aralan ang pagguhit ng pagpupulong at maging pamilyar sa teknolohiya ng pagmamanupaktura ng bahagi. Pagpili ng base kapag nagmarka. Ang tamang pagpili ng base kapag ang pagmamarka ay tumutukoy sa kalidad ng pagmamarka. Ang pagpili ng mga marking marking ay nakasalalay sa mga tampok ng disenyo at teknolohiya ng pagmamanupaktura ng bahagi. Ang base ay napili, ginagabayan ng mga sumusunod na patakaran: kung ang workpiece ay may hindi bababa sa isang naproseso na ibabaw, kinuha ito bilang batayan; kung hindi lahat ng mga ibabaw ay naproseso, kung gayon ang hindi naproseso na ibabaw ay kinuha bilang batayan; kung ang panlabas at panloob na ibabaw ay hindi naproseso, kung gayon ang panlabas na ibabaw ay mas mabuti na kinuha bilang base; ang lahat ng mga sukat ay inilalapat mula sa isang ibabaw o mula sa isang linya na kinuha bilang isang base. Matapos mabuo ang base, ang pamamaraan ng pagmamarka, lokasyon at pag-install ng bahagi na minarkahan sa kalan, ay natutukoy, at ang mga kinakailangang tool sa pagmamarka ay napili. Ang pag-install ng workpiece sa isang screed. Bago i-install ang workpiece sa minarkahang plato, ang mga lugar ng workpiece kung saan ilalagay ang mga panganib na ilalapat ay pininturahan ng tisa, pintura, barnisan o tanso na sulpate. Kapag ang pag-install lamang ang unang posisyon ng workpiece sa plato ay independyente, at lahat ng iba pang mga posisyon ay nakasalalay sa una. Samakatuwid, ang unang posisyon ng workpiece ay dapat mapili upang maginhawa upang simulan ang pagmamarka mula sa ibabaw o linya ng sentro, na kinunan bilang batayan. Ang workpiece ay naka-install sa plato hindi sa isang di-makatwirang posisyon, ngunit sa isang paraan na ang isa sa mga pangunahing axes nito ay kahanay sa ibabaw ng marking plate. Mayroong karaniwang tatlong tulad axes sa workpiece: sa haba, lapad at taas. Ang mga malalaking bahagi na hindi maaaring i-turn over ay minarkahan sa tulong ng mga gabay sa ibabaw at pagmamarka ng mga parisukat. Itakda ang kapal sa eskrador at. paglipat nito, gumuhit ng mga linya ng pagmamarka. Mga Marking Mga Panganib. Para sa spatial layout ng mga workpieces, pahalang, patayo, at hilig na mga panganib ay dapat mailapat. Ang mga pangalang ito ng mga marka ay pinangalagaan pagkatapos i-on ang workpiece sa proseso ng pagmamarka. Kung, halimbawa, ang mga panganib sa paunang posisyon ng workpiece ay gaganapin nang pahalang, pagkatapos kahit na sila ay naging patayo pagkatapos na i-on ang workpiece 90 ° upang walang pagkalito, patuloy silang tinatawag na pahalang. Bilang karagdagan sa mga pangunahing marka ng pagmamarka, kahanay sa kanila sa layo na 5 - 7 mm, ang mga panganib sa control ay isinasagawa gamit ang isang may kulay na lapis, na nagsisilbi upang i-verify ang pag-install ng workpiece sa panahon ng karagdagang pagproseso, pati na rin para sa pagproseso sa mga kaso kung saan nawala ang peligro. Kapag ang pagmamarka sa plato, ang mga pahalang na panganib ay iguguhit gamit ang isang reimbursement na nakatakda sa naaangkop na sukat. Ang Reysmass ay inilipat kahanay sa ibabaw ng plate ng eskriba, bahagyang pinindot ito kasama ang base nito sa plato. Sa kasong ito, ang karayom \u200b\u200bng gauge ay dapat na idirekta nang direkta sa minarkahang ibabaw sa direksyon ng paggalaw sa isang anggulo ng 75 - 80 °. Pindutin ang karayom \u200b\u200bsa workpiece nang pantay-pantay. Mayroong tatlong mga paraan ng pagmamarka ng mga vertical na eskriba: pagmamarka ng parisukat, gage sa ibabaw at pag-on ng workpiece sa pamamagitan ng 90 °, kapal ng gage mula sa pagmamarka ng mga kahon nang hindi pinihit ang workpiece. Ang mga naka-linya na linya ay inilalapat sa isang tagasulat sa pamamagitan ng pag-on ng bahagi kasama ang isang protractor na naka-install sa kinakailangang anggulo. Ang pagmamarka na may paghahati ng ulo (rotary marking table design S.V. Lastochkina) (Fig. 303). Ang pag-ikot ng talahanayan 7 na may T-grooves 8 para sa paglakip ng mga blangko ay may paa ng 360 °. Ang isang three-jaw chuck ay maaaring mai-mount sa ito upang i-center at salansan ang cylindrical workpieces. Ang anggulo ng pagkahilig ng axis 7 ng talahanayan ay binibilang gamit ang sektor 2 na may sukat na 3 sa pamamagitan ng 180 ° at Vernius 5 na matatagpuan sa bevel ng window ng pabahay 6. Sa talahanayan, posible ang pagmamarka ng mga blangko ng mga bahagi ng iba't ibang mga hugis. Sa kasong ito, ang three-jaw chuck ay tinanggal, at ang workpiece ay naayos na may mga espesyal na clamp na naka-install sa T-grooves. Para sa tumpak at mabilis na pag-install ng mga anggulo sa bawat degree, ang mga espesyal na fixture ay ibinibigay sa kabit 4 na pag-ikot na nauugnay sa parehong mga axes ng pag-ikot. Ang pagmamarka ng mga cylindrical na bahagi. Ang workpiece ay naka-install sa plato sa isa o dalawang prismo at suriin ang horizontality ng generatrix ng cylindrical na ibabaw na may kaugnayan sa ibabaw ng marking plate (Fig. 304, a). Ang mga maiikling bahagi ng cylindrical ay naka-mount sa isang prisma. Ang pagmamarka ng keyway sa roller ay dapat gawin sa mga sumusunod na pagkakasunud-sunod: suriin ang pagguhit; suriin ang workpiece; linisin ang mga minarkahang spot sa roller; pintura na may tanso sulpate ang dulo ng mukha (Fig. 304, 6) ng roller at bahagi ng gilid ng gilid na kung saan ang mga panganib ay ilalapat; hanapin ang sentro sa dulo sa tulong ng isang tagahanap ng sentro (o isang reysmass); i-install ang roller sa isang prisma at suriin ang pahalang nito; mag-apply ng isang pahalang na linya sa dulo ng roller (Fig. 304, a) na dumadaan sa gitna; iikot ang roller 90 ° at suriin ang verticalidad ng iginuhit na linya sa parisukat; mag-apply ng isang pahalang na linya sa dulo ng mukha na may isang muling pag-ikot; gumuhit ng isang linya sa gilid ng gilid ng roller; gumuhit ng dalawang linya sa gilid ng gilid na naaayon sa lapad ng keyway, at sa dulo hanggang sa lalim ng uka; i-on ang roller na may mga pangunahing panganib sa itaas at gumuhit ng isang linya sa dulo na nagpapahiwatig ng lalim ng keyway, iguhit ang mga contour ng keyway. Ang pagmamarka sa modelo ay ginagamit sa kaso ng pagsusuot o pagbasag ng bahagi at sa kawalan ng isang pagguhit para sa paggawa ng bago. Sa mga nasabing kaso, ang sample ay isang pagod o sirang bahagi. Kung ang bahagi ay flat, pagkatapos pagkatapos ng masusing paglilinis ay inilalagay ito sa workpiece at ang pagmamarka ng mga linya ay inilapat kasama nito ng isang stroke. Sa mga pagkakataong ito ay imposible na magpataw ng isang sample sa isang workpiece, naka-install ito sa tabi nito at ang lahat ng mga sukat ay ililipat mula dito sa workpiece na may kapal na metro. Kapag nagsasagawa ng mga sukat mula sa isang ispesimen, dapat isinasaalang-alang ang pagsusuot ng ispesimen (lumang bahagi), at dapat itong suriin kung nasira, warped, basag na mga tab, atbp.
Ang pagmamarka sa lugar ay isinasagawa sa mga kaso kung saan, sa pamamagitan ng likas na katangian ng mga kasukasuan, kinakailangan upang mag-ipon ng mga bahagi sa lugar. Upang gawin ito, markahan ang isa sa mga bahagi, mag-drill hole sa loob nito; sa pangalawang bahagi, ang mga butas ay drilled pagkatapos ng application ng una, na kung saan ay isang uri ng template na may paggalang sa pangalawa. Mga diskarte sa markup na may talino. Kapag nagtatrabaho sa isang kapal ng kapal, ang bawat pag-install ng isang manunulat sa taas ay nangangailangan ng maraming oras. Kapag minarkahan ang isang batch ng magkaparehong mga bahagi, maraming mga kapal ay ginagamit na pre-set sa isang tiyak na sukat. Ang manunulat ay dapat na mai-install sa isang tiyak na posisyon nang isang beses lamang, at pagkatapos ay sunud-sunod na ilipat ang mga ito sa lahat ng mga minarkahang blangko. Paminsan-minsan, dapat i-tsek ang pag-install ng manunulat. Kung ang locksmith ay may isang pulutong lamang, mas inirerekomenda na ilipat mo muna ang isang hanay ng laki sa lahat ng mga workpieces (Fig. 305), pagkatapos ang pangalawa, pangatlo, atbp. Mga aparato ng coordinate-marking. Ang batayan ng mga aparatong ito ay ang paraan ng coordinate, na nagbibigay-daan sa isang elemento ng geometric (halimbawa, isang minarkahang balangkas) na matukoy na kamag-anak sa iba (halimbawa, ang base ng pag-install ng isang bahagi) gamit ang mga numero. Ang mga aparatong ito ay unibersal, makabuluhang pabilisin ang markup, dagdagan ang katumpakan nito at pagiging produktibo sa paggawa. Ang coordinate marking machine model na VE-SHA ay idinisenyo para sa paunang pagsukat at pagmamarka ng mga bahagi ng hull (castings). Na may mababang mga kinakailangan ng kawastuhan, ang makina ay maaaring magamit upang masukat ang mga paglihis ng mga pangunahing mga geometric na mga parameter (diameters, distansya sa gitna, mga anggulo, mga posisyon ng axis, paralelismo, patayo, atbp.) Ng mga machined na bahagi. Ang machine ay may kasamang isang flat turntable na malayang naka-mount sa ibabaw ng kalan. Ang bahagi na minarkahan o sinusukat ay naka-mount sa faceplate ng turntable at itinakda sa pamamagitan ng pag-aayos ng mga jacks at i-on ang faceplate. Ang paglipat ng pahalang na karwahe na may isang paninindigan at pag-on ang plate plate na may bahagi sa panahon ng pagsukat at pagmamarka ay maaaring isagawa nang manu-mano o gamit ang mga de-koryenteng motor. Ang hanay ng mga tool sa pagmamarka at pagsukat ay may kasamang mga probes na may spherical tips, isang tagapagpahiwatig, mga espesyal na compass, mga cutter na puno ng tagsibol na may mga may hawak na nagbibigay-daan sa iyo upang hawakan at gumuhit ng mga linya o bilog sa iba't ibang mga ibabaw ng casting at tapos na mga bahagi. Ang makina ay nilagyan ng isang digital na aparato sa pag-print at isang keyboard computing machine. Sa mga panel ng mga aparato ng digital na indikasyon, posible na masukat ang dalawang beses sa dami ng pag-aalis (diameter), itakda ang mga paunang zero sample sa anumang posisyon ng pagsukat ng mga node, pati na rin ang isang hanay ng mga set basic coordinates. Ang paggamit ng mga sistemang ito ay nagpapadali sa pagproseso ng mga resulta ng pagsukat, pinapadali ang pagsukat ng diameter at tinitiyak na ang sentro ay matatagpuan nang walang kumplikadong mga kalkulasyon. Karamihan sa mga uri ng pagmamarka ay maaaring matagumpay na gumanap sa coordinate drilling machine, maraming mga modelo kung saan ay batay sa maginoo na bench-top drilling machine. Ang mga nasabing makina ay nilagyan ng mga cross calipers na may mga limbs at nonius, na pinapayagan ang paglipat ng talahanayan sa pamamagitan ng isang paunang natukoy na halaga sa dalawang magkatulad na direksyon na magkakasunod, na kinakailangan kapag nagmamarka sa coordinate system. Nagbibilang ng mga aparato. Kapag nagmamarka, ang isa ay kailangang gumawa ng iba't ibang mga kalkulasyon sa matematika: kalkulahin ang mga haba ng mga chord na naaayon sa naibigay na mga anggulo ng sentral, hatiin ang mga bilog sa iba't ibang mga bilang ng mga bahagi, malutas ang mga parihabang tatsulok, maghanap ng mga function ng trigonometriko, matukoy ang mga coordinate ng mga puntos ng linya ng intersection ng iba't ibang mga ibabaw, atbp Ang paggamit ng pagbilang at paglutas ng mga aparato ay nagdaragdag. kahusayan at kalidad ng trabaho. Ang mga aparato ng coordinate-marking at mga aparato sa pagkalkula ng pagkalkula ay inilarawan nang detalyado sa isang espesyal na pampanitikan *. Kasal na may markup. Ang pinakakaraniwang uri ng pag-aasawa sa spatial na pagmamarka ay ang hindi tumpak na sanhi ng: hindi tama at hindi tumpak na pag-install ng minarkahang bahagi; hindi pagsunod sa mga patakaran para sa pagpili ng mga marking marking; hindi pagsunod sa kawastuhan ng pagmamarka alinsunod sa mga sukat ng pagguhit; malfunctioning marking tool. * ( B. Ya. Miroshnichenko. Ang mga modernong tool at fixtures para sa mga tagagawa ng mga tagagawa ng makina. M., Mechanical Engineering, 1972. G. M. Desheva, V. Ya. Miroshnichenko, S. V. Lastochkin. Directory ng scribbler-tagabuo ng makina. P., Mashgiz, 1962.) Preview:Buod ng aralin ng GEF ng ikalawang henerasyon. Teknolohiya grade 5. Bilang 5 Mapa mapa ng aralin Impormasyon tungkol sa guro: Buts Denis Aleksandrovich Baitang: 5 Teksto (CMD): N.V. Tit, V.D. Simonenko Tema ng aralin: " Ang pagmamarka ng mga kahoy na blangko. Mga uri ng control at pagsukat at pagmamarka ng mga tool na ginamit sa paggawa ng mga produktong kahoy. P.R. Ang pagmamarka ng mga kahoy na blangko; mga paraan upang magamit ang mga kasangkapan at pagmamarka ng mga tool». Uri ng Aralin: Pinagsama Kagamitan: kagamitan sa Multimedia.Mga tool sa pagmamarka.Teksto ng teknolohiya V.D. Simonenko. Inaasahang Resulta
Mga pangunahing konsepto: pagmamarka, base layer, base gilid, stock, pattern. Pag-uudyok sa entablado 1 (pagpapasiya sa sarili sa aktibidad) -org. sandali, lumikha ng isang problema sa pamamagitan ng pagpapakita ng isang slide na may imahe ng pagmamarka ng mga tool at pagkakasunud-sunod ng pagmamarka ng bahagi mula sa kahoy. Tanong: Anong mga tool para sa pagmamarka ng mga blangko ng kahoy na alam mo? Bakit nagsisimula ang markup ng workpiece mula sa base layer o mula sa base edge?
Upang ma-update ang kaalaman, isang maikling pag-uusap ang gaganapin sa mga mag-aaral, ang input kung saan nagtanong sa mga sumusunod na katanungan: Paano markahan ang mga bahagi na may mga curved contour? (Cognitive UUD - upang makakuha ng bagong kaalaman sa proseso ng pagmamasid at pangangatuwiran) Ano ang isang allowance? - (regulasyon UUD - independiyenteng piliin ang stock sa workpiece.) Bakit kadalasang nakatalaga ang stock ng allowance hanggang 5mm, at halos 10mm kapag lagari? - (cognitive UUD - tamang pagpili ng allowance). Upang ma-update ang kaalaman, ang isang pag-uusap ay gaganapin sa mga mag-aaral kung saan ang mga sumusunod na katanungan ay tatanungin: 1. Ano ang isang kapal? (Cognitive UUD - upang makakuha ng bagong kaalaman sa proseso ng pagmamasid at pangangatuwiran) 2. Ano ang ginamit na kapal ng gauge? (Regulasyon UUD - nakapag-iisa na itakda ang tinukoy na laki). 3. Ano ang base layer? (Cognitive UUD - upang maghanap at piliin ang kinakailangang impormasyon para sa paglutas ng problema sa pagsasanay sa isang aklat-aralin, encyclopedia, at Internet.) Pagbubuo ng paksa ng aralin. Ano sa palagay mo ang matututunan natin ngayon? Napag-alaman ang mga pananaw ng mga bata, nililinaw ng guro kung paano tama at sa kung anong mga tool ang minarkahan ang workpiece, at ipinapakita din ang pagkakasunud-sunod ng pagmamarka ng mga detalye (pag-update ng kaalaman ng mag-aaral, regulasyon ng UUD - setting ng layunin) Praktikal na gawain Inayos ng guro ang pag-update ng mga pamamaraan para sa pag-aaral ng mga aksyon na sapat upang makabuo ng bagong kaalaman. Pagkilos ng pagsubok (gawain) - Pagmamarka. Isa - minarkahan ng isang namumuno at isang parisukat na lapis Ang pangalawa - mga marka na may sukat sa ibabaw at panukalang tape Pangatlo - ilapat ang mga marka gamit ang isang compass at isang template (Komunikasyon ng UUD - pakikipagtulungan, gumaganap ng iba't ibang mga tungkulin sa pangkat) Sinusuri ng guro ang tama ng gawain, na kinikilala ang mga paghihirap sa aksyon sa pagsubok. Pag-aayos ng kahirapan: Maling paggamit ng mga tool para sa pagmamarka ng mga workpieces (mga paraan upang malutas ang problema) Malayo sa kahirapan: Muli, ipinakita ng guro kung paano tama markahan ang workpiece sa tulong ng pagmamarka ng mga kasangkapan, sa gayon pag-aayos ng mga mag-aaral upang siyasatin ang sitwasyon ng problema (UUD - komunikasyon, magkasanib na solusyon sa problema) 3. Pagninilay ng mga gawaing pang-edukasyon Sa yugtong ito ng pagbubuod ng aralin, tatanungin ng guro ang mga bata ng mga katanungan, sinasagot kung saan maaari niyang hatulan ang asimilasyon ng materyal na ito. Mga Tanong: - Ano ang isang allowance? Anong bagong kaalaman ang natanggap mo para sa iyong sarili? Ang kaalaman ba na nakuha ngayon ay maging kapaki-pakinabang sa buhay? Inalok ng guro ang mga batang lalaki upang suriin ang kanilang gawain sa aralin. (UUD personal - isang sapat na pag-unawa sa mga dahilan ng tagumpay / pagkabigo sa mga gawaing pang-edukasyon.) Bahay. gawain : Markahan ang workpiece. |




| Basahin: |
|---|
Popular:

Bago
- Paano matukoy ang mga puntos ng kardinal
- Gaano karaming mga kabuuang relihiyon sa mundo ang pangunahing
- Listahan ng iba't ibang relihiyon ng mga tao sa mundo
- Hudaismo bilang pambansang relihiyon ng mga Hudyo
- Simbolismo, Utos, at Kakanyahan
- Mga kaswalti ng tao sa unang digmaan Chechen
- Tsart ng Natal 13 03. Astrolohiya. Tsart ng Natal: pagbabasa ng hinaharap ng mga bahay at planeta
- Budismo: pangunahing mga ideya at dogmas
- Ang mga pangunahing tampok ng Budismo
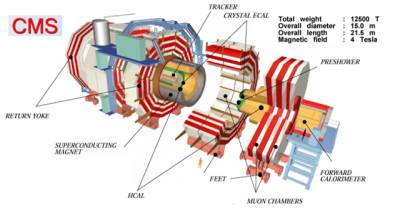
- Malaking Hadron Collider Buck