Bahagian tapak
Pilihan editor:
- Rakit bumbung sendiri - buat bingkai yang tepat dengan pengiraan yang betul
- Memangkas lantai kayu: langkah demi langkah kerja sendiri-sendiri Bagaimana mengitar semula lantai dari papan
- Pemasangan bumbung bumbung pada kasau
- Kek penebat lantai di sebuah rumah kayu
- Penentuan peratusan keluaran kayu apabila menggergaji kayu, khususnya, kayu balak. Output dari papan bermata dari tidak berpatutan
- Pengiraan kayu dalam satu kiub
- Laminate pada lantai konkrit: ciri-ciri pemasangan yang betul Meletakkan papan lapis pada konkrit di bawah lamina
- Bagaimana untuk membaiki rumah blok ke dinding, bagaimana untuk melakukannya dengan betul?
- Berapa kayu dalam kubus: kaedah pengiraan dan contoh perhitungan
- Apakah perbezaan antara parket dan lamina, yang lebih baik
Pengiklanan
| Mengambil kayu bulat: carta memotong, alat yang diperlukan. Penentuan peratusan keluaran kayu apabila menggergaji kayu, khususnya, kayu balak. Output dari papan bermata dari tidak berpatutan |
|
Sebelum menggergaji kayu bulat, ia dikehendaki untuk mengira jumlah jumlah akan kekal untuk operasi selanjutnya, dan berapa banyak bahan akan dikitar semula. Ini penting kerana ia memberi kesan kepada kos pengeluaran akhir. Jumlah uncut yang diperolehi bergantung sepenuhnya kepada spesies kayu yang digunakan. Pada masa yang sama, terdapat langkah-langkah tertentu untuk meningkatkan pekali pengeluaran kayu selepas memotong. Apakah peratusan output dan pergantungannya pada diameter kayuUntuk menangani perkara ini, adalah perlu untuk mendedahkan konsep itu sendiri. Peratusan pengeluaran kayu dari kayu bulat adalah semua kayu yang berguna selepas menggergaji. Selebihnya adalah bahan buangan yang dihantar untuk pemproses lanjut untuk mendapatkan bahan-bahan seperti MDF, fiberboard, partikel. Perlu difahami bahawa jumlah yang akan diperoleh hasil daripada memotong pokok itu dikira untuk setiap diameter individu dan pilihan menggergaji pilihan. Adalah berfaedah untuk memahami persoalan mengapa parameter yang berkenaan bergantung kepada diameter hutan. Semuanya sangat mudah di sini: pemotongan yang lebih sedikit pada pokok itu, semakin tinggi nilai kelantangan. Sudah tentu, banyak juga bergantung pada teknologi pemotongan dan urutan yang dilakukan pemotongan itu. Urutan yang betul akan dibentangkan dalam Rajah. 2. Pada masa yang sama, perlu difahami bahawa kayu kecil diperolehi daripada spesies kayu bersaiz sederhana, dan papan tebal dan kayu dibuat dari hutan besar. Ia juga bernilai mengingati diameter purata dengan anggaran norma pecahan isipadu aliran:
Jumlah sisa selepas menggergajiAgar produk siap untuk mempunyai peratusan yang besar, segala-galanya perlu dikira dan disediakan dengan betul. Dan proses kerja itu sendiri harus dilakukan sepenuhnya sesuai dengan teknologi. Perlu diingat bahawa hutan bulat pokok konifer dan daun rendahan akan memberikan keluaran kayu yang berbeza dari papan yang tidak diset pada m 3.
Apabila bekerja dengan kayu keras, 2 kaedah pemprosesan digunakan:
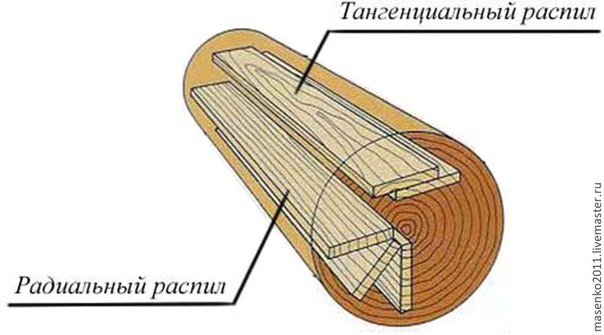
Selain itu, kaedah pertama membolehkan anda mendapat kira-kira 40-50% daripada output. Tetapi teknik keruntuhan itu mempunyai jumlah yang sedikit besar - sehingga 70%. Kelemahan teknologi ini ialah kosnya agak besar. Apabila menggeram kayu bulat 3 m panjang, anda dapat melihat tahap penolakan yang agak tinggi. Walau bagaimanapun, kayu baki tidak akan segera berguna kerana ia memerlukan proses pemprosesan tambahan. Kayu kayu diperolehi dengan memotong balak (kosong). Pada dasarnya, ini adalah kayu gergaji saiz tertentu dengan dua sisi sejajar (lapisan). Penggerudian boleh menjadi kedua-dua radial dan tangential. Dalam rajah. 1 menunjukkan pelbagai jenis kayu - dari plat ke papan bermata. Rajah 1. Jenis kayu: a - plat; b - rasuk roda dua; c - papan tidak bermata; g-suku; d - rasuk empat bermata dengan kaji selidik; e - setengah papan dengan gambaran keseluruhan; g - kayu potong bersih; s - croaker; dan - papan bermata; K - papan lidah dan alur yang dirancang; 1- muka; 2 - kelebihan; 3 - tulang rusuk; Muka 4 - akhir; 5 - ulasan Unsur berikut dibezakan dalam kayu: lapisan, tepi, rusuk, hujung. Plast adalah sisi lebar membujur kayu, serta kedua-dua belah kayu gergaji segi empat. Dalam lapisan terbaik kayu paling kurang cacat, kualiti pemprosesan terbaik. Satu bahagian kayu yang menghadap teras dipanggil dalaman, dan menghadapi sapwood dipanggil luar. Tepi - sisi sempit kayu yang membujur. Rib - garisan persimpangan dua sisi bersebelahan kayu. Butt - hujung sampingan kayu. Paterniti bukanlah elemen mandatori kayu, jadi, untuk bercakap, elemen sekerap tepi akibat ketidakcondokan bahan sumber (log atau kosong). Kayu dihasilkan menurut GOST 8486-86E: 1) dari kayu konifer - pain, spruce, larch, cedar dan cemara; 2) dari kayu keras - bic, birch, alder, linden, aspen dan poplar. Memohon: papan dengan ketebalan 100 mm atau kurang dengan nisbah lebar hingga ketebalan 2 atau kurang; bar dengan ketebalan lebih daripada 100 mm (empat bermata dan dua bermata). Panjang kayu: kayu lembut tidak lebih daripada 6.5 m, kayu keras tidak lebih daripada 5 m. Untuk struktur khas, kayu sehingga 9 m panjang boleh digunakan, dibuat atas pesanan khas. Ketebalan dan lebar kayu ditentukan oleh pelbagai (tab 1, 2, 3). Jadual 1. Output standard kayu yang ditebang setiap 1 m 3 log
Nota: 1) Dengan peningkatan jenis kayu bulat hingga ke-1, norma keluaran kayu meningkat sebanyak 3%. 2) Apabila pelbagai roundwood dikurangkan ke gred ke-3, standard keluaran kayu menurun sebanyak 2%, ke gred ke-4 - sebanyak 7%. 3) Dengan bekalan campuran log besar dan sederhana, standard keluaran kayu diterima sebagai purata aritmetik antara log sederhana dan besar. Jadual 2. Ketebalan dan lebar kayu lunak gergajian dalam mm
Jadual 3. Ketebalan dan lebar kayu keras dalam mm
Hujung kayu dan kekasaran kosong harus di gerakkan pada sudut tepat ke paksi membujur. Rasuk kaji selidik (dengan ketiadaan potongan tepi di tepi) dengan seksyen 120 x 120 mm atau lebih harus mempunyai lebar potong di ujung nipis sekurang-kurangnya satu pertiga dari sisi rasuk tersebut. Kandungan kelembapan maksimum yang dibenarkan untuk kayu untuk struktur beban ialah 25%, untuk struktur terpaku - 15%. Penggunaan kayu keras dibenarkan untuk bahagian-bahagian penggali, tangga dalaman, kancing dinding dalaman dan sekatan, siling, gulungan, gulungan, bahagian seni bina dalaman, jubin dan lantai bersih. Penggunaan kayu birch, linden dan poplar untuk kasau tidak dibenarkan; linden, alder, aspen dan poplar untuk treads tangga kayu; linden dan poplar untuk lantai bersih. Memangkas hutan adalah kitaran tindakan menggunakan pelbagai teknologi yang bertujuan untuk mendapatkan kayu dari kayu bulat yang sesuai untuk kegunaan selanjutnya dalam industri. Tempoh dan kos buruh proses bergantung pada kaedah yang dipilih untuk memproses kayu bulat, serta waktu tahun. Alat dan peralatanBatang dan cawangan bersaiz besar menjadi pengeluaran. Semua bahan dibahagikan kepada kumpulan mengikut ketebalan dan kehadiran kulit. Selalunya, perusahaan pemprosesan kayu mempunyai bengkel berhampiran tapak panen, di mana mesin untuk pemprosesan awal kayu dipasang.
Tangan mengeberang hutan Kayu yang belum melepasi tahap debarking boleh digunakan pada pemasangan lantai atau sebagai ridge ridge di pedalaman yang sama, atau sebagai alat pendukung semasa pembinaan.
Industri perindustrian hutan Jika satu lagi penggunaan pokok itu dirancang, maka penggerudian dijalankan, pada output yang memberikan segmen berikut:
Penggerudian boleh dilakukan oleh organisasi di tempat yang mempunyai semua alat yang diperlukan.
Kad Pemotongan Kayu Penggunaan rasional bahan itu dipastikan dengan pematuhan dengan kad penggerudian. Ini membolehkan anda mengurangkan kos kerana sisa, peratusan yang mana kad itu dapat mengurangkan dengan ketara. Alat yang digunakan dan jenis peralatan kerja kayu bergantung pada volume, kualiti dan saiz kayu yang diinginkan.
Selalunya mereka menggunakan gergaji bulat dan pelbagai mesin:
Di kilang papan, balok dan papan bermata diperolehi kerana potongan log sehingga 7 m panjang dan diameter 15-80 cm di sepanjang garis membujur. Saw kayu bulat mempunyai satu atau beberapa cakera, memproses diameter diameter hutan mengikut kuantiti mereka.
Jika di rumah perlu untuk memproses sejumlah kecil kayu, maka anda boleh menggunakan gergaji biasa. Memotong kayuSebelum memilih alat, adalah perlu untuk menentukan jenis pemotongan, memfokuskan pada cincin tahunan log. Terdapat beberapa jenis:
Antara kaedah pemotongan, pilih salah satu yang paling sesuai untuk kes tertentu:
Kerja tangan: menggunakan gergajiUntuk pemotongan rumah beberapa batang, tidak praktikal untuk membeli alat yang kosnya beberapa kali lebih tinggi daripada harga produk siap. Jika anda mempunyai kemahiran yang diperlukan, maka ia lebih cekap dan lebih murah untuk melakukan semua kerja yang diperlukan dengan gergaji konvensional, atau peralatan rantai yang dikuasai oleh elektrik. Sudah tentu, kerja sedemikian menghendaki lebih banyak kos dan masa fizikal, tetapi harga isu itu berkurangan. Kerja di tapak taman memerlukan pemangkasan pokok buah-buahan, dan juga mungkin untuk menghasilkan bahan untuk bangunan ladang tanpa menggunakan perkhidmatan pakar, jadi mana-mana pemilik yang berminat akan memilih untuk membeli gergaji. Selalunya, konifer disediakan untuk rumah, yang mana alat ini sempurna mengatasi. Terima kasih kepada batang licin, lebih mudah untuk menggariskan garisan pemotongan, yang meningkatkan kelajuan kerja. Profesional, dengan cara yang paling sering menggunakan gergaji, kerana ia lebih berkuasa daripada elektrik dan anda boleh menggunakannya di mana saja, tanpa mengira kehadiran sumber kuasa di tapak pemotongan atau pemotongan.
Untuk menggunakan gergaji gergaji untuk memotong kayu, anda akan memerlukan peranti sedemikian sebagai muncung untuk gergaji, serta memotong panduan dan pembetul untuk batang asas. Nosel dalam bentuk bingkai dipasang pada alat supaya tetap mungkin untuk menyesuaikan jarak antara rantai dan bingkai itu sendiri. Ini dilakukan untuk membolehkan pengeluaran kayu selesai, berbeza dengan ketebalan. Untuk peranan pemandu, anda boleh mengambil sama ada profil panjang yang diingini, atau papan kayu dengan kekukuhan yang mencukupi. Rangkaian khas dipilih untuk alat ini, yang direka untuk memotong batang di sepanjang. Perbezaan dari selebihnya terdiri daripada gigi yang tajam di sudut tertentu.
Sebelum memulakan kerja, perlu bukan sahaja untuk menyediakan semua alat yang diperlukan. Tidak kira sama ada mesin kayu atau lekapan manual dimaksudkan untuk memproses batang, perkara pertama yang perlu anda lakukan ialah membiasakan diri dengan peta potong. Ini dilakukan untuk meminimumkan peratusan sisa, dan meningkatkan hasil produk yang berguna. Perkara pertama yang perlu dibimbangi apabila memotong secara longitudinal adalah ketumpatan seragam papan selesai. Untuk melakukan ini, sawer yang kompeten mengarahkan alat dari sebelah timur log ke barat, atau ke arah yang bertentangan. Ini disebabkan oleh ketumpatan kayu bulat yang lebih besar di bahagian utaranya daripada di selatan.
Seterusnya, gergaji dihilangkan dari kedua-dua pihak dengan gergaji untuk memperoleh rasuk dua bermata. Ia, pada gilirannya, dipotong mengikut corak menggergaji yang dipilih pada permulaan kerja. Keluar memberi papan yang tidak dijawab. Sekiranya terdapat peratusan tertentu kecacatan pada batang, maka potongan bulat adalah mungkin dengan batangnya beralih pada sudut kanan atau 180 °. Jumlah bahan siap, harga dipotongHasil bahan yang berguna dari spesies konifer dan ranting berbeza dari segi peratusan. Untuk kayu yang diperoleh dari konifer, petunjuk berikut adalah ciri:
Angka-angka diberikan tidak termasuk hutan yang ditolak selesai, jumlahnya boleh mencapai 30%. Walau bagaimanapun, bahan tersebut pergi ke produk yang membenarkan kecacatan tertentu.
Kayu bulat kayu keras memberikan 60% daripada hutan yang belum disiapkan dan kira-kira 40% dari tepi. Ini disebabkan kelengkungan awal kayu bulat. Anda boleh meningkatkan bilangan produk: untuk ini, anda memerlukan mesin kerja kayu pelbagai jenis. Sesetengah jenis peranti boleh meningkatkan jumlah kayu dengan 10-20%. Untuk satu kiub kayu, anda memerlukan kira-kira 10 kiub kayu bulat kayu keras. Kos pemasangan peralatan tambahan akan dibayar dengan kos hutan siap. Barisan khas memberi lebih banyak kelantangan, tetapi penggunaan mereka hanya dianjurkan di kawasan yang luas. Harga purata kayu menggergaji pada kren papan konvensional adalah kira-kira 150-180 rubel setiap meter padu papan. Memangkah KadKad pengilangan adalah pengiraan jumlah kayu siap yang optimum dari satu log. Ia boleh dikira secara bebas untuk setiap diameter log khusus, atau anda boleh menggunakan program komputer yang sangat memudahkan pengiraan, dan harga yang agak berpatutan.
Atau sumber itu boleh menjadi panduan kincir biasa. Hasilnya ialah jadual yang diambil sebagai asas. Kilang papan perlu sentiasa tertumpu pada datanya, untuk mendapatkan lebih banyak kayu dari mana-mana spesies kayu. Apabila memotong kayu, adalah penting untuk segera mengira apa yang akan digunakan, kerana ini akan memberi kesan kepada kos kayu. Hasil produk siap mungkin berbeza. Ia bergantung kepada kualiti hutan yang digunakan, sama ada langkah-langkah diambil untuk mengoptimumkan pemotongan. Terdapat langkah-langkah khas untuk meningkatkan kecekapan kerja, menjadikan hasilnya lebih baik, dan kualiti penggerudian lebih tinggi. Sebelum menggergaji, anda perlu terlebih dahulu mengira segala-galanya. Ia tidak begitu sukar kerana ia mungkin kelihatan, tetapi penggunaan kayu bulat akan menjadi optimum, bermanfaat untuk mendapatkan hasil yang sangat baik. Bagaimana untuk meningkatkan kecekapan pemotonganAgar output kayu menjadi penting, langkah-langkah khas harus digunakan untuk meningkatkan kecekapan proses:
Hasil kayu selesai mungkin berbeza. Perlu diingat bahawa pada peringkat pertama, papan diperolehi, maka mereka diurutkan. Akibatnya, peratusan semakin berkurangan, contohnya, untuk kayu keras, ia boleh hanya 10-20%. Bagaimana untuk mengoptimumkan pemotongan
Untuk membuat output kayu lebih tinggi, proses menggergaji mesti dioptimumkan. Ini terpakai terutamanya kepada kosong yang mempunyai kelengkungan yang signifikan. Untuk melihat keluk hutan bulat, anda perlu melakukan satu siri tindakan:
Jumlah sisa selepas menggergajiAgar papan selesai untuk keluar dengan peratusan yang tinggi, perlu menyediakan semuanya dengan betul, kerja harus dilakukan hanya sesuai dengan teknologi. Hutan bulat spesies konifer dan ranting menghasilkan output yang berbeza. Dalam kes terakhir, jumlahnya kurang, walaupun anda menggunakan peralatan tambahan khas. Jarum untuk menggergaji dianggap lebih mudah, kerana batangnya lurus, dan log mempunyai diameter yang lebih besar. Hutan konifer tidak begitu terdedah kepada kerosakan, jadi perkahwinan kurang. Untuk kayu keras, 2 teknologi pemotongan biasanya digunakan:
Jumlah jubin pita 40-50%. Apabila menggunakan teknologi, ada cara lain, ia boleh ditingkatkan sehingga 70%, tetapi kos kerja itu lebih tinggi. Sekiranya hutan bulat dipotong, panjangnya ialah 3 m, maka anda dapat melihat bahawa kadar penolakannya agak besar, dan baki bahan memerlukan pemprosesan. Ini terpakai kepada pukal dengan papan 22x105 (110, 115) x3000 mm. Terdapat banyak pilihan untuk perkahwinan sedemikian. Misalnya, ia mungkin lubang cacing, yang tidak lagi sesuai untuk kebanyakan pekerjaan. Selepas menyusun, jumlah bahan kayu keras yang dimiliki oleh gred 0-2, hanya akan 20-30% daripada jumlah yang diperoleh selepas menggergaji. Ini bermakna bahawa jumlah jisim kayu bulat yang dituai, hasil dari papan biasa akan hanya 10-20%. Bahan-bahan baki digunakan terutamanya untuk kayu api. Bulat kayu konifer akan mempunyai output yang berbeza, tetapi perhatian harus dibayar kepada apa nilai purata dari jumlah yang diperolehi diperhatikan. Keluaran kayuUntuk pengeluaran kayu yang optimum, pelbagai syarat mesti dipertimbangkan. Untuk pengiraan yang betul, anda boleh mempertimbangkan satu contoh bulat kayu keluar. Data diperolehi daripada pengalaman sebenar pakar dan prestasi kilang papan. Ini menjadikan ia mungkin untuk membandingkan peratusan, mengira purata optimum. Dalam konifer, output berikut mungkin:
Satu lagi 30% boleh ditinggalkan untuk penolakan bahan siap. Bahan yang ditolak tidak dibuang, ia digunakan untuk pembuatan jenis kayu yang lain, yang membolehkan kehadiran perkahwinan tertentu. Kayu bulat mempunyai hasil yang berbeza:
Output dapat ditingkatkan, untuk peralatan tambahan ini digunakan. Ini boleh menjadi mesin multisaw khas, mesin untuk memotong tepi, mesin subhumble. Dalam kes ini, pengeluaran kayu akan meningkat sebanyak kira-kira 20%. Peratusan diberikan berdasarkan data untuk mendapatkan papan gred 0-4. Apabila mengisikan gred, pengeluaran kayu kayu 0-1 peratus adalah 10%. Untuk mendapatkan kiub bahan bermata siap dari kayu keras, anda perlu meletakkan 10 kiub kayu pusingan asal pada potongan. Hasil kayu dari kayu bulat mungkin berbeza. Ia semua bergantung kepada spesies kayu yang asal yang digunakan kilang papan. Langkah-langkah khas untuk meningkatkan kecekapan membolehkan anda mendapat peratusan yang lebih besar daripada yang mungkin, tetapi untuk ini anda harus mempunyai pengalaman. Pembaikan dan kerja pembinaan sering melibatkan penggunaan kayu. Tetapi kedai-kedai, pangkalan perdagangan kayu menjualnya lebih kerap daripada tidak, tetapi dalam kiub. Bilangan papan bermata dalam 1 meter padu. Semuanya sangat mudah dan cepat. Kaedah mengira kayu bermata
Untuk mengelakkan kekeliruan apabila menukar sentimeter padu kepada meter padu, lebih mudah untuk merekod hasil pengukuran dengan segera dalam meter.
Pengiraan berat meter padu kayu. Sebagai contoh, 0.132 cc m \u003d 6 m × 0.022 m (2.2 cm) × 0.10 m (10 cm). Sekarang, untuk menentukan bilangan papan dalam kiub, anda memerlukan 1 kiub. m dibahagi dengan 0.132. Hasilnya (7, 5757) ketika membeli kayu diperlukan untuk dibundarkan hingga 8 buah. Cara mengira cubaan ini juga sesuai untuk kayu. Oleh itu, anda boleh menentukan berapa kiub kayu yang anda perlukan untuk membeli jika anda mengetahui bilangan produk yang diperlukan, atau sebaliknya, menentukan bilangan kiub yang dikehendaki. Untuk menentukan jumlah kayu yang diperlukan, cara yang paling mudah adalah untuk melakukan pengiraan yang serupa dengan kaedah di atas. Hanya hasil akhir perlu didarabkan dengan faktor pembetulan 1.2. Dari papan yang tidak dijangka, anda boleh mendapatkan tidak lebih daripada 70-80% dari tepi. Lebar dan ketebalan setiap produk dalam kes ini diukur dengan mengambil kira pemprosesannya selanjutnya. Teknik ini akan membantu menentukan bilangan kiub produk kayu yang diperlukan untuk kerja, jika hasil terakhir adalah pemprosesan selanjutnya - memotong. Apabila membeli, papan terluas dan nipis diukur untuk mendapatkan penunjuk lebar purata. Sekiranya lebar kayu di butt lebih lebar daripada di atas, nilai rata-rata aritmetik saiznya digunakan tanpa mengambil kira lapisan bulat atau kulit dengan pembulatan hingga 10 mm. Dalam kes ini, pecahan dari 5 mm dibulatkan kepada 10 mm penuh, dan pecahan sehingga 5 mm tidak diambil kira. Panjang dan ketebalan kayu diukur dengan cara biasa. Jumlah kayu ditentukan mengikut skema biasa:
Skim pengiraan log kubik.
Sebagai tambahan kepada kaedah piecewise untuk menentukan jumlah kayu yang tidak dijanjikan, kaedah geometri boleh digunakan. Keperluan untuk bungkusan kayu yang tidak disahkan:
Kemudian jumlah pakej dikira, hasilnya didarabkan oleh pekali:
Kaedah sepotong atau geometri untuk menentukan kapasiti padu akan membantu anda menavigasi apabila membeli kayu yang tidak diserahkan. Sekiranya anda mempunyai masalah dengan pengiraan, anda boleh mendapatkan bantuan daripada pembantu jualan, pengurus, pekerja gudang. http://masterbrusa.ru |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||















| Baca: |
|---|
Popular:

Baru
- Tangga DIY ke loteng: membuat tangga ke loteng dengan arahan foto
- Garaj bingkai kayu - pembinaan diri sendiri
- Peletakan lantai DIY - arahan demi langkah dengan foto
- Ciri sistem gantungan kayu dan rumah batu
- Lakukan sendiri jadual mudah
- Meja buatan sendiri dibuat daripada papan
- Pembinaan rumah dari kayu berprofil sendiri
- Jadual apa yang boleh saya buat daripada papan yang tidak perlu dengan tangan saya sendiri?
- Membuat kerusi daripada kayu
- Bagaimana untuk mengukur lantai di bawah jubin Bagaimana untuk mengukur lantai di bawah jubin




