| 다양한 크기의 재료. 측정되지 않은 피팅은 저층 건설에 가장 적합한 옵션입니다! 파이프 다중도 |
|
비용에 관계없이 1 년 미만의 직원, 서비스 수명에 관계없이 단위당 최대 100 배의 월간 임금 및 최대 50 배 크기의 예산 조직). 더욱이 이 기록은 실비로 하고, 징수는 소매가로, 때로는 몇 배에 달하는 금액으로 한다. 수집 가격의 재료 비용과 실제 비용의 차이는 특별 부외 계정에 기록됩니다. 금액이 징수됨에 따라 차액은 주 예산 수입에 반영됩니다. 생산량 지표의 역학에 대한 주요 왜곡 효과는 제품의 다른 재료 소비에 의해 발휘된다는 기존 의견을 고려할 때 제품 유형에 대한 민간 효율성 지표의 가장 큰 편차는 일반적인 효율성 수준에서 가정 할 수 있습니다. 기업 전체는 물질 효율성의 모든 지표, 특히 판매된 제품의 양을 기준으로 계산된 지표 측면에서 관찰됩니다. 실제로 분석된 거의 모든 공장에서 자재 사용에 있어 공장 전체에 대한 일반 수준과 민간 효율성 지표의 편차는 일반적으로 고정 생산 자산을 사용하는 효율성보다 작은 것으로 나타났습니다. 심지어 노동력. 수익률 (효율)의 차이는 1000 루블입니다. 다양한 유형의 제품을 생산할 때 재료 비용은 거의 2-3 배에 도달하고 생산 자산 비용 측면에서는 크기의 4-6 배에 이릅니다. 기계 제작 공장에는 자재를 절단하는 특수 조달 상점이 있습니다. 그러한 상점이 없거나 조직이 비효율적 인 경우 가공 공장에 절단 부서가 할당됩니다. 재료를 자를 때 큰 중요성가지다 올바른 적용여러 측정 및 표준 크기의 재료, 반환 및 복구할 수 없는 폐기물 양의 최대 감소, 더 작은 부품을 만들어 폐기물 사용 가능, 불완전한 재료, 절단 중 불량품 제거. K.r.m.의 증가 및 결과적으로 폐기물의 감소는 측정 및 다중 크기의 주문에 의해 촉진됩니다. 다양한 크기의 부품 및 제품을 절단할 때 복잡한 구성 K를 증가시키기 위해, r.m. EMM 및 컴퓨터 기술을 사용합니다. 가장 중요한 요구 사항인 to-rym은 Z.-s를 준비할 때 안내되어야 합니다. a) 확장된 전용 공급 자금 범위에 대한 제품 주문 수량의 엄격한 준수 및 그룹 명명의 각 항목에 대한 체결된 공급 계약 b) 주문 범위의 현재 표준, 기술 . 조건, 카탈로그 및 체결된 공급 계약은 물론 가장 진보적인 유형의 제품, 측정 및 다양한 크기의 재료 등의 사용을 확대하는 것이 중요합니다. c) 확립된 주문 표준 준수 및 운송 배송 요금의 정확한 회계 d) 정기적인 소비와 함께 시간 배달에 의해 주문된 제품의 균일한 배포 또는 사용 조건과 관련하여 필요한 사전(단일 침투 또는 페이지에서)으로 배달의 적시성 보장 e) 필요한 모든 데이터의 가용성 및 정확성 이 주문에 대한 수하인 및 지불인에 대한 정보, 주문의 특별 조건에 대한 추가 요금을 고려하여 가격 및 주문 금액의 정확한 표시. 주문한 재료의 성능 및 다중성 - 재료 크기(길이 및 너비)와 블랭크 크기의 적합성, 토호이 재료에서 얻어야 합니다. 측정된 여러 재료의 순서는 해당 부품 또는 제품의 특정 정수 수의 공작물을 사용하여 단일 공작물의 추정 치수 및 다중 측정값에 따라 엄격하게 수행됩니다. 측정된 재료는 소비자 공장을 예비 절단(절단)에서 자유롭게 하므로 절단을 위한 낭비와 인건비가 완전히 제거됩니다. 여러 재료를 블랭크로 절단할 때 최종 낭비 없이(또는 최소한의 낭비로) 절단할 수 있으므로 그에 따라 재료가 절약됩니다. 동일한 크기의 블랭크로 개별 절단할 때, 블랭크 치수의 길이와 너비의 배수인 치수의 시트 재료 또는 롤에서 절단된 시트의 소비율은 시트의 중량을 나눈 몫으로 결정됩니다. 시트에서 잘라낸 공백의 정수만큼. 테이블 데이터. 4는 근로자를 위한 경제적 인센티브를 위한 자금으로 산업을 제공하는 데 있어 상당한 차별화를 나타냅니다. 1980년 물질장려금에 따르면 그 차이는 5배였으나 1982년 1월 1일부터 물가조정에 따른 물가규제에도 불구하고 1985년에는 3배로 줄었다. 사회 및 문화 행사 및 주택 건설을위한 기금 측면에서 이러한 기금의 최소값과 최대 값의 비율은 1980 년 1 루블이었습니다. 임금 1 4.6, 고용 1당 - 1 5.0. 1985년에는 유사한 지표가 각각 1·3.4와 1·4.1이었다. 임업, 목공, 펄프 및 제지 산업과 같은 산업과 건축 자재 산업에서 재료 인센티브 기금의 규모는 보너스 지급의 "민감도 한계" 미만이었습니다. 특정 연구에 기반한 문헌에서 얻을 수 있는 추정치는 임금과 관련하여 10~15%입니다. 첫 번째 포스트의 좌표를 (xj7 y, 여기서 1 좌표계는 p 포스트와 (m - p) 소스를 고려합니다. 우리는 포인트 (xj y ()를 중심으로 한 원을 k 개의 동일한 섹터로 분할하여 각 크기가 섹터 v = 360 / k는 연감 "고도 기상 관측 자료. 파트 1"에 출판된 Ostankino 텔레비전 타워의 고지대 기상 관측소에서 풍향 측정의 불연속성의 배수였습니다. 원의 위쪽(북쪽) 지점에서 시계 방향으로 섹터를 계산합니다. , y) 첫 번째 섹터 1에 속합니다. 기업에서 개발된 공급 계획은 자재 절약, 폐기물 및 2차 자원 사용, 다양한 측정된 크기의 제품 수령, 필수 프로필 및 기타 여러 활동(초과 및 미사용 재고, 분산 조달 등)을 목표로 하는 조치를 반영합니다. 측정 및 다중 재료는 기계 제작, 공장용 압연 철 금속 공급 조직에 널리 사용됩니다. 측정 및 다중 압연 제품을 사용하면 일반 상업용 크기의 압연 제품과 비교하여 금속 중량의 5 ~ 15 %를 절약 할 수 있습니다. 운송 엔지니어링에서 이 절감 효과는 훨씬 더 크며 공장마다 10~25%까지 다양합니다. 여러 측정 길이의 재료 주문 가능성을 결정할 때 원본의 조인트 (결합) 절단으로 다른 작은 부품의 블랭크를 얻기 위해 정상적인 크기의 절단 막대 또는 스트립에서 최종 폐기물을 사용할 가능성을 고려해야 합니다. 재료. 이러한 방식으로 치수 또는 다중성에 대한 추가 비용 없이 압연 금속의 활용률을 크게 높일 수 있습니다. 프로파일 압연 제품, 파이프, 스트립 등의 재료에 대한 현재 가격 목록(1967)은 혼합 길이(특정 한계 내에서 길이 변동 포함) 재료의 가장 저렴한 공급, 정밀하게 측정된 표준 길이의 더 비싼 공급, 그리고 마지막으로 제공합니다. , 비표준 측정 길이(또는 주어진 크기의 배수) 길이의 가장 비싼 공급. 가격 상승은 재료의 종류에 따라 다르지만 일반적인 추세는 같습니다. 재료 비용을 높이고 제조 공장의 작업을 복잡하게 만드는 것 외에도 주문의 전문화는 명명법과 개별 배송 로트 수의 증가를 수반하여 공급을 크게 복잡하게 만들고 재고 크기를 증가시킵니다. 이 지출 항목에는 장비 수리를 위한 거의 모든 예비 부품 공급이 포함됩니다. 건축 자재, 경제활동에 필요한 자재 및 물품, 소화기, 구급상자, 사무기기 및 컴퓨터용 소모품, 문구류, 생활화학제품, 가구 등 최저임금의 50배 미만인 물품(채산시점) 신청 - 5,000 루블) 또는 항목 비용에 관계없이 1 년 미만의 서비스 수명. 절단 문제(UT 문제)는 일반적으로 선형 계획법이나 정수 계획법으로 해결되는 복잡한 원자재 사용 문제의 특수한 경우입니다. 일반보기절단의 모든 방법에 의해 소비되는 재료(막대 등)의 시트 수를 나타내는 선형 형태의 최소값을 찾는 데 필요하므로 공식화할 수 있습니다. 여러 크기의 재료 참조 치수 재료 (예비 재료) - 치수가 부품 및 공작물의 치수와 일치하는 재료.M m 주문의 효율성은 공작물 절단 작업을 제거하여 절단 중 생산 낭비를 완전히 제거하는 것으로 구성됩니다. M m을 공급하면 공급자가 추가 요금을 부과합니다. 여러 크기의 재료도 참조하십시오. CUTTING(재료)(재료 utting) - 판재(유리, 합판, 금속 등)에서 부품 및 블랭크를 얻는 과정 P는 판재 면적의 가장 합리적인 사용과 생산 낭비의 최소화를 고려하여 만들어집니다. 절단 문제, 다양한 크기의 재료 해당 용어가 언급된 페이지 보기 다양한 크기의 재료: 물류(1985) - [사실상 어떤 산업도 파이프 없이는 할 수 없습니다. 시멘트 또는 모래와 함께 파이프는 모든 건설 현장에서 변하지 않는 속성입니다. 그들은 의약, 가구 제조, 항공기, 선박, 자동차 및 자동차 제조에 사용됩니다. 파이프는 액체 또는 기체 물질을 운반할 때 대체할 수 없습니다. 이러한 각 영역에는 길이를 포함하여 다양한 매개변수의 파이프가 사용됩니다. 파이프의 종류파이프는 이음매 없는 것, 용접된 것 및 모양의 세 가지 큰 그룹으로 나뉩니다. 각각의 특징에 대해 이야기해 봅시다. 원활한 파이프그들은 구조의 무결성으로 구별됩니다. 이러한 이유로 파이프는 높은 하중을 견딜 수 있습니다. 이음매없는 파이프는 냉간 압연과 열간 압연의 두 가지 유형으로 나뉩니다. 냉간 압연... 외경, 벽 두께 및 길이는 각각 5–250 mm, 0.3–24 mm 및 1.5–11.5 m입니다. 높은 표면 청결도와 정확한 기하학적 매개변수가 특징입니다. 냉간 압연 파이프는 항공, 우주 비행, 의학, 내연 기관, 연료 장비, 원자력 및 발전소의 증기 보일러, 가구 제조에 사용됩니다. 열간압연... 그들은 외경, 벽 두께 및 길이가 28–530 mm, 2.5–75 mm 및 4–12.5 m일 수 있으며 거친 표면과 낮은 정확도로 구별됩니다. 냉간 압연 제품보다 더 단단합니다. 열연 파이프는 화학 및 광업, 보일러 플랜트 제조 및 가정용 수도관 설치에 사용됩니다. 전기 용접 파이프이 유형의 파이프의 특징은 구조에 용접 이음새가 있다는 것입니다. 직선 및 나선형 솔기로 나뉩니다. 직선 솔기 파이프외경, 벽 두께 및 길이는 각각 10–1420 mm, 1–32 mm 및 2–12 m일 수 있습니다. 보통 압력으로 파이프 라인을 설치할 때 가장 자주 사용됩니다. 나선형 파이프그들은 외경, 벽 두께 및 길이가 159-2520mm, 3.5-25mm 및 10-12m로 생산되며 난방 본관 및 수도관 건설에 사용됩니다. 그들은 210 기압 이하의 고압에서 작동하는 데 사용됩니다. 프로파일 파이프프로파일 파이프는 이음매가 없고 전기 용접되며 단면이 정사각형, 직사각형 또는 타원형입니다. 외형 치수 사각 파이프 10 ~ 180mm, 벽 두께 - 1-14mm 및 길이 - 1.5-12.5m 직사각형 단면의 제품은 10 × 15 ~ 150 × 180mm 치수, 벽 두께 1 ~ 12mm 및 길이 ~ 1.5 ~ 12.5 m. 두 가지 유형의 파이프가 건설에 사용됩니다. 건물 구조: 프레임, 기둥, 기둥, 트러스, 계단 및 바닥. 타원형 섹션이 있는 제품은 난간, 벽난로 격자, 가정 및 사무용 가구 제조와 같은 장식 목적으로 더 많이 사용됩니다. 치수는 3 × 6 ~ 22 × 72mm, 벽 두께는 0.5 ~ 2.5mm, 길이는 1.5 ~ 12.5m입니다. 파이프 길이나열된 모든 유형의 파이프에 대한 표준은 제조에 대한 세 가지 옵션을 나타냅니다.
각 매개변수에 대해 표준은 상한 및 하한을 지정합니다. 제조업체는 제조 과정에서 이러한 요구 사항을 준수합니다. 때로는 "나머지가 있는 측정된 길이" 또는 "나머지가 있는 측정된 길이의 배수"라는 공식이 있습니다. 이것은 일부 파이프가 필요한 것보다 길다는 것을 의미합니다. 제조업체는 항상 전체 배송 배치 중 제품의 어느 부분(백분율)이 이러한 편차를 가질 것인지 규정합니다. 비디오는 파이프 절단 작업이 수행되는 방법을 보여줍니다.
결론길이는 파이프의 주요 매개변수 중 하나입니다. 측정된 값, 측정되지 않은 값 및 측정된 값의 배수의 차이를 알면 주문을 보다 정확하게 공식화하고 불필요한 비용을 피할 수 있습니다. 제조의 주요 재료는 다양한 등급의 탄소와 합금강, 알루미늄 및 그 합금, 황동 및 구리. 주요 구성 요소에 따라 여러 유형의 금속 원이 구별됩니다. 이러한 품종과 구성 성분의 비율은 표 1에 나와 있습니다. 기술 문서
샷 포인트의 밀도(또는 소위 버스트 밀도), KB는 PV/km 2 또는 마일 2의 수입니다. KV, 채널 수, KK 및 폴트의 OCT 크기와 함께 폴트가 완전히 결정됩니다(2장 참조). X min은 "케이지" 개념에 설명된 대로 조사에서 가장 큰 최소 오프셋(LMOS라고도 함)입니다. 그림 참조. 1.10. 얕은 수평선을 등록하려면 작은 Xmin이 필요합니다. 최대 X X max는 촬영 방법과 패치 크기에 따라 달라지는 최대 연속 기록 오프셋입니다. X max는 일반적으로 패치 대각선의 절반입니다. (외부 여기 소스가 있는 패치는 다른 형상을 갖습니다). 깊은 지평을 등록하려면 큰 X 최대값이 필요합니다. X min 및 X max에 의해 결정된 오프셋의 수는 각 빈에서 보장되어야 합니다. 비대칭 샘플링에서는 수신 라인에 평행한 최대 오프셋과 수신 라인에 수직인 오프셋이 다릅니다. 마이그레이션 기울기(마이그레이션 후광이라고도 함) 3D 마이그레이션으로 얻을 수 있는 렌더링 품질은 2D에 비해 3D가 갖는 가장 중요한 장점 중 하나입니다. 마이그레이션 후광은 3D 측량에 대해 추가해야 깊은 지평이 마이그레이션될 수 있도록 하는 프레임 영역의 너비입니다. 이 너비는 관심 영역의 모든 면에 대해 동일할 필요는 없습니다. 다중 원뿔 접힌 원뿔은 완전히 접을 수 있도록 추가된 표면적입니다. 마이그레이션 후광의 바깥쪽 가장자리에서 일부 접힘 감소를 허용할 수 있기 때문에 접힌 원뿔과 마이그레이션 후광 사이에 일부 겹침이 있는 경우가 많습니다. 그림 1.9는 방금 논의한 몇 가지 용어를 이해하는 데 도움이 될 것입니다. RLP(수신선 사이의 거리)와 RLV(폭발선 사이의 거리)가 360m라고 가정하면, IPP(수신점 사이의 간격)와 IPV(가진점 사이의 간격)는 60m, 빈 치수는 30 * 30m입니다. 셀(2개의 평행한 리시버 라인과 수직인 발사 라인으로 구성됨)은 대각선을 갖습니다. Xmin = (360 * 360 + 360 * 360) 1/2 = 509m Xmin 값은 셀의 중심인 빈에 기록될 가장 큰 최소 오프셋을 결정합니다. 참고: 소스와 싱크를 일치시키는 것은 좋지 않습니다. 상호 추적은 접기를 추가하지 않습니다. 나중에 살펴보겠습니다. 노트: 기획 및 디자인 설문조사 디자인디자인을 예술로 만드는 많은 입력과 제약 조건에 따라 달라집니다. 수신 및 여기 라인의 분석은 예상 결과를 고려하여 수행해야 합니다. 고려해야 할 다양한 매개변수의 미로를 이해하려면 몇 가지 경험적 규칙과 지침이 중요합니다. 현재 지구 물리학자는 사용 가능한 소프트웨어로 이 작업을 지원합니다. 3D 조사 설계 결정 테이블. 모든 3D 촬영에는 7가지 주요 매개변수... 접기, 빈 크기, Xmin을 결정하기 위해 다음 결정 테이블이 제공됩니다. Xmax, 마이그레이션 후광, 면적 축소 및 레코드 길이. 이 표에는 3D 설계에서 결정해야 하는 주요 매개변수가 요약되어 있습니다. 이러한 매개변수는 2장과 3장에 설명되어 있습니다. § 다중도 2장 참조 § 빈 크기 § 마이그레이션 후광 3장 참조 § 다양성 감소 § 레코드 길이 표 2.1 3D 측량 설계를 위한 결정 테이블.
일직선 기본적으로 수신 및 여기 라인은 수직서로 관련하여. 이 배열은 측량 및 지진 조사원에게 특히 편리합니다. 단락 번호를 붙이는 것은 매우 쉽습니다. 방법을 예로 사용 일직선수신 라인은 그림 1과 같이 동서로, 수신 라인은 남북으로 될 수 있습니다. 2.1 또는 그 반대. 이 방법은 현장에서 확산되기 쉽고 필요할 수 있습니다. 추가 장비촬영 전과 작업 중 확산을 위해. 해당 수신 라인 사이의 모든 소스가 처리되고 수신 패치가 한 라인 이동되고 프로세스가 반복됩니다. 3D 퍼짐의 일부는 위쪽 그림(a)과 더 자세히 아래쪽 그림(b)에 나와 있습니다. 2, 3, 4장의 목적을 위해 우리는 이 매우 일반적인 확산 방법에 집중할 것입니다. 다른 방법은 5장에 설명되어 있습니다.
쌀. 2.1a. 직선 설계 - 일반 계획
쌀. 2.1b. 직선 디자인 - 배율 다수 누적 다중도는 하나의 총 트레일로 수집되는 트레이스의 수입니다. bin OST당 중간점 수입니다. "접기"라는 단어는 "접기", "접기 DMO" 또는 "접기"의 맥락에서도 사용할 수 있습니다(http://www.worldonline.nl/3dsymsam에서 Gijs Vermeer "접기, 프레넬 영역 및 이미징" 참조). ) 폴드는 일반적으로 고품질 신호 대 잡음비(S/N)를 얻으려는 의도를 기반으로 합니다. 다중도가 두 배이면 S / N이 41 % 증가합니다 (그림 2.2). S/N 비율을 두 배로 하려면 4배가 필요합니다.(잡음이 임의의 가우시안 함수에 따라 분포한다고 가정) 접는 부분은 해당 영역(2D 또는 3D)에 대한 이전 조사를 검토하고 Xmin 및 Xmax를 신중하게 평가한 후 결정해야 합니다(Cordsen, 1995). , 시뮬레이션 및 DMO 및 3D 마이그레이션이 신호 대 잡음비를 효과적으로 개선할 수 있다는 점을 고려합니다. T. Krey(1987)는 2D 대 3D의 다중도 비율이 부분적으로 다음에 의존한다고 규정(지시)합니다. 3D 다중도 = 2D 다중도 * 주파수 * C 전. 20 = 40 * 50Hz * C 그러나 40 = 40 * 100Hz * C 일반적으로 3D 접기 = ½ * 2D 접기를 사용합니다. 전. 3D 접기 = ½ * 40 = 20으로 우수한 품질의 2D 데이터로 비슷한 결과를 얻을 수 있습니다. 안전 조치로 누구나 2/3의 2D 접기를 허용할 수 있습니다. 일부 저자는 2D 확대의 1/3을 권장합니다. 이 낮은 비율은 영역에 우수한 S/N이 있고 사소한 정적 문제만 예상되는 경우에만 허용 가능한 결과를 제공합니다. 또한 3D 마이그레이션은 2D 마이그레이션보다 에너지를 더 잘 집중시켜 접는 부분을 줄일 수 있습니다. 더 완전한 공식 Kreia는 다음을 정의합니다. 3D 접기 = 2D 접기 * ((3D 빈 거리) 2 / 2D CDP 거리) * 빈도 * P * 0.401 / 속도 전. 3D 다중도 = 30(30 2 m 2/30 m) * 50 Hz * P * 0.4 / 3000 m / s = 19 3D 비율 = 30(110 2피트 2/110피트) * 50Hz * P * 0.4 / 10000피트 / s = 21 2D의 트레이스 사이의 거리가 3D의 빈 크기보다 훨씬 작으면 3D 접기가 상대적으로 높아야 비슷한 결과를 얻을 수 있습니다. 기본 다중도 방정식은 무엇입니까? 폴드를 계산하는 방법에는 여러 가지가 있지만 항상 하나의 샷 포인트가 데이터를 기록하는 채널 수만큼 많은 중간 포인트를 생성한다는 기본 사실로 돌아갑니다. 모든 오프셋이 허용 가능한 기록 범위 내에 있으면 다음 공식을 사용하여 접기를 쉽게 결정할 수 있습니다. 여기서 NS는 단위 면적당 PV의 수입니다. NC - 채널 수 B - bin 크기(이 경우 bin은 정사각형으로 가정됨) U-단위 계수(m/km 2의 경우 10 -6, 피트/마일 2의 경우 0.03587 * 10 -6)
쌀. 2.2 S/N에 대한 다중도 이 공식을 추론해 봅시다. 중간점 수 = PV * NC 샷 밀도 NS = 샷 샷 / 볼륨 우리는 다음을 얻기 위해 결합합니다 중간점 수 / 조사 크기 = NS * NC 촬영 볼륨 / 빈 수 = 빈 크기 b 2 우리는 해당 방정식을 곱합니다 중간점 수 / 빈 수 = NS * NC * b2 다중도 = NS * NC * b 2 * U 다음을 가정해 봅시다: NS - 제곱당 PV 46. km(96/평방마일) NC 채널 수 - 720 빈 크기 b - 30m(110피트) 그런 다음 다중도 = 46 * 720 * 30 * 30m 2 / km 2 * U = 30,000,000 * 10 -6 = 30 또는 다중도 = 96 * 720 * 110 * 110피트 2 / 평방 마일 * U = 836,352,000 * 0.03587 * 10 -6 = 30 빠르게 알아낼 수 있는 방법입니다 평균, 적절한 다중도. 접기의 적절성을 좀 더 자세히 알아보기 위해 접기의 다양한 구성 요소를 살펴보겠습니다. 다음 예의 목적을 위해 선택된 빈 크기가 앨리어싱 기준을 충족하기에 충분히 작다고 가정합니다. 라인에 따른 다양성 직선 측량의 경우 2D 데이터의 경우와 같은 방식으로 선을 따라 접는 값이 결정됩니다. 공식은 다음과 같습니다. 선을 따른 다중도 = 수신기 수 * 수신 지점 사이의 거리 / (2 * 수신 라인을 따라 있는 여기 지점 사이의 거리) 라인에 따른 다중도 = 수신 라인의 길이 / (2 * 여기 라인 사이의 거리) RLL / 2 * SLI, 여기 라인 사이의 거리가 수를 결정하기 때문에 PV,위치한 모든 수신 라인을 따라. 당분간은 모든 수신기가 최대 사용 가능한 오프셋 범위 내에 있다고 가정합니다! 쌀. 2.3a는 다수의 여기 라인을 통과하는 단일 수신 라인과 함께 다음 획득 매개변수를 가정할 때 라인을 따라 폴드의 균일한 분포를 보여줍니다. PP 60m 220ft 사이의 거리 수신기 간격 360m 1320피트 수신 라인 길이 4320m 15840ft(패치 내) PV 사이의 거리 60m 220피트 필드 간격 360m 1320피트 72개의 수신기가 있는 10라인 패치 따라서 선을 따라 다중도 = 4320m / (2 * 360m) = 6 또는 선을 따른 다중도 = 15840피트 / (2 * 1320피트) = 6 더 긴 오프셋이 필요한 경우 선을 따라 방향을 늘려야 합니까? 10 * 72 패치 대신 9 * 80 패치를 사용하면 동일한 수의 채널(720)이 사용됩니다. 수신 라인 길이 - 80 * 60m = 4800m(80 * 220피트 = 17600피트) 따라서: 선을 따라 다중도 = 4800m / (2 * 360m) = 6.7 또는 선을 따른 다중도 = 17600피트 / (2 * 1320피트) = 6.7 필요한 오프셋을 얻었지만 이제 선을 따라 있는 다중도는 정수(정수가 아님)가 아니며 그림 3과 같이 줄무늬가 표시됩니다. 2.3b. 일부 값은 6이고 일부는 7이며 평균은 6.7입니다. 이것은 바람직하지 않으며 몇 분 안에 이 문제를 해결할 수 있는 방법을 알게 될 것입니다.
쌀. 2.3a. 패치 10 * 72의 라인을 따라 다중도
쌀. 2.3b 패치 9 * 80의 라인에 따른 다중도 횡선 배율 횡선 확대가 용이하다 수신 라인 수의 절반처리 중인 패치에서 사용 가능: 선을 가로지르는 다중도 = (수신 라인 수) / 2 NRL / 2 또는 라인을 가로지르는 다중도 = 샷 스프레드 길이 / (2 * 수신 라인 사이의 거리), 여기서 "샷 스프레드 길이"는 선 교차점에서 최대 양수 오프셋에서 선 교차점에서 가장 큰 음수 오프셋을 뺀 것입니다. 우리의 원래 예에서 각각 72개의 PP가 있는 약 10개의 수신 라인: 전. 선에 걸친 다중도 = 10/2 = 5 쌀. 2.4a. 다수의 수신 라인에 걸쳐 하나의 드라이브 라인만 있는 경우 라인 전체에 걸쳐 이러한 다중성을 보여줍니다. 수신 라인을 다시 라인의 80PP로 확장하면 9개의 전체 라인에 대해 충분한 PP를 갖게 됩니다. 그림에서. 2.4b는 패치 내에서 홀수개의 수신 라인을 사용하면 어떻게 되는지 보여줍니다. 다음과 같이 선을 가로지르는 배율은 4와 5 사이에서 다양합니다. 선에 걸친 다중도 = 9/2 = 4.5 기본적으로 7과 8 사이의 스프레드(15/2 = 7.5)가 4 사이의 스프레드보다 백분율 측면에서(12.5%) 훨씬 작기 때문에 수신 라인 수를 15로 늘리면 이 문제가 덜 걱정됩니다. 및 5(20%). 그러나 선을 가로지르는 접힘이 달라지므로 전체 접기에 영향을 줍니다.
쌀. 2.4a 패치 10 * 72에서 라인을 가로지르는 다중도
쌀. 2.4b 패치 9 * 80의 교차선 확대 총 접기 총 명목 다중도는 다음보다 크지 않습니다. 유도체라인을 따라 그리고 라인을 가로지르는 다중성: 총 명목 접기 = (선을 따라 접기) * (선을 따라 접기) 예(그림 2.5a)에서 총 공칭 비율 = 6 * 5 = 30 너 놀랐 니? 물론 이 답은 처음에 다음 공식을 사용하여 계산한 것과 같습니다. 다중도 = NS * NC * b2 그러나 9레인 구성을 80PP로 변경하면 무엇을 얻을 수 있습니까? 인라인 폴드 범위가 6~7이고 교차 라인 폴드 범위가 4~5이므로 이제 총 폴드 범위는 24~35입니다(그림 2.5b). 수신 라인이 상당히 길어졌다는 점을 감안할 때 이는 매우 놀라운 일입니다. 평균은 여전히 30이지만 예상대로 30 배도 얻지 못했습니다! PP와 PoE 사이의 간격에는 변화가 없었고, 라인 사이의 간격에는 변화가 없었다. 참고: 위의 방정식은 빈 치수가 일정하게 유지되고 PP 간 거리의 절반과 같다고 가정합니다. 이는 다시 PP 간 거리의 절반과 같습니다. 또한 모든 샷 포인트가 패치 내에 있는 직선 방식으로 디자인할 수 있습니다. 수신 라인의 수를 선택하면 교차 라인 접기가 정수가 되고 더 균일한 접기 분포에 기여할 것입니다. 라인을 따라 그리고 라인을 가로지르는 정수가 아닌 다중도는 다중도 분포에 불규칙성을 도입할 것입니다.
쌀. 2.5а 패치의 총 다중도 10 * 72
쌀. 2.5b 총 패치 비율 9 * 80 합계에 대한 최대 오프셋이 패치 내의 임의의 PW에서 임의의 PTS까지의 오프셋보다 크면 접기의 더 균일한 분포가 관찰되고 선을 따라 접힌 값을 개별적으로 계산하여 정수로 변환할 수 있습니다. . (Cordsen, 1995b). 보시다시피 기하학적 구성을 신중하게 선택하는 것은 3D 설계에서 중요한 구성 요소입니다. 파이프 제품에 사용되는 파이프 및 기호의 응용 관형 제품의 응용 1. 석유 및 가스 산업:
2. 파이프라인의 경우:
3. 건설 중. 4. 기계 공학:
5. 용기 및 실린더 생산용. 파이프 기호 선 위의 첫 번째 숫자는 파이프의 외경(mm)을 나타내고 두 번째 숫자는 벽 두께(mm)를 나타냅니다. 다음으로 파이프의 치수 또는 빈도가 지정됩니다. 파이프가 측정되면 길이는 mm로 표시되고 측정되지 않은 경우 다중도의 크기 뒤에 "cr"문자가 표시됩니다. 예: 1m 25cm의 파이프 배수는 1250cr로 지정됩니다. 파이프가 측정되지 않은 경우 다중도(치수)가 표시되지 않습니다. 다중성 후에 파이프의 정확도 등급이 설정됩니다. 파이프 길이를 따라 두 가지 정확도 등급이 제조됩니다. 1 - 밀링 라인 외부에서 끝 부분 트리밍 및 디버링 포함; 2 - 밀 라인에서 절단. 길이의 한계 편차는 정확도 등급이 1인 파이프의 경우 더 적습니다. 정확도 등급이 지정되지 않은 경우 파이프의 정확도는 정상입니다. 선 아래의 첫 번째 숫자는 A, B, C, D와 같은 품질 그룹을 나타냅니다. 그런 다음 강종 및 GOST 강을 따릅니다. 파이프라는 단어 뒤에 여러 경우에 다음을 의미하는 문자가 붙습니다. "T"- 열처리 파이프; "C" - 아연 코팅된 파이프; "R"- 나사산 파이프; "Pr"- 정밀 제조 튜브; "M"- 클러치 포함; "N"- 나사산 압연용 파이프; "D" - 긴 스레드가 있는 파이프; "P"- 생산 강도가 증가한 파이프. 2 ... 강관 분류 파이프를 분류하는 방법에는 여러 가지가 있습니다. 생산 방법으로: 1. 원활한: NS)압연, 뜨겁고 차가운; NS)차갑고 따뜻한 상태에서 냉간 변형; 씨)눌렀다. 2. 용접: a) 압연, 고온 및 저온; NS) 전기 저항 용접; 씨) 가스 전기 용접. 파이프 섹션의 프로파일을 따라:
외경(NSNmm):
파이프 벽 두께에 대한 외경의 비율에 따라:
파이프 클래스별:
파이프 공급 표준(GOST)에 따르면:
3. 파이프 제품 규격의 특성 3.1. 일반적인 문제파이프 제품의 표준화
답변: GOST는 러시아 연방 전체 영토에 적용되는 국가 표준입니다. 컴파일러 - GOST 개발자는 연구 기관, 기업, 조직, 통제 기관 및 실험실이 될 수 있습니다. 결과적으로 새로운 GOST 또는 이전 GOST의 개정판에 대한 모든 자료는 국가 표준화 위원회에 수렴되어 최종 평가를 제공하고 제품, 제품 또는 전체 프로세스에 대한 GOST를 승인합니다.
답변: GOST는 5년 동안 유효하지만 이 기간 동안 변경 및 추가가 허용되며 러시아 연방 표준화 위원회(현재 URALNITI에 그러한 권한이 있음)도 도입 및 승인되었습니다. GOST의 전재는 금지되며 법 위반으로 기소됩니다. 이는 위의 조직 이외의 누구도 표준을 변경할 수 없으며 그 누구도 표준에 명시된 요구 사항을 무시할 권리가 없음을 의미합니다.
답변: 파이프 요구 사항이 포함된 GOST는 원칙적으로 동일한 구성표에 따라 작성되며 다음 섹션을 포함합니다.
섹션 "구색". 이 GOST에 따라 특정 직경 범위(외부 및 내부), 벽 두께 및 길이의 파이프 생산을 제한합니다. 직경, 벽 두께, 길이, 타원형, 모따기, 벽 두께, 곡률과 같은 기하학적 매개변수의 모든 허용 편차 유형이 여기에 제공됩니다. GOST의 이 섹션에서는 기하학적 매개변수, 기계적 특성, 화학적 구성 요소및 기타 기술적 특성. 섹션 "기술 요구 사항". 파이프를 만들 수 있는 강철 등급 목록 또는 다양한 강철 등급의 화학 성분에 대한 GOST가 포함되어 있습니다. 이 섹션에는 다양한 시험 온도에서 다양한 등급의 강철에 대한 기계적 특성(인장 강도, 항복 강도, 연신율, 경도, 충격 강도, 상대 수축 등)에 대한 표준이 있습니다. 열처리 및 기술 테스트의 유형이 논의됩니다: 굽힘, 분포, 평탄화, 비드, 수압 및 공압 테스트. 거의 모든 GOST의이 섹션에서는 표면 상태에 대한 요구 사항이 설정되고 허용되지 않거나 허용되는 결함이 나열됩니다. GOST의 특징은 제품 표준에 대한 참조가 없다는 것입니다. GOST의 중요한 요구 사항 중 하나는 파이프 끝의 상태입니다. 용접을 위해 더 멀리 가는 파이프는 다음과 같아야 합니다. 비스듬한 30 -35 각도로 ° 끝이 뭉툭하고 벽 두께가 최대 20mm 인 모든 파이프. 직선 절단 끝이 있어야 합니다. 섹션 "수락 규칙". 수용이 양적 및 질적 측면에서 어떻게 이루어져야 하는지 설명합니다. 다양한 매개변수에 대한 테스트 및 제어를 위한 샘플 표준이 협상 중입니다. 섹션 "제어 및 테스트 방법". 주어진다 일반 규칙표면 제어 및 기하학적 매개변수의 샘플링 및 방법. 또한, 주어진 짧은 정보, 관련 규정 문서를 참조하여 비파괴적인 방법을 포함하여 기술 테스트 수행 및 기계적 특성 제어에 관한 것입니다. 이 섹션에서 초음파 테스트, 입계 부식 테스트 및 수압 테스트를 수행해야 하는 경우 어떤 GOST를 사용해야 하는지 알 수 있습니다. "표시, 포장, 운송 및 보관" 섹션. GOST 10692 - 80으로 리디렉션되므로 정보가 포함되어 있지 않습니다.
답변: 각 파이프 유형에 대한 특정 승인 규칙이 있습니다. 예를 들어, 금속 조직 검사(미세 및 거시 구조)에 대한 표준, 비금속 개재물(황화물, 산화물, 탄화물, 소구, 미세 기공)의 함량은 베어링 파이프에 대해 설정되었습니다. 항공기 파이프의 경우 추가 조건은 탈탄층의 크기와 머리카락의 존재(Magnoflox 장치에서), 스테인리스강의 경우 - 입계 부식 등을 제어하는 것입니다.
답변: 예: 주문한 파이프 57 * 4mm. 강철 등급 10으로 제작, 길이 배수 1250mm, 직경의 정확도 증가 GOST 8732-78, gr. B 및 GOST 8731-74의 1.13절. NS. 기하학적 매개 변수의 관점에서 허용 가능한 편차를 결정합시다. A) 직경별: GOST 8732-78의 표 2에 따르면 직경 공차는 다음과 같습니다.± 0.456mm .; B) 벽 두께: GOST 8732-78의 표 3에 따르면 벽 두께 허용 오차는 + 0.5mm, -0.6mm입니다. D) 길이를 따라: GOST 8732-78의 3항에 따르면 최소 파이프 길이는 5025mm이고 최대 파이프 길이는 11305mm입니다. D) 파이프 난형도: 직경 공차* 2; E) 파이프의 벽 두께; G) 파이프의 곡률. 이 예에서 파이프의 기존 지정: 파이프 57p * 4.0 * 1250kr GOST 8732-78. В 10 GOST 8732-74 Ⅱ. 파이프는 GOST 8731-74의 그룹 B에 따라 주문되었으므로 실제 기계적 특성이 명명된 GOST의 표 2에 표시된 특성을 준수하는지 확인해야 합니다. A) 인열 저항; B) 금속 유동 시험; C) 샘플의 신장에 대한 시험.
IV. 파이프의 끝 부분을 자르고 결함의 깊이를 결정하는 방법.
7. 라벨링, 포장 및 보관(GOST 10692–80 참조).
답변: 기술 조건은 파이프(실린더) 제조업체와 지정된 제품의 소비자 간에 체결된 규제 계약입니다. 기술 사양의 초안 작성은 기술 과제, 프로젝트 개발, 수많은 분석 및 전문성. TU는 제조업체 및 소비자의 기술 관리자의 승인을 받은 후 UralNITI에 등록됩니다.
답변: 기술 사양의 특정 기능은 비표준 요구 사항 및 해당 특성(치수, 허용 편차, 결함 등)을 사용하는 것입니다. 기술 사양이 GOST 및 제품 제조 기술보다 "약하다"고 생각해서는 안 됩니다. 기술 사양에 따라 단순화할 수 있습니다. 반대로 많은 기술 사양에는 제조 정확도, 표면 청결도 등에 대한 보다 엄격한 요구 사항이 포함되어 있어 구매자가 제조업체에 추가 비용을 지불합니다. 독특한 특징은 기술 사양의 유연성, 승인에 오랜 시간이 필요하지 않은 일종의 변경 또는 추가를 "즉시" 수행할 수 있는 능력입니다. 기술 사양으로 작업할 때 표준화 시스템, 일회성 제품 및 개별 주문이 널리 사용됩니다.
답변: 예를 들어, 공화당 규모의 기술적 조건이 있습니다. 예를 들어 Pervouralsk Novotrubny Plant와 Oskol EMC 사이의 파이프 빌릿 공급을 위한 TU와 같이 모든 유형의 식품 및 부서 내 식품에 대한 TU. 우리 기업 내부에는 파이프 압연에서 파이프 드로잉 공장까지 빌릿 공급에 대한 30가지 기술 사양이 있으며 모든 파이프 제품에 대해 최대 500가지의 서로 다른 기술 사양을 사용합니다. 3.2. 주요 GOST에 따라 제조된 제품의 특성 1.GOST - 10705 - 80 - 전기 용접 강관 이 표준은 탄소강을 포함하여 최대 10mm의 벽 두께와 직경 8~520mm의 세로 강관에 적용됩니다. 다양한 용도의 파이프라인 및 구조물에 사용됩니다. NS)오프 게이지 길이(길이가 같지 않은 파이프):
측정되지 않은 길이의 파이프 배치에서는 최대 3%(중량)의 단축된 파이프가 허용됩니다.
직경이 426mm를 초과하는 파이프는 측정되지 않은 길이로만 제조됩니다. NS)측정된 길이(같은 길이)
V)여러 길이파이프 측정을 위해 설정된 하한을 초과하지 않는 모든 다중도(2,4,6,8,10배 2). 이 경우 여러 관의 총 길이는 측정관의 상한을 초과하지 않아야 합니다. 각 다중성에 대한 허용치는 5mm로 설정됩니다(GOST 10704-91). 파이프 길이를 따라 두 가지 정확도 등급이 제조됩니다. 1. 밀 라인 외부에서 트리밍 및 디버링 포함; 2. 밀링 라인에서 절단으로. 최대 편차 총 길이여러 파이프는 다음을 초과하지 않습니다.
파이프의 곡률은 길이 1m당 1.5mm를 초과해서는 안 됩니다. 품질 지표에 따라 다음 그룹의 파이프가 제조됩니다. NS- GOST 380-88에 따라 침착, 반 침착 및 끓는 강재 St2, St3, St4의 기계적 특성 표준화; NS- GOST 1050-88에 따라 08, 10, 15 및 20 등급의 침착, 반 진정 및 끓는 강철의 화학 조성 표준화. GOST 9045-93에 따른 강철 등급 08Yu. V- 침착, 반 침착 및 비등 강 등급 ВСт2, ВСт3, ВСт4(카테고리 1, 23-6) 및 침착, 반 침착 및 비등 강 등급 08, 10, 15의 기계적 특성 및 화학적 조성의 표준화 , 최대 50mm 직경의 경우 GOST 1050-88에 따른 20 및 GOST 90-45-93에 따른 강재 등급 08Yu. NS- 시험 유압의 표준화와 함께. 열처리된 파이프(파이프 또는 용접 조인트의 전체 볼륨에 걸쳐) 및 열처리되지 않은 파이프가 생산됩니다. 2.GOST 3262 - 75 - 강철 물 및 가스 파이프 이 표준은 나사산 또는 압연 원통형 나사산이 있고 나사산이 없는 아연 도금 및 아연 도금 강철 용접 파이프에 적용됩니다. 그들은 물 및 가스 파이프 라인, 난방 시스템, 물 및 가스 파이프 라인의 일부에 사용됩니다. 파이프의 길이는 4~12m입니다. 아연 도금되지 않은 파이프의 질량을 결정할 때 강철의 상대 밀도는 7.85g / cm로 간주됩니다. 아연 도금 파이프는 아연 도금되지 않은 파이프보다 3% 더 무겁습니다. 파이프의 길이를 따라 다음이 제조됩니다. NS)측정되지 않은 길이4 ~ 12m. GOST 3262-75에 따르면 길이가 1.5 ~ 4m인 파이프의 최대 5%가 배치로 허용됩니다. NS)측정 또는 다중 길이 4 ~ 8 m(고객 주문) 및 8 ~ 12 m(제조업체와 고객 간의 합의에 의함) 각 절단에 대해 5mm의 여유가 있고 전체 길이에 10mm를 더한 최대 편차가 있습니다. GOST 3262-75에 따르면 파이프 중량의 최대 편차는 + 8%를 초과해서는 안 됩니다. 2m 길이의 파이프 곡률은 다음을 초과해서는 안됩니다.
파이프의 끝은 직각으로 절단해야 합니다. 아연 도금 파이프는 최소 30미크론의 두께로 전체 외부 및 내부 표면에 연속 아연 코팅이 되어 있어야 합니다. 파이프 및 커플 링의 끝과 나사산에 지정된 코팅이 없으면 허용됩니다. 3.GOST 8734 - 75 - 이음매 없는 냉간 강관 제조: NS)측정되지 않은 길이1.5에서 11.5m; NS)측정된 길이4.5 ~ 9m, 각 절단에 대해 5mm 여유가 있습니다. 측정된 길이의 파이프의 각 배치에서 측정되지 않은 파이프의 5% 이하가 2.5m 이상 허용되지 않습니다. GOST 8734-75에 따르면 길이 1m당 파이프 섹션의 곡률은 다음을 초과해서는 안 됩니다.
4.GOST 8731 - 81 - 이음매 없는 열간 변형 강관 이 표준은 열간 변형된 탄소, 저합금, 파이프라인 구조용 합금강, 기계 부품 및 화학 목적의 이음매 없는 파이프에 적용됩니다. 잉곳으로 만든 파이프는 운송에 사용할 수 없습니다. 유해 물질(1, 2, 3 클래스), 폭발 및 가연성 물질뿐만 아니라 증기와 뜨거운 물. 이 표준에 의해 설정된 기술 수준 지표는 최고 품질 범주에 대해 제공됩니다. 기술 요구 사항 파이프 크기 및 최대 편차는 GOST 8732-78 및 GOST 9567-75에 제공된 것과 일치해야 합니다. 표준화된 지표에 따라 파이프는 다음 그룹으로 제조되어야 합니다. NS- GOST 380-88에 따른 강종 St2sp, St4sp, St5sp, St6sp의 기계적 특성 표준화 NS- GOST 380-88, 1차 카테고리, 그룹 B, GOST 1050-88에 따른 망간의 정상 질량 분율 및 GOST 4543-71에 따른 강철 등급의 화학 조성 표준화 및 GOST 19281-89; V- GOST 1050-88, GOST 4543-71, GOST 19281-89 및 GOST 380-88에 따른 강종의 기계적 특성 및 화학적 조성의 표준화; NS- 열처리 된 샘플의 기계적 특성을 제어하여 GOST 1050-88, GOST 4543-71 및 GOST 19281-89에 따른 강종 화학 조성의 표준화. 기계적 특성의 규범은 강철 표준에 지정된 것과 일치해야 합니다. NS- 시험 수압의 표준화는 있으나 기계적 성질 및 화학적 조성의 표준화는 없다. 파이프는 열처리 없이 제조됩니다. 소비자의 요청에 따라 파이프를 열처리하여 제조해야 합니다. 5.GOST - 20295 - 85 - 용접 강관 그들은 주요 가스 및 오일 파이프 라인에 사용됩니다. 이 표준은 간선 가스 및 석유 파이프라인, 석유 제품 파이프라인, 공정 및 현장 파이프라인의 건설에 사용되는 직경 159-820mm의 강철 용접 세로 및 나선형 이음매 파이프에 적용됩니다. 기본 매개변수 및 치수 . 파이프는 세 가지 유형으로 만들어집니다. 1. 고주파 전류로 저항 용접으로 만든 직경 159-426mm의 세로 솔기; 2. 나선형 솔기 - 전기 아크 용접으로 만든 직경 159-820mm; 3. 세로 솔기 - 전기 아크 용접으로 만든 직경 530-820 mm. 4.3. 사용된 강종에 대한 질문
답변: 철강은 다음과 같이 분류됩니다.
답변: 모든 강철에는 주로 화학 성분을 반영하는 고유한 표시가 있습니다. 표시에서 첫 번째 숫자는 내용을 1/100% 단위로 나타냅니다. 그런 다음 합금 요소의 존재를 나타내는 러시아 알파벳 문자를 따르십시오. 문자 뒤에 숫자가 없으면 이는 합금 원소의 함량이 1% 이하임을 의미하며 문자 뒤의 숫자는 함량을 백분율로 나타냅니다. 예: 12ХН3А - 탄소 함량 - 0.12%; 크롬 - 1.0%; 니켈 - 3.0%; 고품질.
20A, 50G, 10G2, 12X1MF, 38X2MYUA, 12X18N12T, 12X2MFSR, 06X16N15M2G2TFR - ID, 12X12M1BFR - Sh. 답변:
답: 나 지난 몇 년강철의 품질을 향상시키기 위해 강철 등급의 지정에 반영된 새로운 제련 방법이 사용됩니다.
나열된 것 외에도 파이프는 다음과 같은 명칭의 실험용 강종으로 제조됩니다.
탈산 정도에 따라 강철은 끓는 것 - KP, 반 진정 - PS, 침착 - SP로 표시됩니다.
답: 탄소강은 구조강과 공구강으로 나뉩니다. 구조용 탄소강은 최대 0.6%의 탄소를 포함하는 강이라고 합니다(예외적으로 0.85%는 허용됨). 품질면에서 구조용 탄소강은 일반 품질과 고품질의 두 그룹으로 나뉩니다. 일반 품질의 강철은 중요하지 않은 건물 구조, 패스너, 판금, 리벳, 용접 파이프에 사용됩니다. 일반 품질의 구조용 탄소강의 경우 GOST 380-88이 설정됩니다. 이 강철은 산소 변환기와 노상로에서 제련되며 세 그룹으로 나뉩니다. 그룹 A, 기계적 특성에 따라 공급됨; 그룹 B는 화학 조성으로 제공되고 그룹 C는 기계적 특성 및 화학 조성으로 제공됩니다. GOST 1050-88의 화학적 조성 및 기계적 특성 측면에서 고품질 탄소 구조용 강이 공급됩니다. 용접 및 이음매 없는 파이프 제조용 기어 휠, 차축, 스핀들, 볼 베어링, 커넥팅 로드, 크랭크샤프트와 같이 하중이 증가하고 충격과 마찰에 대한 저항이 필요한 부품에 사용됩니다. 자동 기계는 구조용 탄소강에도 속합니다. 절단에 의한 가공을 개선하기 위해 황, 납, 셀레늄이 구성에 도입됩니다. 이 강은 자동차 산업용 파이프를 만드는 데 사용됩니다. 공구용 탄소강은 탄소 함유량이 0.7% 이상인 강입니다. 경도와 강도가 다르며 고급과 고급으로 구분됩니다. GOST 1435 -90에 따른 고품질 강종: U7, U8, U9, U10A, U11A, U12A, U13A. 문자 "U"는 탄소 공구강을 나타냅니다. 문자 "Y" 뒤에 있는 숫자는 평균 탄소 함량을 1/10 단위로 나타냅니다. 등급 끝에 있는 문자 "A"는 고품질 강철을 나타냅니다. 문자 "G"는 높은 함량의 망간을 의미합니다. 끌, 망치, 스탬프, 드릴, 스탬프, 다양한 측정 도구는 도구 탄소강으로 만들어집니다.
답변: 합금강에는 일반적인 불순물(황, 규소, 인)과 함께 합금강이 있습니다. 결합 요소: 크롬, 텅스텐, 몰리브덴, 니켈, 증가된 양의 실리콘 및 망간. 합금강은 탄소강에 없는 고부가가치 특성을 가지고 있습니다. 합금강을 사용하여 금속을 절약하고 제품의 내구성을 높입니다. 강철의 특성에 대한 합금 원소의 영향:
희토류 원소는 특수 목적 강철에도 도입되며 여러 합금 원소가 합금강에 동시에 존재할 수 있습니다. 합금강은 용도에 따라 구조용, 공구용, 특수 물리적 및 화학적 특성을 가진 강으로 구분됩니다. GOST 4543-71에 따른 구조용 합금강은 고품질, 고품질, 특히 고품질의 세 그룹으로 나뉩니다. 고품질 강철의 경우 최대 0.025%의 황 함량이 허용되고 고품질 강철의 경우 최대 0.015%의 황 함량이 허용됩니다. 구조용 합금강의 적용 영역은 매우 큽니다. 가장 널리 사용되는 철강은 다음과 같습니다.
공구 합금강은 절단, 측정 및 충격 - 스탬핑 공구의 제조에 사용됩니다. 이러한 강철의 가장 중요한 요소는 크롬, 텅스텐, 몰리브덴, 망간입니다. 측정 도구는 이 강철로 만들어집니다 - 나사 게이지, 스테이플(7HF, 9HF, 11HF); 절단 - 절단기, 드릴, 탭(9XC, 9X5VF, 85X6NFT); 우표, 금형(5ХНМ, 4Х8В2). 가장 중요한 공구 합금강은 고속철입니다. 드릴, 커터, 탭 제조에 사용됩니다. 이 강철의 주요 특성은 경도와 적색입니다. 합금 원소는 텅스텐, 크롬, 코발트, 바나듐, 몰리브덴 - R6M3, R14F14, R10K5F5 등입니다.
답변:
중간 정도의 공격성의 경우 강철 07X16H6, 09X16H4B, 08X17T, 08X22H6T, 12X21H5T, 15X25T가 사용됩니다. 공격성이 증가하는 환경의 경우 입계 부식 및 내열성이 높은 강 08X18H10T, 08X18H12T, 03X18H12가 사용됩니다. 내식성 강의 구조는 화학 조성에 따라 마르텐사이트, 마르텐사이트 - 페라이트, 페라이트, 오스테나이트 - 마르텐사이트, 오스테나이트 - 페라이트, 오스테나이트가 될 수 있습니다.
답변: 대부분의 합금 원소는 강의 품질 향상을 목표로 합니다. 동시에 품질에 부정적인 영향을 미치는 철강 구성 요소가 있습니다.
4.4. 파이프 생산을 위한 원료 이음매없는 파이프 생산을위한 원료는 일반적으로 침착 강이며 용접 파이프의 경우 침착, 반 침착 및 비등 강이 동일하게 사용됩니다. 끓는 강철의 이점: 1차 수축 공동의 더 작은 크기; 이차 수축 공동의 완전한 부재; 덜 비금속 개재물; 더 나은 표면 품질; 금속의 높은 가소성; 금속의 강도가 낮고 인성이 높습니다. 낮은 생산 비용. 끓는 강철의 단점: 더 높은 농도의 불순물; 더 많은 피질 아래 물집과 형성 과정을 제어하기가 더 어렵습니다. 금속의 더 집중적인 노화와 부식에 대한 저항이 적습니다. 조용한 강철의 이점: 유해한 불순물의 농도 감소; 피질 아래 물집 부족. 조용한 강철의 단점: 더 큰 크기의 1차 수축 공동; 상당한 2차 수축 구멍; 더 나쁜 표면 품질; 낮은 금속 인성; 더 비싼 생산. 이음매 없는 파이프의 제조를 위해 비등강 및 반침강강은 바로 불순물의 농도가 높고 기저 기포의 양이 많기 때문에 덜 중요한 목적의 파이프에만 사용되며, 최근에는 강관의 품질을 향상시키기 위해 , 아르곤을 사용한 액체 금속 분사, 대피, 합성 슬래그가 있는 강철 처리, 첨가제 분말 시약. 탄소 함량이 높은 강은 석유 산업에서 케이싱 및 드릴 파이프 및 기타 중요한 파이프로 사용되는 대구경 파이프 제조에 사용됩니다. 탄소 함량이 낮은 강은 증기 보일러실 및 기타 파이프 생산에 사용됩니다. 파이프 제조용 빌릿은 생산 방법에 따라 면처리된 주조 잉곳 또는 잘린 원뿔 형태의 잉곳, 원형 또는 정사각형 단면의 솔리드 압연 막대, 중공 원통형의 형태로 작업장에 들어갑니다. 원심 주조로 만든 빌렛 또는 스트립 및 시트 형태. 용접 파이프는 스트립 및 시트 빌렛, 기타 모든 빌렛에서 얻습니다. 나열된 유형이음매 없는 파이프 제조용으로 설계되었습니다. 고합금 저소성강으로 파이프 생산용 최근중공 원통형 블랭크가 공작물로 사용됩니다. 이것은 시간이 많이 걸리고 때로는 실행 불가능한 작업을 제거합니다(단단한 부분이 있는 공작물에서 속이 빈 공작물 얻기). 일부 파이프 공장은 정사각형 또는 다면체 잉곳을 사용합니다. 고체 잉곳 원통형프레스로 완성 된 파이프 생산에 사용됩니다. 원형 압연 빌렛은 일반적으로 직경이 140mm 미만인 파이프 생산에 사용됩니다. . 일부 설비에서는 직경이 140mm 이상인 파이프를 생산합니다. 최대 직경이 320-350mm에 달하는 둥근 압연 빌릿에서. 최대 520mm 직경의 용접 파이프 제조용 열간 압연 (스트립), 열간 압연 산세 및 냉간 압연 스트립은 다양한 설비에 사용됩니다. 캠프에서 현대적인 디자인스트립은 롤의 스트립 길이와 생산되는 파이프의 크기에 따라 다양한 무게의 롤 형태로 공급됩니다. 일부 설치에서는 모서리가 비스듬한 스트립을 사용하여 고품질 용접을 얻습니다. 직경이 520mm 이상인 파이프는 별도의 열간 압연 강판에서 용접됩니다. 파이프 제조를 위해 공급되는 금속에서 종종 생산 기술과 관련된 다양한 결함이 관찰됩니다. 다양한 유형의 빌렛, 수축 구멍, 기포, 잉곳 균열의 비금속 개재물; 압연 블랭크의 포로 및 버; 찢어짐, 박리 및 왜곡된 시트 크기 등 이러한 결함은 생산된 파이프의 품질에 영향을 줄 수 있습니다. 따라서 신중한 사전 검사, 수리 및 금속 불량 불량은 고품질 강관 생산에 크게 기여합니다. 공작물의 내부 결함(비금속 개재물, 수축 구멍, 기포 등)을 감지하는 데 사용되는 방법은 공작물 배송을 위한 기술 조건에 따라 제공됩니다. 고품질 강관 획득. 4.5. 파이프, 벤드, 실린더 생산기술 파이프 제품 생산 기술은 OJSC "Pervouralsk Novotrubny Plant"에서 생산 조직의 예에서 고려됩니다. 열연관 생산기술둥근 막대 형태의 열간 압연 파이프 생산을 위한 원료는 야금 공장에서 나옵니다. 열연 파이프는 최종 사용자에게 배송되며 냉간 가공(냉간 가공 파이프 제조)의 블랭크로도 사용됩니다. 이음매 없는 열간 압연 파이프의 생산을 위해 공장은 짧은 맨드릴에 압연 파이프가 있는 두 개의 설비(Shtiefel 유형), 3롤 스탠드(유형 Assel)의 긴 맨드릴에 압연 파이프가 있는 설비 하나를 사용합니다. 긴 이동식 맨드릴에 롤링 파이프가 있는 연속 밀로 ... 그림에서. 1은 직경이 32-108mm이고 벽 두께가 2.9-8mm인 파이프를 생산하는 30-102 밀의 기술 공정을 보여줍니다. 장치의 용량은 연간 파이프 715,000톤입니다. 쌀. 1. 열연관의 생산공정연속 밀이있는 장치에서 파이프 제조를위한 기술 프로세스는 다음 작업으로 구성됩니다.
이 장치의 주요 장점은 높은 생산성과 고품질 파이프입니다. 30-102 압연기에서 장력으로 작동하는 현대식 압연기는 직경과 벽 두께 모두에서 압연 파이프의 범위를 크게 확장합니다. 연속 압연기에서는 일정한 크기의 거친 튜브를 압연한 다음 사이징 또는 축소 압연기의 주문에 따라 지정된 크기로 가져옵니다. 빌릿은 각각 길이가 약 88미터인 2개의 3가닥 단면로에서 가열됩니다. 단면로의 가열 부분은 50개 섹션으로 나뉩니다. 그들은 차례로 8 개의 영역으로 나뉩니다. 각 구역의 온도 체계는 자동으로 유지됩니다. 금속 가열의 정확성은 광전 고온계에 의해 제어되며, 이는 피어싱 밀의 롤을 떠나는 슬리브의 온도를 측정합니다. 용광로에서 가열된 빌렛은 캔틸레버 가위를 사용하여 절단됩니다. 가열되고 중심에 있는 빌렛은 배럴 롤과 축 방향 전달이 있는 2롤 피어싱 밀에서 피어싱됩니다. 연속 공장의 압연 파이프. 밀의 이름은 프로세스의 연속성과 여러 스탠드에서 처리된 금속의 동시 존재를 의미합니다. 긴 원통형 맨드릴이 피어싱 밀에서 압연 후 얻은 슬리브에 삽입된 후 맨드릴과 함께 연속 밀의 롤로 안내됩니다. 밀은 바닥면에 대해 45도, 서로 90도 각도에 위치한 동일한 디자인의 9개의 스탠드로 구성됩니다. 각 스탠드에는 두 개의 둥근 홈 롤이 있습니다. 파이프에서 긴 맨드릴을 제거한 후 지정된 한계 내에서 직경을 얻기 위해 12-스탠드 사이징 밀로 보내지거나 파이프를 더 낮은 직경으로 압연하기 위해 24-스탠드 축소 밀로 보냅니다. 교정 또는 감소 전에 파이프 가열 유도로... 보정 테이블에서 직경 76 ~ 108mm의 파이프가 32 ~ 76mm의 감소 테이블 후에 얻어집니다. 두 압연기의 각 스탠드에는 120도 각도로 위치한 3개의 롤이 있습니다. 서로 관련하여. 사이징 밀에서 압연되고 길이가 24m 이상인 파이프는 고정된 원형 톱에서 반으로 절단됩니다. 압연기에서 압연한 후 파이프는 플라잉 가위로 12.5~24.0m 길이로 절단됩니다. 곡률을 제거하고 단면의 타원형을 줄이기 위해 냉각 후 파이프를 크로스 롤 교정 밀에서 곧게 만듭니다. 곧게 펴면 파이프가 길이로 절단됩니다. 파이프 마무리는 파이프 절단기, 파이프 절단기, 칩 및 스케일 제거용 블로우 챔버, 품질 관리 부서의 검사 테이블을 포함하는 생산 라인에서 수행됩니다. 냉간성형관 생산기술냉간 변형 파이프는 열간 압연 빌렛(자체 생산 열간 압연 파이프)으로 만들어지며 필요한 경우 기계적 보링 및 선삭 가공을 받습니다. 압연은 기술 윤활유를 사용하여 웜 또는 콜드 모드에서 수행됩니다. 탄소, 합금강 및 고합금강 및 합금으로 직경 0.2 ~ 180mm, 벽 두께 0.05 ~ 12mm의 냉간 변형 파이프를 제조하기 위해 공장은 냉간 압연기 76개, 파이프 드로잉 밀 33개 및 41개의 냉간 압연기, 코일형 및 롱 스트레이트닝 밀. 디젤 엔진의 연료 라인을 위한 특히 두꺼운 벽 파이프의 코일 인발용 생산 라인, 화력 발전소의 과열기 보일러용 핀 파이프, 다양한 형상의 이음매 없는 이음매 없는 파이프 및 전기 용접된 냉간 변형 파이프가 제조됩니다. 파이프의 고품질은 보호 분위기에서 열처리를 사용하고 내부 및 외부 표면의 연삭 및 전해 연마를 통해 보장됩니다. 그림에서. 2는 기술 프로세스냉간 변형 파이프 제조에 사용됩니다. 그림 2. 냉간 성형 파이프 생산 공정파이프 드로잉 작업장의 파이프 제조 기술에는 다음과 같은 일반 섹션이 있습니다.
검사를 받는 빌렛 전체를 열간압연 후 파이프에 남아있는 스케일을 제거하기 위해 사전 산세처리를 합니다. 산세척은 산세척 부서의 욕조에서 수행됩니다. 에칭 후 파이프는 세척 및 건조를 위해 보내집니다. 냉간 압연기는 탄소, 합금, 스테인리스강및 합금. KhPT 밀의 특징과 장점은 하나의 압연 사이클에서 파이프 단면적을 30~88% 줄이고 연신율을 2~8 이상으로 달성할 수 있다는 것입니다. 공장의 작업장에 설치된 KhPT 밀의 디자인은 다양하며 표준 크기, 동시 압연 파이프 수 및 수정이 서로 다릅니다. 인발 공정(공장에서는 파이프의 냉간 인발만 사용됨)은 빌렛 파이프를 빌렛보다 직경이 작은 드로잉 링을 통해 통과(당기기)하는 것으로 구성됩니다. 기술 윤활유(연신 방법에 따라 조성이 다름)는 파이프에 적용되어 드로잉 시 마찰 계수를 줄입니다. 공장은 또한 드럼 드로잉을 사용합니다. 드로잉 후의 모든 파이프(완성된 크기 또는 중간 크기로 드로잉)는 원칙적으로 연속 머플 또는 롤러 퍼니스에서 열처리됩니다. 열처리 없이 인계되는 일부 유형의 파이프는 예외입니다. 열처리된 파이프는 교정됩니다: 캠 교정 프레스 및 롤러 교정 기계의 예비 및 롤러 교정 밀의 최종 교정. 디버링으로 파이프 끝을 절단하고 측정을 절단하는 것은 파이프 절단 절단 도구 또는 연마 휠에서 수행됩니다. 완전한 디버링을 위해 여러 작업장에서 강철 브러시가 사용됩니다. 모든 마무리 작업을 통과한 파이프는 품질 관리 부서의 검사 테이블에 관리를 위해 제공됩니다. 전기 용접 파이프 생산 기술직경이 4에서 114.3인 종방향 전기 용접 파이프 생산을 위해 공장에는 5개의 전기 용접기가 있습니다. 탄소강으로 파이프를 제조할 때 고주파 용접 방법, 즉 불활성 가스의 아크 용접이 사용됩니다. 물리적 제어 방법 및 수압 테스트와 결합된 이러한 기술은 기계 공학 및 건물 구조에 사용될 때 파이프의 신뢰성을 보장합니다. 내부 burr를 제거하고 파이프 내부 표면의 높은 청정도를 통해 고품질의 제품을 얻을 수 있습니다. 또한 용접된 파이프는 맨드릴 및 롤러 밀에서 크림프 없는 드로잉 및 롤링을 받을 수 있습니다. 보호 분위기의 용광로에서의 열처리는 밝은 색상의 파이프 표면을 제공합니다. 공장은 가장 현대적인 용접 기술인 고주파 전류(무선 주파수)를 사용합니다. 이 파이프 용접 방법의 주요 장점:
이 방법의 원리는 다음과 같습니다. 테이프의 가장자리 근처를 통과하는 고주파 전류가 테이프를 강하게 가열하고 용접 장치에 닿으면 결정 격자가 형성되어 용접됩니다. 고주파 용접 방법의 중요한 이점은 용접 및 전이 영역의 미세 경도가 모재의 미세 경도와 10~15%만 다르다는 것입니다. 이러한 구조 및 특성 용접 조인트기존 파이프 용접 방법으로는 얻을 수 없습니다. 그림에서. 도 3은 가정용 냉장고용 전기용접관의 제조공정을 나타낸 것이다. 그림 3. 용접 파이프 제조 공정전기 용접 파이프 생산을 위한 원료는 야금 공장에서 나오는 스트립(압연 판금)입니다. 빌렛은 너비가 500 ~ 1250mm 인 코일로 제공되며 파이프 생산을 위해서는 34.5 ~ 358mm 너비의 테이프가 필요합니다. 롤은 좁은 스트립으로 절단되어야 합니다. 이를 위해 슬리 팅 머신이 사용됩니다. 쌓인 테이프는 풀링 롤러에 의해 스트립 드럼 어큐뮬레이터로 공급되어 생성된 테이프 예비로 인해 지속적인 기술 프로세스를 보장합니다. 저장소에서 테이프는 각각 2개의 롤이 있는 7개의 스탠드로 구성된 성형 공장으로 들어갑니다. 각 스탠드 사이에는 벨트 움직임을 안정화하기 위한 한 쌍의 수직(가장자리) 롤이 있습니다. 성형 밀은 차가운 상태에서 스트립을 끝없는 블랭크로 성형하도록 설계되었습니다. 형성된 파이프(가장자리 사이에 열린 틈이 있음)는 고주파 전류로 가장자리가 용접되는 밀의 용접 장치로 들어갑니다. 용접부의 압력으로 인해 금속의 일부가 파이프 내부와 외부로 버(burr) 형태로 돌출됩니다. 외부 버를 용접하고 제거한 후, 파이프는 폐쇄 슈트에 위치한 롤러 테이블을 따라 교정 및 프로파일링 장치로 향하게 되며 냉각 에멀젼으로 충분히 물이 공급됩니다. 냉각 공정은 사이징 밀과 날아다니는 원형 톱으로 파이프를 절단할 때 모두 계속됩니다. 원형 튜브의 사이징은 4-스탠드 사이징 밀에서 수행됩니다. 각 스탠드에는 2개의 수평 롤이 있고 수직 롤은 스탠드 사이에 각각 2개씩 설치됩니다. 정사각형 및 직사각형 파이프의 프로파일링은 프로파일링 섹션의 4개 롤 스탠드에서 수행됩니다. 가정용 냉장고의 전기 용접 파이프는 프로파일링 후 고주파 소둔, 냉각 후 아연 도금욕으로 이동하여 부식 방지 코팅이 코팅됩니다. 전기 용접 파이프의 마무리 장비에는 다음이 포함됩니다. 파이프 끝단 처리를 위한 두 개의 소켓 헤드가 있는 페이싱 머신; 규범 문서에 명시된 경우 파이프 테스트용 유압 프레스; 냉장고용 파이프의 공압 테스트용 욕조. 폴리에틸렌 라이닝 파이프 생산 기술폴리에틸렌 라이닝된 강관 및 파이프 피팅(굽힘, 티, 전환)은 최대 2.5MPa의 압력 하에서 공격적인 매체, 물 및 오일을 이동하도록 설계되었으며 화학 및 정유 산업에서 사용됩니다. 라이닝 된 파이프의 최대 작동 온도는 + (플러스) 70 ° C, 플랜지가있는 파이프의 최소 설치 온도는 0 ° C, 웨이퍼 조인트의 경우 - (마이너스) 40 ° C입니다. 이 공장은 바로 설치할 수 있는 형태의 플랜지 연결이 있는 강철, 폴리에틸렌 라이닝 파이프라인 세트를 생산합니다. 여기에는 라이닝 파이프, 등가 및 트랜지션 티, 동심 트랜지션 및 벤드가 포함됩니다. 라이닝된 파이프는 내부, 외부 및 이중(내부 및 외부) 라이닝이 있을 수 있습니다. 라이닝된 파이프는 강철의 강도와 플라스틱의 높은 내식성을 특징으로 하여 고합금강 또는 비철금속으로 만들어진 파이프를 효과적으로 대체할 수 있습니다. 파이프 등급의 저압(고밀도) 폴리에틸렌은 운송 제품의 영향으로 인한 내부 부식과 토양 또는 공기와 같은 외부 부식으로부터 금속을 보호하는 라이닝 층으로 사용됩니다. 그림에서. 4는 폴리에틸렌으로 라이닝 된 파이프 제조에 사용되는 기술 프로세스를 보여줍니다. 폴리에틸렌 파이프는 웜 드라이브가 있는 라인에서 연속 스크류 압출로 제조됩니다. 라이닝 전에 강관은 파이프 라인 사양에 따라 길이로 절단됩니다. 파이프 끝에서 나사산을 자르고 나사산 스러스트 링을 조이고 느슨한 플랜지를 끼웁니다. 플랜지가없는 파이프 라인 (오일 및 가스 필드, 상수도)에 연결하기위한 파이프는 길이로 절단되고 파이프 끝이 처리되고 모따기가 제거됩니다. 강관의 라이닝은 조인트 드로잉 방법 또는 조임 방법으로 수행됩니다. 티는 사출 성형으로 늘어서 있습니다. 플랜지가 있는 파이프는 내부, 외부 또는 양쪽에 플랜지가 없는 내부에서 라이닝됩니다. 플랜지 연결의 파이프 끝에 라이닝 후, 라이닝 레이어는 나사산 링의 끝에 플랜지가 붙습니다. 사출 성형기의 플라스틱 사출 성형으로 티 및 동심 전환이 늘어서 있습니다. 구부러진 벤드는 파이프 벤딩 머신의 짧은 라인 파이프로 만들어집니다. 섹터 벤드 바디가 늘어서 있습니다. 폴리에틸렌 파이프플랜지에 끝단의 후속 플랜지. 그림 3. 폴리에틸렌 라이닝 파이프 생산 공정팔꿈치 생산 기술GOST 17375-83 및 TU 14-159-283-2001에 따른 이음새가 없는 가파른 곡선 용접 굴곡은 최대 10MPa(100 kgf / cm 2) 및 영하 70 °의 온도 범위에서 450 ° C까지 외경: 45 - 219 mm, 벽 두께: 2.5 - 8 mm, 굽힘 각도: 30 °, 45 °, 60 °, 90 °, 180 °, 강종: 20, 09G2S, 12X18H10T. 굽힘 생산을 위해 치수 특성 및 기계적 특성 측면에서 완제품의 품질에 대한 최상의 지표를 제공하는 현대적인 에너지 절약 및 환경 친화적 인 기술이 선택되었습니다. 주요 장비는 유도 가열을 사용하여 뿔 모양의 코어를 따라 파이프 빌렛을 핫 브로칭하는 프레스입니다. Novotrubny Zavod의 일반적인 품질 전략에 따르면 엘보는 완제품의 특성을 모니터링하는 전체 사이클을 사용하여 단면 파이프로만 만들어집니다. 허용되는 표준 및 기술 문서에 대한 제품의 적합성은 치수 특성 및 실험실 테스트의 100% 검증으로 확인됩니다. 부품 생산을 위해 감독 기관의 허가 및 인증서를 획득하여 러시아의 Gosgortekhnadzor가 감독하는 시설을 포함하여 매우 공격적인 환경에서 사용하기 위한 당사 제품의 적합성을 확인했습니다. 그림에서. 4는 굽힘 제조에 사용되는 기술 프로세스를 보여줍니다. 쌀. 5. 팔꿈치의 제조공정굽힘 생산 기술에는 다음 단계가 포함됩니다.
—기하학적 치수 제어, —수압 테스트, —굽힘 배치의 기계적 특성에 대한 실험실 테스트, —마킹. 5. 관형 제품의 품질 문제
답변: 모든 규제 문서(GOST, TU, 사양)는 반드시 다음 유형의 파이프 검사를 제공합니다.
답변:
참고: 경우에 따라 고객은 절단되지 않은 끝을 허용하고 파이프를 곧게 펴지 않도록 허용합니다.
답변: 확대경을 사용하지 않고 정상 시력을 가진 검사자가 검사대(랙)에 직접 제작합니다. 표면 검사는 전체 표면이 검사되도록 각 파이프의 후속 재정렬과 함께 섹션에서 수행됩니다. 한 번에 여러 파이프를 동시에 제어할 수 있습니다. 검사의 전체 표면이 화각을 초과하지 않는다는 것을 기억해야 합니다. 의심스러운 경우, 즉. 결함이 명확하게 나타나지 않을 때. 검사자는 파이프 표면을 청소하는 데 도움이되는 파일이나 에머리 종이를 사용할 수 있습니다.
답변: 결함의 깊이를 결정해야 하는 경우 결함 제거 전후의 파이프 직경을 후속적으로 비교하여 제어 파일링이 수행됩니다.
결함의 특성을 결정하기 위해 적절한 방식으로 승인된 결함 샘플(표준)과 비교됩니다.
답변: 기기 제어는 보일러실, 항공 장비, 원자력, 볼 베어링 공장 등 중요한 목적을 위해 파이프 외부 표면의 품질을 평가하는 데 사용됩니다. 이러한 테스트를 위한 장치는 초음파, 자기 또는 와전류 테스트 장치입니다.
답변: 이 제어 방법의 본질은 긴 홀더의 전구가 컨트롤러 반대쪽에서 충분히 큰 내부 채널을 가진 각 파이프에 삽입되어 파이프를 따라 이동하고 모호한 조명을 밝힐 수 있다는 것입니다. 장소. 더 작은 크기의 경우(파이프 드로잉 상점에서) 소위 스크린이 사용됩니다. 백라이트는 여러 개의 "일광" 램프로 구성되고 균일한 빛을 제공합니다.
답변: 중요한 파이프에 사용됩니다. 그것은 특수 기술에 따라 잠망경을 사용하는 도구 제어와 제어로 세분화되며 제어 표면의 면적이 4 배 증가합니다. 내부 표면에서 결함의 특성과 깊이를 결정하기 위해 파이프의 모호한 부분을 잘라내어 추가 제어(예: 현미경) 및 결론을 내릴 수 있습니다. 내부 단면이 작은 파이프의 검사는 육안으로 수행하거나 파이프의 모선("보트")을 따라 절단된 샘플을 확대하여 수행합니다. 8. 파이프 벽 두께의 수동 측정은 어떻게 수행됩니까? 답변: 파이프의 양쪽 끝에서 벽 두께를 확인합니다. 측정은 두 번째 정확도 등급의 파이프 마이크로미터 MT 0-25로 적어도 두 개의 정반대 지점에서 수행됩니다. 벽 차이나 한계값이 감지되면 측정 횟수가 늘어납니다.
답변: 수동으로 파이프의 외경은 두 번째 등급의 MK 유형의 부드러운 마이크로미터를 사용하거나 최소 두 섹션에 교정된 브래킷을 사용하여 제어합니다. 각 섹션에서 최소 2번의 측정이 90도 각도로 이루어집니다. ° 하나에서 다른 것으로, 즉 서로 수직인 평면에서. 결함 또는 최대 허용 값이 감지되는 경우 섹션 및 측정 수가 증가합니다.
답변: 중요 파이프에 사용되며 UKK-2 장치의 표면 연속성, 벽 두께 제어와 동시에 수행됩니다. NS라. 파이프 직경의 기술적 제어를 위한 롤러 냉간 압연기(CPTR)에서는 KED 장치(콤팩트 전자기 직경)가 사용됩니다. 10. 파이프 내경의 수동 제어는 어떻게 수행됩니까? 예. 답변: 양쪽 끝에서 규정 문서에 지정된 길이에 대해 "통과 - 통과 없음" 유형의 인증된 구경(40mm의 크기 및 더 일반적인 이름인 "롤링 핀")을 사용하여 주문에 따라 생산됩니다. 파이프의. 예를 들어, GOST 633-80에 따른 튜빙의 경우 각 끝에서 1250mm의 진직도 제어가 필요합니다. 동시에 내경이 모니터링됩니다. 쇼크 업소버 제조로 가는 파이프의 내경을 제어하기 위해 필요한 경우 높은 명중률사용된 크기 특수 장치- 보어 게이지. 11. 파이프 내경의 기기 제어가 필요한 경우는 언제입니까? 예. 답: 중요 파이프에만 사용되며 장치에서 생산됩니다.RPA및 UKK - 2, 예를 들어 스테인레스 스틸 파이프 생산. 12. 파이프의 곡률(직진도) 제어는 어떻게 수행됩니까? 예. 답변: 일반적으로 파이프의 진직도는 생산 기술에 의해 보장되며 실제로는 "눈으로" 확인됩니다. 의심스러운 경우 또는 요청 시 규제 문서, 실제 곡률이 측정됩니다. 규제 문서의 요구 사항에 따라 하나의 측정된 섹션 또는 파이프의 전체 길이를 따라 수행됩니다. 곡률을 측정하려면 평평한 수평 표면(이상적으로는 정반)이 필요합니다. 최대 "by-eye" 곡률이 있는 측정된 섹션이 선택됩니다. 곡률이 판과 같은 평면에있는 경우 측면에서 1 미터 길이의 직선 모서리, 유형 SCHD, 두 번째 정확도 등급을 적용하고 4 번 프로브 세트를 사용하여 파이프와 눈금자 사이의 간격은 확인했습니다. 13. 어떤 경우에 챔퍼 무딘 제어가 수행됩니까? 답변: 측정 자 또는 템플릿을 사용하여 규제 문서의 요청에 따라 생성됩니다. 모따기 각도 구현 제어는 각도기를 사용하여 규제 문서의 요청에 따라 수행됩니다. 14. 축에 대한 파이프 끝의 직각도는 언제 어떻게 확인합니까? 답변: 금속 사각형이 사용됩니다. 팔꿈치의 짧은 쪽은 파이프 표면의 모선을 따라 적용됩니다. 정사각형의 긴면이 2 - 3 섹션으로 파이프 끝에 눌러집니다. 간극의 존재 여부와 그 크기는 필러 게이지로 확인합니다. 15. 파이프 길이는 어떻게 수동으로 측정합니까? 답: 두 명의 작업자가 측정하는 파이프의 모선을 따라 금속 줄자 PC-10 또는 플라스틱 줄자를 붙여서 만듭니다. 16. 강철 등급을 결정하는 방법. 답변: 강철 등급의 관리는 다음과 같은 방법으로 수행됩니다.
6. 파이프 제조의 결함 유형 분류 및 수정 방법에 대한 질문
답변: 채택된 품질회계제도는 완제품의 관리과정에서 발견된 불량을 제강 및 압연 생산의 결함으로 인한 결함과 압연 생산의 결함(냉간가공 및 용접 파이프의 결함 포함)으로 구분 ).
답변:
답변:
답: 나 현대 관행표면 및 내부 금속 결함을 감지하고 연구하는 다음과 같은 기본 방법이 사용됩니다.
답변:
고온 결정화 균열은 잉곳의 외층 강도를 초과하는 인장 응력으로 인해 잉곳의 결정화 과정에서 형성되는 산화된 금속 균열이다. 압연 열간 균열은 원래 잉곳 결함의 위치와 모양에 따라 압연 축을 따라 비스듬히 또는 수직으로 배향될 수 있습니다. 균열을 일으키는 요인 중 하나는 액체 금속의 과열, 주조 속도 증가, 강재의 가소성이 감소하기 때문에 황 함량 증가, 주조 강재 기술 위반, 강종 자체의 영향입니다. 균열은 수리할 수 없으며 영구적인 결함입니다.
답변:
답변:
답변: 압연, 파이프 압연 근원의 균열, 균열, 박리, 일몰, 새집, 마찰, 관통은 수리할 수 없으며 최종 결합입니다. 러시아의 야금 기업 7.1. 야금 공장
10. JSC "Orsko-Khalilovsky Metallurgical Plant" - Novotroitsk: 스트립, 탄소강 등급 원, 저 합금강 등급 원. 11. JSC "Oskol 전기 야금 공장" - Stary Oskol: 탄소강 등급의 원. 12. JSC "Severstal"(Cherepovets Metallurgical Plant) - Cherepovets: 스트립, 탄소강 등급의 원. 13. JSC "Serov Metallurgical Plant" - Serov: 탄소강 등급 원, 합금강 등급 원, 볼 베어링 강 등급 원. 14. JSC "첼랴빈스크 야금 공장" - 첼랴빈스크: 스테인리스 강 스트립, 탄소강 등급 원, 합금강 등급 원, 볼 베어링 강 등급 원, 스테인리스 강 등급 원. 7.2. 파이프 플랜트 및 간략한 설명 OJSC "Pervouralsk Novotrubny 공장"(PNTZ) Sverdlovsk 지역 Pervouralsk시에 위치하고 있습니다. 생산된 구색: — 직경 10 ~ 100 mm의 GOST 3262-75에 따른 물 및 가스 파이프; — 직경 42 ~ 219 mm의 GOST 8731-80에 따른 이음매없는 파이프; — 직경이 6 ~ 76 mm인 GOST 8734 및 TU 14-3-474에 따른 이음매 없는 냉간 가공 파이프. — 전기 용접된 파이프직경이 12 ~ 114mm 인 GOST10704에 따라. PNTZ는 또한 특별 주문용 파이프(얇은 벽, 모세관, 스테인리스)도 제조합니다. Volzhsky 파이프 플랜트 OJSC (VTZ) 볼고그라드 지역 Volzhsky시에 위치하고 있습니다. 생산된 구색: — 325 ~ 2520mm의 큰 직경의 나선형 파이프. VTZ에서 제조한 제품의 우수한 품질은 안정적인 판매 시장을 결정하며 직경 1420~2520 파이프의 경우 VTZ가 러시아 독점입니다. OJSC "볼고그라드 파이프 공장"VEST-MD "(VEST-MD) 볼고그라드에 위치. 생산된 구색: —직경 8 ~ 50 mm의 GOST 3262-77에 따른 물 및 가스 파이프; —직경 57 ~ 76 mm의 GOST 10705-80에 따른 전기 용접 파이프. VEST-MD는 동시에 모세관 및 얇은 파이프작은 직경. OJSC "Vyksa 야금 공장"(VMZ) Nizhny Novgorod 지역의 Vyksa시에 위치하고 있습니다. Vyksa Steel Works는 전기 용접 파이프 생산을 전문으로 합니다. — 직경이 15~80mm인 3262입니다. — 직경 57~108mm의 10705. — 직경 530~1020mm의 10706. — 직경이 114~1020mm인 20295. GOST 20295-85 및 TU 14-3-1399에 따르면 열처리되어 최고 품질 요구 사항을 충족합니다. 이조르스키예 자보디 OJSC 레닌그라드 지역 콜피노에 위치. 생산된 구색: — 직경 89 ~ 146 mm의 GOST 8731-75에 따른 이음매없는 파이프. 또한 Izhorskiye Zavody OJSC는 이음매 없는 두꺼운 벽 파이프 생산을 위한 특별 주문을 수행합니다. OJSC "Seversky 파이프 공장"(STZ) Polevskoy 역의 Sverdlovsk 지역에 위치하고 있습니다. 생산된 구색: — 직경이 15 ~ 100mm 인 GOST 3262-75에 따른 물 및 가스 파이프; — 직경 57 ~ 108 mm의 GOST 10705-80에 따른 전기 용접 파이프; — 직경 219 ~ 325 mm의 GOST 8731-74에 따른 이음매없는 파이프. — 직경 114 ~ 219mm의 GOST 20295-85에 따른 전기 용접 파이프. 그룹 "B"고요한 강철의 고품질 파이프. JSC "Taganrog 야금 공장"(TagMet) 타간록에 위치. — 직경이 15~100mm인 3262입니다. — 76 ~ 114mm 직경의 10705. 직경 108-245mm의 이음매없는 파이프. JSC "트루보스탈" 상트페테르부르크에 위치하고 있으며 북서부 지역에 중점을 두고 있습니다. — 직경 8 ~ 100 mm의 GOST 3262-75에 따른 물 및 가스 파이프; — 직경 57 ~ 114 mm의 GOST 10704-80에 따른 전기 용접 파이프; OJSC "첼랴빈스크 파이프 압연 공장"(ChTPZ) 첼랴빈스크시에 위치하고 있습니다. 생산된 구색: — 직경이 102 ~ 426mm 인 GOST 8731-78에 따른 이음매없는 파이프; — GOST 10706, 20295 및 TU 14-3-1698-90에 따른 전기 용접 파이프(직경 530~1220mm). — 직경이 10 ~ 51mm 인 GOST 10705에 따른 전기 용접 파이프. — 직경이 15 ~ 80mm 인 GOST 3262에 따른 수도 및 가스 파이프. 주요 직경 외에도 ChTPZ는 아연 도금 물 및 가스 파이프 생산에 종사하고 있습니다. Agrisovgaz LLC (Agrisovgaz) 칼루가(Kaluga) 지역에 위치한 말로야로슬라베츠(Maloyaroslavets) JSC "Almetyevsk 파이프 공장"(ATZ) Almetyevsk시에 위치하고 있습니다. JSC "Borsky 파이프 공장"(BTZ) 니즈니 노브고로드 지역에 위치한 Bor. Volgorechensky 파이프 플랜트 OJSC(VRTZ) 볼고레첸스크의 코스트로마 지역에 위치하고 있습니다. OJSC "마그니토고르스크 제철소"(MMK) 마그니토고르스크 시에 위치하고 있습니다. JSC "모스크바 파이프 공장"FILIT "(FILIT) 모스크바에 위치하고 있습니다. JSC 노보시비르스크 야금 공장의 이름을 따서 명명 쿠즈미나 "(NMZ) 노보시비르스크에 위치하고 있습니다. PKAOOT "프로필-아크라"(프로필-아크라) 볼고그라드 지역에 위치한 Volzhsky JSC "Severstal"(세베르스탈) Cherepovets 시에 위치하고 있습니다. OJSC "Sinarsky 파이프 플랜트"(Sinarsky 파이프 플랜트) Kamenetsk-Uralsky의 Sverdlovsk 지역에 위치하고 있습니다. OJSC "우랄 파이프 공장"(Uraltrubprom) Pervouralsk의 Sverdlovsk 지역에 위치하고 있습니다. OJSC "엥겔스 파이프 플랜트"(ETZ) 엥겔스 사라토프 지역에 위치 8. 압연관의 기본적재율 8.1. 파이프 롤링을 철도 마차에 적재하기 위한 기본 규범 수도 및 가스 파이프 GOST 3262-78에 따라 직경은 15~32mm이고 벽은 3.5mm 이하입니다. 수도 및 가스 파이프 GOST 3262-78에 따라 직경은 32~50mm이고 벽은 4mm 이하입니다. 곤돌라 차량 1대당 적재량은 45~55톤입니다. 수도 및 가스 파이프 GOST 3262-78에 따라 벽이 5mm 이하인 50 ~ 100mm의 직경. 곤돌라 차량 1대당 적재량은 40~45톤입니다. 전기 용접 파이프 GOST 10704, 10705-80에 따라 벽이 5mm 이하인 57 ~ 108mm의 직경. 적재율은 곤돌라 차량 1대당 40~50톤입니다. 전기 용접 파이프 GOST 10704, 10705-80에 따라 벽이 6mm 이하인 108 ~ 133mm의 직경. 곤돌라 차량 1대당 적재량은 35~45톤입니다. 전기 용접 파이프 GOST 10704-80, 10705-80, 20295-80에 따라 벽이 7mm 이하인 133 ~ 168mm의 직경. 전기 용접 파이프 GOST 10704-80, 20295-80에 따라 벽이 8mm 이하인 168 ~ 219mm의 직경. 적재 비율은 곤돌라 차량 1대당 30~40톤입니다. 전기 용접 파이프 GOST 10704-80, 20295-80에 따라 벽이 8mm 이하인 219 ~ 325mm의 직경. 전기 용접 파이프 GOST 10704-80, 20295-80에 따라 벽이 9mm 이하인 325 ~ 530mm의 직경. 곤돌라 차량 1대당 적재량은 25~35톤입니다. 전기 용접 파이프 GOST 10704-80, 20295-80에 따라 벽이 10-12mm 이하인 530-820mm의 직경. 적재 비율은 곤돌라 차량 1대당 20~35톤입니다. 전기 용접 파이프 GOST 10704-80, 20295-80에 따라 10mm 이상의 벽이 있는 820mm의 직경. 곤돌라 차량 1대당 적재량은 15~25톤입니다. 나선형 파이프 하중 속도는 전기 용접 파이프와 유사합니다. 원활한 파이프GOST 8731, 8732, 8734-80에 따라 벽이 3.5mm 이하인 8 ~ 40mm의 직경. 곤돌라 차량 1대당 적재량은 55~65톤입니다. 나머지 하중률은 전기 용접 파이프의 하중 속도와 유사합니다. 철도 마차의 모든 적재 속도는 튜브 포장(패키지, 벌크, 상자 등)에 따라 다릅니다. 포장 문제에 대한 솔루션은 철도 운송 비용을 줄이기 위해 명확한 계산으로 접근해야 합니다. 8.2. 파이프 롤링을화물 도로 운송에 적재하기위한 주요 규범 스카우(몸체) 길이가 9m 이하인 MAZ, KAMAZ, URAL, KRAZ 차량의 적재 속도는 파이프 직경과 스코우(몸체) 스트럿의 길이에 따라 10~15톤입니다. 12미터 이하의 스카우(몸체) 길이를 가진 MAZ, KAMAZ, URAL, KRAZ 차량의 적재 속도는 파이프 직경과 스코우(몸체) 스트럿의 길이에 따라 20~25톤입니다. 파이프 길이에 특별한주의를 기울여야합니다. 길이가 스카우 (몸체)의 길이를 1 미터 이상 초과하는 파이프를 운반하는 것은 허용되지 않습니다. 도시간 운송의 경우 차량당 20톤을 초과하는 모든 브랜드의 차량을 적재할 수 없습니다. 그렇지 않으면 액슬당 과부하에 대해 큰 벌금이 부과됩니다. 벌금은 러시아 교통 감독관(Russian Transport Inspectorate)이 고속도로에 설치한 중량 통제 지점에서 부과됩니다. |









| 읽다: |
|---|
인기있는:
다변량 분산 분석 분산 분석 기사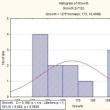
|




