Раздели на сайта
Избор на редактора:
- Как да разпространявате замазка за стени: препоръки на професионалисти
- Как да направите люлка от дърво и метал
- Мармоленова настилка Технология на полагане на мармолея
- Мармолеум - спецификации, технология на монтаж, снимка Подови настилки Marmoleum
- Направи си сам детска люлка в страната - истинска работа за любящ баща
- Направете сами градински мебели за лятна къща - снимка на успешни домашно приготвени продукти
- Цветно легло под дърво: избор на растения и процес на засаждане
- Как да смесите цимент за банята
- Сравнение на паркет и масивна дъска по характеристики
- Пропорции на компонентите за приготвяне на цименто-пясъчен разтвор
реклама
| Първи работа на режещия лист. Редактиране на циркуляри Редактиране на циркуляри |
|
Основните операции за подготовка на циркуляри са подрязване и нарязване, изправяне, валцуване или коване, заточване на зъбите, разнасяне или сплескване и инсталиране на триона на машината. Подстригване и назъбване на зъби. Тези операции се извършват в случаите, когато размерът на инструмента не съответства на условията на неговата работа, счупване на няколко съседни зъбни триона или появата на пукнатини в острието. Фиг. 102. Откриване и елиминиране на дефекти във формата на циркулярен трион: a-верига на откриване на дефекти на диска чрез проверка от две страни; b-местоположение на ударите при коригиране на дефекти; C-слаби страни; Т-тесни места; В-катарами; И Разклонители При рязане на зъби пролуката между перфоратора и матрицата не трябва да надвишава 0,5 мм. Щампованият контур на зъбите трябва да включва припуск от 1 -1,5 mm спрямо желания профил. Крайната форма на зъбите се постига чрез смилането им върху машините. Редактирането пиеше, Редактирането отстранява локални и общи дефекти във формата на платното. Устройството за редактиране на циркуляри е показано на фиг. 101. За да откриете дефекти във формата на острието, поставете триона в хоризонтално положение на три опори и го проверете с къса калибрационна линийка от двете страни. Определените граници на дефектите са очертани с тебешир (фиг. 102). Методът за редактиране зависи от вида на дефекта. Слабостите „С“ се коригират чрез удряне на ковачния чук с кръгъл чук \u200b\u200bоколо дефекта с постепенно отслабване, когато се отдалечава от него. Ударите се нанасят от двете страни на триона (фиг. 102 I). Плътните петна „Т“ се коригират чрез удари на ковачния чук вътре в дефектната зона, започвайки от границите и завършвайки в средата. Ударите се нанасят от двете страни на триона (фиг. 102 II). Издутината “B” се коригира чрез удряне на ковачния чук от изпъкналата страна (фиг. 102 III). За да не се промени общото напрежение на острието, между триона се поставя картон или кожено уплътнение, което се поставя нагоре от издутина и наковалнята. Завойът на триона „I“ (сгъвания в назъбения ръб, огънати секции, гърбица и едностранно приличане на крилото на диска) се коригира чрез удряне на правилния завой на чука (с продълговат удар) или по билото при завоя, или, ако размерът на дефекта е значителен, от краищата на завоя до билото с страни на издутината. Оста на ударника трябва да съвпада с посоката на оста на завоя (фиг. 102III). Препоръчва се да се провери качеството на изправяне на триона върху специален инструмент (фиг. 101). В този случай проверката се извършва при условия, близки до оперативните. Критерият за оценка на качеството на редактиране е стойността на най-голямото отклонение на страничната повърхност на триона (в периферната част) от равнината на крайната повърхност на триона. Трионът се счита за изправен, ако отклоненията (в мм) от плоскостта (деформация, издутини и др.) От всяка страна на ножа на триона не надвишават за триони с диаметър (мм) до 450-0.1; от 450 до 800 - 0,2; от 800 до 1000-0.3. Отклоненията от плоскостта на централната част на триона в областта на фланците не трябва да надвишават 0,05 мм. За изправяне на циркуляри използвайте наковалнята за трион PI -38, коване чукове PI -40, PI -41; правилни чукове PI - 42, PI - 43; устройство за проверка на качеството на редактиране; владетели, тестващи PI - 44, PI - 45, PI - 46, PI - 47 и G1I - 48. Дължината на дръжките на десните чукове трябва да бъде 30 см; масата на чукове с напречни удари -1 кг, с наклонени нападатели - 1,5 кг; радиус на изпъкналост - 75 мм. Валцуването на триони се извършва с цел създаване на първоначалните напрежения, необходими за компенсиране на температурните натоварвания, произтичащи от неравномерното нагряване на режещия лист по време на триониране и намаляване на риска от резонансни състояния на инструмента. Същността на търкалянето е в отслабването на средната част на триона, поради удължението му при търкаляне между две работещи ролки под налягане. Фрезованият трион придобива странична стабилност на зъбното колело по време на работа, т.е. способността да издържа на небалансирани странични сили, действащи върху острието по време на триониране, и по този начин да гарантира правотата на рязането Достатъчно е да търкаляте триона по един кръг с радиус 0,8 R (където R е радиусът на триона без зъби) за 3-4 оборота на триона под въздействието на ролките. , 8 R трябва да бъдат инсталирани в съответствие с данните в таблица 25. Таблица 25. Силата на затягане на ролките при навиване на кръгли плоски триони В зависимост от първоначалното състояние на напрежение на триона, сто валяка под налягане могат да се колебаят. Правилно фрезован трион, когато е поставен в хоризонтална равнина върху три равномерно разположени лагера, разположени вътре в обиколката на зъбните кухини на разстояние 3-5 мм от него, със свободно увисване на средната част, трябва да придобие равномерна вдлъбнатина (тара). Стойностите на кривината на фрезованите триони, работещи със скорост на рязане 40-60 m / s, измерени от двете страни на разстояние 10-15 mm от ръба на централния отвор на триона, трябва да съответстват на стойностите, посочени в таблица 26. Прекомерното отслабване на средната част на триона по време на неговото търкаляне се коригира чрез търкаляне около кръг, разположен на 3 до 5 мм от обиколката на зъбните кухини. В този случай силата на налягане на rrlik се приема от 10 до 30 кг, в зависимост Физическо значение.
За по-добро разбиране на физиката на коването, представете си, че трионът е направен от два стоманени пръстена. Освен това външният диаметър на централния пръстен е малко по-голям от вътрешния диаметър на пръстенавъншно. Това, което има зъби. За да сглобим триона, нагряваме външния пръстен. Той ще се разшири и сега се поставя свободно на вътрешния пръстен. Когато сглобеният трион се охлади, външният пръстен ще натисне централния пръстен със сила. От своя страна централната част на диска със същата сила ще натисне върху периферията. В този случай автоматично получаваме необходимото разпределение на вътрешното напрежение на режещия лист. И няма да е еднакъв по радиус в такъв диск. Напрежението ще се увеличи от центъра, когато наближите зоната с радиус 0,8. И тогава той ще промени знака си на обратното. Градиентът на изменението на вътрешното напрежение по радиуса ще изглежда така. Начини на опъване.
Коване на пръстен.
Пръстен подвижен. Термопластичен пръстен.
Термопластично петно.
Начини за контрол на напрежението. С помощта на изправен.
Използване на ITB с пневматичен цилиндър.
Кучеров В. В., директор<Уральской школы пилоправов> тях. Н. К. Якунина Основните операции за подготовка на циркуляри са подрязване и нарязване, изправяне, валцуване или коване, заточване на зъбите, разнасяне или сплескване и инсталиране на триона на машината. Подрязване и изрязване на зъбите, Тези операции се извършват в случаите, когато размерът на инструмента не съответства на условията на неговата работа, счупване на няколко съседни зъбни триона или появата на пукнатини в острието. При рязане на зъби пролуката между перфоратора и матрицата не трябва да надвишава 0,5 мм. Щампованият контур на зъбите трябва да включва припуск от 1-1,5 мм спрямо желания профил. Крайната форма на зъбите се постига чрез смилането им върху машините. Редактирането пиеше, Редактирането отстранява локални и общи дефекти във формата на платното. Устройството за редактиране на циркуляри е показано на фиг. 101. Фиг. 101. Устройство за проверка на качеството на редактиране на циркуляр: За да откриете дефекти във формата на острието, поставете триона в хоризонтално положение на три опори и го проверете с къса калибрационна линийка от двете страни. Определените граници на дефектите са очертани с тебешир (фиг. 102).
Фиг. 102. Откриване и отстраняване на дефекти във формата на циркулярно трионче: Методът за редактиране зависи от вида на дефекта. Слабостите „С“ се коригират чрез удряне на ковачния чук с кръгъл чук \u200b\u200bоколо дефекта с постепенно отслабване, когато се отдалечава от него. Ударите се нанасят от двете страни на триона (фиг. 102 I). Плътните петна „Т“ се коригират чрез удари на ковачния чук вътре в дефектната зона, започвайки от границите и завършвайки в средата. Ударите се нанасят от двете страни на триона (фиг. 102 II). Издутината “B” се коригира чрез удряне на ковачния чук от изпъкналата страна (фиг. 102 III). За да не се промени общото напрежение на острието, между триона се поставя картон или кожено уплътнение, което се поставя нагоре от издутина и наковалнята. Завойът на триона „I“ (сгъвания в назъбения ръб, огънати секции, гърбица и едностранно приличане на крилото на диска) се коригира чрез удряне на правилния завой на чука (с продълговат удар) или по билото при завоя, или, ако размерът на дефекта е значителен, от краищата на завоя до билото с страни на издутината. Оста на ударника трябва да съвпада с посоката на оста на завоя (фиг. 102 III). Препоръчва се да се провери качеството на изправяне на триона върху специален инструмент (фиг. 101). В този случай проверката се извършва при условия, близки до оперативните. Критерият за оценка на качеството на редактиране е стойността на най-голямото отклонение на страничната повърхност на триона (в периферната част) от равнината на крайната повърхност на триона. Трионът се счита за изправен, ако отклоненията (в мм) от плоскостта (деформация, издутини и др.) От всяка страна на ножа на триона не надвишават за триони с диаметър (мм) до 450 - 0,1; от 450 до 800 - 0,2; от 800 до 1000 - 0,3. Отклоненията от плоскостта на централната част на триона в областта на фланците не трябва да надвишават 0,05 мм. За изправяне на циркулярни плоски триони използвайте трионната наковалня PI -38, коване на чукове PI - 40, PI - 41; правилни чукове PI - 42, PI - 43; устройство за проверка на качеството на редактиране; владетели, тестващи PI - 44, PI - 45, PI - 46, PI - 47 и PI - 48. Дължината на дръжките на десните чукове трябва да бъде 30 см; масата на чукове с напречни удари - 1 кг, с наклонени нападатели - 1,5 кг; радиус на изпъкналост - 75 мм. Валцуването на триони се извършва с цел създаване на първоначалните напрежения, необходими за компенсиране на температурните натоварвания, произтичащи от неравномерното нагряване на режещия лист по време на триониране и намаляване на риска от резонансни състояния на инструмента. Същността на търкалянето е в отслабването на средната част на триона, поради удължението му при търкаляне между две работещи ролки под налягане. Фрезованият трион придобива странична стабилност на зъбното колело по време на работа, т.е. способността да издържа на неуравновесените странични сили, действащи върху острието по време на триониране, и по този начин да гарантира правотата на рязането. Достатъчно е да навиете триона по един кръг с радиус 0,8R (където R е радиусът на триона без зъби) за 3-4 оборота на триона под въздействието на ролките. Правилно фрезован трион, когато е поставен хоризонтално върху три равномерно разположени лагера, разположени вътре в обиколката на зъбните вдлъбнатини на разстояние 3-5 мм от него, при свободно увисване на средната част, трябва да придобие равномерна вдлъбнатина (с форма на плоча). Ако не се постигне необходимото отслабване на средната част на триона, трионът се обръща и отново се навива с предишната стойност на силата на натиск на ролките. Завъртането на триона помага да се намали леко огъването на острието от ролките. Ако средната част на триона не е получила необходимото затихване, процесът на търкаляне продължава по същата обиколка с увеличена сила на натиск на ролките. Прекомерното отслабване на средната част на триона при повторната му обработка се коригира чрез търкаляне по кръг, разположен на 3 до 5 мм от обиколката на зъбните кухини. В този случай силата на налягане на ролките се приема от 10 до 30 кг, в зависимост от първоначалното състояние на напрежение на инструмента. Максималните отклонения на вдлъбнатината (mm) не трябва да надвишават за триони с диаметър до 450 mm - +0.05 - 0.10, над 450 до 800 mm - + 0.10-0.15mm Коването на триони не е механизирано и изисква висококвалифицирани майстори. Коването се състои в удар с чук с чук върху централната част на триона, лежащ на наковалнята. Преди да ковате, направете маркировка на триона, за да определите точките на приложение на отпадъците: прекарайте 12 до 16 радиуса, равномерно разделяйки диска и 6 до 8 концентрични кръга на еднакво разстояние един от друг, с външната обиколка 20-30 мм от обиколката на зъбните кухини и вътрешната 30 - 40 mm от обиколката на диаметъра на затягащите фланци. Ударните удари се нанасят с еднаква сила по цялата повърхност на триона по радиусите от периферията до центъра в точките на пресичане на радиусите с кръгове (фиг. 103 а).
Фиг. 103. Коване на циркулярен трион: Силата на ударите ще се извлече от дебелината на триона и степента на неговата твърдост: колкото по-тънък или по-мек е трионът, толкова по-лесни са ударите. В същия ред (и в същите точки) трионът е кован от другата страна. Степента на затихване на средната част на триона се проверява по същия начин, както в случая на търкаляне (стандартите са същите). Ако средната част не е достатъчно отслабена, коването се повтаря, удряйки се между местата на първокачествените утсари (фиг. 103 б). Заточването на зъбите осигурява зададените ъглови параметри на зъбите и остротата на режещите ръбове. За заточване на циркуляри се препоръчва да се използват шлифовъчни колела от марките EB25ST2B и EB40STV. Захранването за един ход на кръга не трябва да надвишава 0,06 mm. Смелете зъбите с шлифовъчен диск EB40ST. В същото време се правят 2-3 лесни пасажа с стойност на врязване на ход на кръг не повече от 0,02 мм. Бърките се отстраняват от страничните ръбове на зъбите с фино зърнеста шлифоваща лента. Трябва да се помни, че ъгълът на косото заточване на триони за напречно рязане трябва да бъде равен на 45 - 50 °, което осигурява най-високо покритие на повърхността. Трионът се счита за правилно заточен, ако е осигурен даден стандартен профил на зъба, достатъчна острота на режещите ръбове, разположението на върховете на зъбите на същия кръг, липсата на усуквания, счупвания, изкълчвания и изпадане на върховете на зъбите, плавно закръгляне на междузъбните кухини. За да се постигне местоположението на върховете и страничните лица на зъбите на един и същ кръг и в една и съща равнина, се препоръчва да се смила зъбите. Свързването се извършва според височината на зъбите и ширината на режещия ръб (от страни) с фугиращи устройства (фиг. 104), монтирани на триони, както и на шлифовъчни машини.
Фиг. 104. Устройството за следните зъби: Свързването на машинния вал се извършва с фино зърнесто магаре (размер на зърното 5-10), когато трионът се върти в посока, обратна на работната и ниската скорост. Стойността на свързаната повърхност (фаска) трябва да бъде не повече от 0,1 - 0,3 мм. Отстрани зъбите са грундирани с минимално снабдяване на магаре. Операцията трябва да се счита за завършена, ако на 1/3 от зъбите има следи от покафеняване. Оборудване и устройства за заточване и шлифоване на зъби на кръгли плоски триони:
Ухапването на зъба осигурява движението на триона в разреза без прищипване и предотвратява неговото недопустимо нагряване в резултат на триене върху страничните повърхности на разреза. Разводът се състои в алтернативно огъване на върховете на зъбите към едната и другата страна с 1/3 от височината им (като се брои от върха). Отклонението на върха на зъба от равнината на триона (огъване встрани) зависи от физико-механичните свойства на материала, който се реже, качеството на облицовката и режима на работа на триони. При рязане на повече влажна иглолистна дървесина и ниско качество на обличане размерът на развода трябва да бъде по-голям; при ниски скорости на подаване (ниско подаване на зъб) е възможен по-малък развод. Изрязване на зъби, Понякога зъбите на триони за надлъжно рязане се подлагат на сплескване, вместо на развод. При сплескване върхът на зъба се разширява в двете посоки, придобивайки формата на шпатула. Зъбните зъби имат редица предимства пред развода. Изравнени връхчета на зъбите трябва да бъдат оформени, за да им придадат еднаква геометрична форма, ъглови и линейни размери. Количеството разширение на зъба отстрани при сплескване се взема с 10% по-малко, отколкото в случай на развод. Инсталирането на трион на машини изисква спазване на определени правила. Трионът е монтиран на вала, така че центърът на триона съвпада с оста на шпиндела. Това изискване се осигурява или от точното съответствие на диаметъра на отвора на отвора на диаметъра на машинното вретено (допустимото хлабина е не повече от 0,1 мм), или чрез използване на самоцентриращ фланец за закрепване на триона (фиг. 105).
Фиг. 105. Проектиране на самоцентриращи се фланци за закрепване на циркуляри: Носещите повърхности на монтажните фланци трябва да бъдат строго перпендикулярни на оста на шпиндела. Допуска се крайно изтичане на радикалния фланец с не повече от 0,03 mm при радиус 50 mm. Ограничителите за вибрации на страничните триони (направляващи щифтове) са разположени възможно най-близо до режещата част на острието и над центъра му (за машини с шпиндел под масата). Пропастта между краищата на щифтовете не трябва да надвишава 0,1-0,15 мм. По време на надлъжното рязане зад триона трябва да се монтира разпъващ нож (фиг. 106). Предният ръб на ножа, удължен и заточен на клин, трябва да бъде защитен по обиколката на върховете на зъбите на триона не повече от 10-15 мм. Дебелината на ножа в края на края трябва да бъде по-голяма от ширината на рязане с 0,2-0,3 мм. Височината на ножа се задава на същото ниво с работната част на триона.
Фиг. 106. Модел на инсталиране на нож за разпръскване: Поради факта, че надеждните знания са ограничени, пилоправите често използват установени догми в работата си. Една такава догма е забрана директно във фланцовата зона. Друг предразсъдък е забраната незабавно да се работи в булчинската и централната зона на триона. Тази статия има за цел да приведе всички доказани методи за приготвяне на циркуляри до практикуващи дърворезби. Именно тези методи вече са освободени от различни догми и всякакви конвенции. Основните средства за триониране на триона са неговата равномерност и плоскост при коване. Не нарушение на тези параметри може да се коригира с чук. Голям брой циркуляри изпада в разпад именно поради нарушаването на равномерността и плоскостта на коването. В същото време трионът, като правило, не е в състояние да развали циркуляра толкова значително. Самите дърворезби, често, триони са оковани буквално необратимо. Но цената на циркулярите може да бъде много различна: от десетки до хиляди долари. Именно поради тази причина въпросът за усъвършенстваното обучение на дъскорезниците винаги е толкова остър. корекциянаречено сплескване на триона, което е необходимо за предотвратяване на триене върху стените на разреза на издутините му. Обикновено редактирането се извършва чрез удряне на триона, лежащ на наковалнята, с издут нагоре, чук. Въпреки че това не винаги се случва. Понякога се налага да комбинирате редактирането на сложни дефекти с намаляване или увеличаване на коването. Препоръчително е да изправите триона при коване на ножа от максимум не повече от 70-80%. В крайна сметка общото коване увеличава всяка редакция. Случва се, че коването вече е повече от 100% и редактирането в същото време все още не е завършено. Сто процента коване е моментът, когато симетричният диск преминава в състояние на спусъка във формата на чаша от плосък. За да продължи редактирането в този случай, трябва да се премахне прекомерното коване. кованеКоване се нарича "спукване", създадено преди това в централната зона на триона. На езика на професионалистите тази операция звучи като "отслабване". Защо режещият лист изобщо се нуждае от коване?
За създаването на коване се използват няколко метода. В монографията „Подготовка за експлоатация и експлоатация на циркуляри“, секторният метод за коване на трион е описан от професор Н. Якунин за начинаещи триони като най-подходящ. Да направя коване на сектортрябва да продължи по следния начин. Първо трябва да нарисувате централната част на триона с двустранна маркировка и със същите удари половин или пълна сила от двете страни да коват триона в същите точки. След това е необходимо редактиране и балансиране на режещия лист. балансиранеПризовават се преводът на едностранно напрежение в общо коване и компенсиране на едностранно коване на трион. По този начин се увеличава цялостното коване и се елиминира острието на формата на чаша. В изправено положение дискът става плосък. Симетризирането се осъществява от небалансирани леки удари с ритъм буквално една четвърт от силата на удара в зона "В" и "С" от изпъкналата страна на ножовия трион в три точки на 16 сектора или две точки също на 16 сектора, както и една точка на 16, 8, или 4 сектора. Какво трябва да знае една начинаеща дъскорезница за теорията на ударите?Всеки неуравновесен удар с чук с овален и кръгъл удар върху триона веднага променя трите си параметъра:
Има два вида удари с чук:
Съществуват три вида триони за чукове:
|







 геометрия на перфектно кован нож. За да проверите, дискът се поставя на масата и се повдига на ръка. Така тя разчита на две точки. По-широката част на линийката се прилага към центъра на триона и перпендикулярно на линията между опорите.
геометрия на перфектно кован нож. За да проверите, дискът се поставя на масата и се повдига на ръка. Така тя разчита на две точки. По-широката част на линийката се прилага към центъра на триона и перпендикулярно на линията между опорите. 





Най-популярни:

нов
- Поетапно изграждане на къща от панели с лешояди със собствените си ръце от основата до фасадата
- Как да изолирате пода в частна къща: тайните на топлоизолацията
- Как да поставите гъвкава плочка
- Направете арка от гипсокартон: инструкции стъпка по стъпка
- Как да изолирате подове в частна къща, без да премахвате стария под
- Как да направите арка от гипсокартон със собствените си ръце
- Направи си сам къща панелка от глътки
- Възможно ли е боядисване на каросерия на автомобил без предварително грунд?
- Какво е насипен под и как да го направите
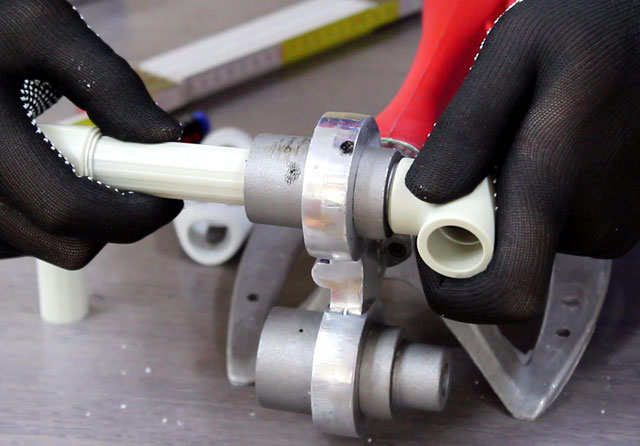
- Как да свържете полипропиленова тръба с полипропиленова тръба у дома?