Saidi sektsioonid
Toimetajate valik:
- Kuidas laotada kitt seintele: spetsialistide soovitused
- Kuidas puust ja metallist kiiku teha
- Marmoleum põrandakate Marmoleum paigaldamise tehnoloogia
- Marmoleum - spetsifikatsioonid, paigaldustehnoloogia, foto Marmoleum põrandakate
- Tehke ise-ise laste kiigel maal - tõeline töö armastavale isale
- Suvemaja aiamööbel "tee ise" - foto edukate omatehtud toodetest
- Lillepeenar puu all: taimede valimine ja istutamise protsess
- Kuidas segada vannitoa jaoks tsementi
- Parketi ja massiivplaadi võrdlus omaduste järgi
- Tsemendi-liivmördi valmistamiseks kasutatavate komponentide proportsioonid
Reklaam
| Väline keermestamine lehriga. Väline keermestamine |
|
Teema: Väliste ja sisemiste kinnitusniitide lõikamine. õppetund Eesmärk: edendada teadlikkust protsessist; õppetund oskuste konsolideerimine; kasvatus ja töökuse kujunemine; Tunni tüüp: uue materjali õppimine. Metoodiline: keermestamise tööriistad; keermestamise seadmed; tV-6 masinad; lauad, plakatid "Keermestamine"; Õppetund 1. Korralduslik osa 15 min 2. Uue materjali esitlus 25 min 3. Praktiline osa 40 min 4. Tunni kokkuvõte. 10 minutit 1. Tunni korralduslik osa. Tere tulemast, õpilaste kontroll. Kontrolli tunni valmisolekut: spec. riided, tööriistad. Kordusmaterjal kaetud 2. Uue materjali esitlus. Tutvustada lõime ulatust igapäevaelus, tööstuses.
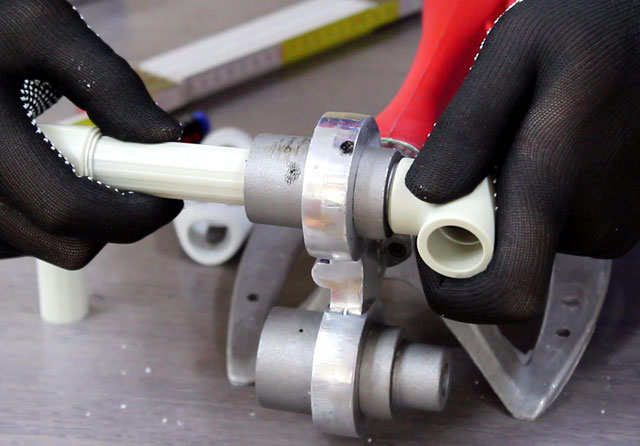
Tööriist sisemiste niitide lõikamiseks. Sisemine niit lõigatakse kraaniga. Kraan on kruvi, millel on teatud profiili keerme ja pikisuunalised kiibisooned. Soonete ja ristlõigete ristumiskohtades moodustatakse keermestatud kammid. Lõiketööd teostatakse lõikamisega kraani (sisselaske) osa, mille lõikehammaste kõrgus suureneb järk-järgult. https://pandia.ru/text/80/219/images/image005_9.jpg "laius \u003d" 366 "kõrgus \u003d" 261 "\u003e Täring. Stants on ümmarguse mutri kujul, mille keerme lõikavad augud, mis moodustavad lõikeservad ja mille eesmärk on hakkidest väljumine. Stantsid on reguleerimata ja reguleeritavad. Reguleerimata stantsid kaotavad mõne aja pärast kulumise tõttu oma suuruse. Siis matriitsis - soones Sisse- õhuke lihvkett lõikab hüppaja, mille järel stantsi läbimõõtu saab muuta 0,1–0,25 mm täpsusega. Stantsi sisselõigatud auku tehakse kooniline sisselaskeosa, mis täidab keermestamist. Kalibreerimisosa juhib ainult stantsi ja riibib niidi. Sisselaskeosa koonuse nurk on vahemikus 40 kuni 60 ° (keskmiselt 50 °). Nendel juhtudel, kui stants peab lõikama niidi piirikuni (näiteks poldi pea külge), suureneb sisselaskeosa koonuse nurk 90-ni. Sektsiooni läbimõõt peaks olema pisut väiksem kui keerme välisläbimõõt. Niisiis, kui peamise meetrilise niidi läbimõõt on 6-10 mm, peaks lõigatud sektsiooni läbimõõt olema väiksem kui keerme välisläbimõõt 0,1–0,2 mm; keerme läbimõõduga 11-18 mm - 0,12-0,24 mm; keerme läbimõõduga 20-30 mm - 0,14-0,28 mm võrra. Väikese (2-3 mm) pikkuse lõigatud osa ots tuleks töödelda koonuseks. Keerme lõikamiseks kasutatakse käsitsi kerimisvormi hoidjat (joonis 6) . Nagu ülalkirjeldatud padruni puhul, asetatakse pidev stants silindrilisse soonde ja kinnitatakse sellesse kruvidega 2, 4 ja 5.Kruvi 2 läheb soonesse Sisse(joonis 5 ), saadaval survevormis ja kruvid 4 ja 5 - aukudesse Dja E.Reguleeritava stantsikruvi kinnitamisel 2 suurendab selle suurust. Kruvid 1 ja 3, aukude sisenemine A ja Cstantsid surutakse kokku ja kruvid 4 ja 5 - kinnitamine. Stantsi korrektseks tööks on vajalik, et see sobiks külgsuunas tihedalt pea sisselõike põhjaga. . Pärast tooriku kinnitamist sisestatakse detaili ots vintsis kinnitatud stantsi keermestatud auku. On väga oluline, et kruvi ja seetõttu ka stants asetseksid lõigatava keerme teljega risti oleval tasapinnal. Vastasel juhul pöördub keermeprofiil küljele. Keermestamine: Pärast stantsi paigaldamist detailile (keermestamine 2–3 keerdu) kontrollige ruudu abil õige paigaldamist. Enne lõikamise alustamist on soovitatav osa määrida. Keermestamine peaks toimuma õrnalt, sujuvalt. Iga ettepoole pööramisega peab metallikillude lõikamiseks kaasnema pool pöörde vastassuunas. Keermestamine masinal. https://pandia.ru/text/80/219/images/image008_11.jpg "laius \u003d" 436 "kõrgus \u003d" 191 src \u003d "\u003e Pärast tooriku kinnitamist kassetti ja masina käivitamist sisestatakse detaili ots vintsis kinnitatud voldi keermestatud auku. On väga oluline, et kruvi ja seetõttu ka stants asetseksid lõigatava keerme teljega risti oleval tasapinnal. Vastasel juhul pöördub keermeprofiil küljele. Selleks tuleks nupp paigaldada vastavalt joonisel 8 (b) näidatud skeemile järgmiselt. Vintsi tagumine otsapind on otspinnaga pingutatud Vintsi tagumine otsapind surutakse tagatugi tagumise otsa otspinnaga või tööriistahoidikusse kinnitatud hoidiku otsaga. Üks vända käepidemetest on käega toetatud ja toetub nihiku ülemisele liumäele või lõiketerale (või rihmale), mis on samuti fikseeritud tööriistahoidikus. Pöörates käsiratast teise käega, liigutage tagatugi tagatugi või pidurisadul nii, et lõigatav osa sobib keermestatud auku. Pärast masina liikumist tuleks tugi liigutada nii, et selle otspind puutuks stantsi lõikamisel alati kraega. Keerme niidi lõikamiseni peatumiseni (näiteks õlani) lülitatakse masin eelnevalt välja ja keerake spindlit käsitsi (näiteks ajamisrihma taga), kuni kõik niidid on lõigatud. Kasutades seda stantsi esimest korda, peaksite esimese osa mitu pööret lõikama, suruma stantsi üles ja kontrollima, kas keerme karedus ja suurus on rahuldavad. Kui samal ajal leitakse, et keerme suurus ei vaja erinevust, tuleb pidev stants asendada teisega ja lõhe tuleks vastavalt reguleerida. Tunni praktiline osa. Õpilaste proovitööd väljakujunenud tooriku peal. Õpilased töötavad iseseisvalt. Kokkuvõte Küsitluse postitamine teema Ruumide koristamine Kodutöö. (kirjeldage 2-3 uuritud lõimega subjekti.) Kraanide ja stantsidega keermestamisel (nii käsitsi kui ka metallilõikamismasinatel) või spetsiaalse mehhaniseeritud tööriista kasutamisel eemaldatakse tooriku pinnalt mitte ainult materjali kiht, vaid ka töödeldud pinna välimise osa plastiline deformatsioon. Selle deformatsiooniga kaasneb tooriku materjali ekstrusioon keerme õõnsusest selle eenditesse. Seda nähtust tuleks keermestamiseks kasutatava varda või augu läbimõõdu määramisel arvesse võtta. Seetõttu on keermestamiseks mõeldud varraste ja aukude mõõtmed kõige sobivam määrata otsitabelite abil, milles need mõõtmed on antud, võttes arvesse kõiki lõikeid põhjustavaid tegureid. Praktikas võetakse niitide lõikamisel augu läbimõõt võrdselt niidi nominaalse läbimõõduga, vähendades selle sammu. Näiteks meetrilise niidi M10 lõikamisel peaks augu läbimõõt olema võrdne 1,0 ... 1,5 mm, s.o. peaks olema 8,5 mm. Väliste keermete lõikamisel peaks varda läbimõõt olema väiksem kui niidi nimiläbimõõt, sõltuvalt selle suurusest, 0,1 ... 0,2 mm. Keermete keerutamisel valitakse varda läbimõõt keerme keskmise läbimõõdu põhjal, mis tuleks täpsustada keerme töötlemise ülesandes või määrata spetsiaalsete tabelite abil. Stantsi paigaldamiseks võlli ülaossa tuleb teha umbes 60 ° nurga all olev faas. Väliste ja sisemiste keermestatud pindade töötlemine 1. Keermestamine peab toimuma matriitsi või kraani masinaõliga tugeva määrimisega. 2. Keermestades katkestage saadud laastud perioodiliselt vastupidise kraani abil või surra 1/2 pööret. 3. Pärast vardale või auku keermestamist on vaja kontrollida selle kvaliteeti: väline kontroll - krampide ja rebenenud niitide ärahoidmine; keermestatud gabariit (või võrdluspolt, mutter) - gabariidi läbipääs (polt, mutter) kruvitakse käsitsi, poldi-mutri paari sisse veeretamine pole lubatud. Keermestamise ajal esinevad tüüpilised defektid, nende esinemise põhjused ja ennetamise meetodid
Väliskeermestamise reeglid 1. Enne keermestamist kontrollige varda läbimõõtu (polt, tihvt, kruvi); see peaks olema 0,1 ... 0,2 mm väiksem kui niidi nimiläbimõõt. 2. Kihi tuleb tingimata virnata riba ülaossa (kui see pole toorikul). Kihi esitamisel peate jälgima selle kontsentrilisust varda telje suhtes, samuti läbimõõtu, mis ei tohiks ületada keerme siseläbimõõdu väärtust piki otspinda. Lisaks ei tohiks faasi kaldenurk varda telje suhtes olla suurem kui 60 °. Varras peaks olema fikseeritud tugevalt ja lõugadega risti. Varda kinnituse perpendikulaarsust tuleb kontrollida ruuduga. 3. Stantsi lõikamisel on vaja rangelt jälgida stantsi otspinna risti varda telje suhtes. 4. Enne keerme keeramist vardale on vaja kontrollida selle läbimõõtu; see peaks olema võrdne lõigatava niidi keskmise läbimõõduga. 5. Gaasi- ja veetorude niitide lõikamisel tuleb erilist tähelepanu pöörata haakeseadiste ja võllide lõikeosa pikkusele. Sisekeermete lõikamisel tuleb jälgida järgmisi paremakäelisi isikuid. 1. Enne lõikamist kontrollige: augu läbimõõdu vastavus lõigatud niidi suurusele. See peab vastama lõimetabeli andmetele; pimedate niitide lõikamiseks mõeldud augu sügavus. See peaks vastama joonisel näidatud suurusele. 2. Kraani sisestamisel on vaja tagada selle telje risti tooriku ülemise tasapinna suhtes, milles niit on lõigatud. 3. Keermestamiseks kasutage kogu kraanide komplekti: esimene - süvis; teine \u200b\u200bon pooltooted; kolmas on õiglane. 4. Pimedasse auku keermestades on vaja seda perioodiliselt laastudest puhastada. 5. Kraani purunemise vältimiseks tuleb väikese läbimõõduga (5 mm või vähem) niitide lõikamisel olla eriti ettevaatlik. 6. Keermestades masina kraaniga, tuleb see kinnitada turvapadruni. Keermestamisel esinevad tüüpilised defektid, nende esinemise põhjused ja ennetamise meetodid on toodud tabelis. 3.3. Inseneriteaduses on keermestamiseks kolm peamist süsteemi: meetermõõdustik, toll ja toru. Kõige laialdasemalt on levinud meetriline niit. Sellel on kolmnurkne profiil nurgaga 60 °. Selle peamised parameetrid, läbimõõt ja samm, on väljendatud millimeetrites. Tähistusnäide: M16. See tähendab, et niit on meetriline, läbimõõduga 16 mm, suure sammuga 2,0 mm. Kui samm on väike, siis näidatakse selle väärtust, näiteks M16 * 1,5. Tollide ja torude keermete läbimõõdud on väljendatud tollides. Pigi iseloomustab niitide arv tolli kohta. Määratud parameetrid on standardiseeritud, seega on alati võimalus valida vajalik tööriist. Täringute lõikamineVäliste keermete lõikamiseks on vaja järgmisi tööriistu ja materjale: stantsi või torukruvi stants, stantsihoidik, viil, kruustangid, nihikud, masinaõli. Kõige tavalisem ümmargune sureb (lerki). Need on tahked või lõhenenud. Tahkete ümarate stantside läbimõõdud on standardiseeritud. See võimaldab teil valida sobiva valiku paljude erinevate suuruste hulgast, näiteks M10, M12, M14, M16. Jagatud stantside eripära on võime reguleerida lõigatava niidi läbimõõtu vahemikus 0,1 ... 0,25 mm. Kuid neil on vähendatud jäikus, mis mõjutab saadud profiili täpsust. Töökorraldus Vorm on paigaldatud sobiva suurusega tugipesasse. Pärast seda kinnitatakse see kruvidega. Toru väliskeermete korral kasutatakse sageli põrkmehhanismi hoidjaid. Need pakuvad mugavust raskesti ligipääsetavates kohtades, näiteks seina vastas. Varda paksus on valitud 0,1 ... 0,25 mm vähem kui väliskeerme läbimõõt. Näiteks suure sammuga M6 puhul on see 5,80 ... 5,90 mm; M8 - 7,80 ... 7,90 mm; M10 - 9,75 ... 9,85 mm. Mõõtmised viiakse läbi nihikuga. Keskmise täpsusklassiga 6g meetriliste keermete lõikamiseks mõeldud varraste läbimõõdud on esitatud tabelis.
Stantsi parema sisestamise tagamiseks on varda otsa saetud faas. Selle laius peaks M6 ... M18 korral olema 1 - 1,5 mm. Toorik määritakse masinaõliga, mis hõlbustab järgnevat tööd ja võimaldab saada parema pinna. Stants asetatakse varda otsa nii, et selle tasapind on lõigatud poldi teljega risti. Seejärel pöörake kerge survega rattahoidikut päripäeva (kui niit jääb alles, siis vastupäeva). Kui stants lõikab südamikku ühe või kahe keerme jaoks, tuleks kiibi paremaks eemaldamiseks seda keerata poole pöörde võrra tagasi. Pärast seda tehakse jälle mööda keermet 1-2 pööret ja 0,5 vastassuunas. Selle skeemi järgi lõigatakse polt vajaliku pikkusega. Väliskeerme läbimõõtu kontrollitakse tavapärase mutri või rõngaga. Vajadusel juhitakse sammu niidimõõdikuga. KoputadesSisekeerme moodustamiseks on vaja järgmisi tööriistu ja materjale:
Koputamise lõikamise tehnoloogiaEsimene samm on tooriku eelmärgistamine ja tulevase augu keskpunkti tsentreerimine. Valige keerme nõutavale läbimõõdule vastav külvik. Seda saab teha otsingulaudade abil või kasutades umbes valemit d \u003d D - P. Siin D on keerme läbimõõt, P on selle samm, d on külviku läbimõõt. Näiteks M10 korral on d \u003d 10 - 1,5 \u003d 8,5 mm.
Osas puuritakse auk vajaliku sügavuseni, mis peaks ületama lõigatud osa pikkuse. Suurema kui d läbimõõduga külviku abil tehakse augu servale faas. See on mõeldud kraani tsentreerimiseks ja parimaks lähenemiseks. Keerme peamiste parameetrite - läbimõõt ja samm - järgi vali lõikeriist. Reeglina kasutage kahe kraani komplekti. Üks neist on eelnõu, teine \u200b\u200bon õiglane. Kraanide saba ruudu suurus valib nupu. Toode on kindlalt kinnitatud paika. Kare kraan ja auk määritakse mootoriõliga. Pärast seda paigaldatakse kraan detaili pinnaga rangelt risti ja piki telge vajutades pöörake nuppu käepidemetest. Lõigates ühe või kahe keerme keerme, tehke veerand pööret vastassuunas. See aitab kaasa laastude purustamisele ja eemaldamisele, hoiab ära tööriista takerdumise. Töö jätkub, teostades vahelduvat pööramist: ½ pöörake edasi, ¼ - tagasi. Sellisel juhul peate tagama, et ei oleks viltust kraani. Samuti ei ole mõtet talle liigset jõudu avaldada. Ummistuse vältimiseks eemaldatakse perioodiliselt lõikeosa ja auk puhastatakse laastudest. Pärast sisemise keerme lõikamist vajalikule sügavusele paigaldatakse auku viimistluskraan. Kui ta läheb etteantud suunas, panevad nad kaelarihma ja jätkavad tööd. Lisage määrdeid perioodiliselt. Keermet kontrollitakse manomeetri pistiku või poldi abil. Ta peaks vaevata kruvima ja mitte kiigutama. Vajadusel tehke täiendav läbimine peene kraani abil. Lühike tee http://bibt.ru Väline keerme lõikamine. Keermestatud varraste läbimõõt suremise ajal.Enne keerme määramist peate selle keerme jaoks valima tooriku läbimõõdu. Keerme niidiga lõikamisel tuleb arvestada sellega, et keermeprofiili moodustamisel toote metall, eriti teras, vask jne, venib ja toode suureneb. Selle tagajärjel suureneb surve matriitsi pinnale, mis põhjustab metalliosakeste kuumutamist ja nakkumist, nii et niit võib rebeneda. Varda läbimõõdu valimisel väliskeerme jaoks tuleks lähtuda samadest kaalutlustest nagu sisemise keerme aukude valimisel. Väliste niitide lõikamise praktika näitab, et parima niidikvaliteedi saab siis, kui varda läbimõõt on pisut väiksem kui lõigatava niidi välisläbimõõt. Kui varda läbimõõt on väiksem kui nõutav, siis on niit puudulik; kui seda on rohkem, siis ei saa matriitsi vardale keerata ja varda ots saab kahjustatud, või töötamise ajal võivad matriitsi hambad ülekoormuse tõttu puruneda ja niit puruneda. Tabelis. Joonis 27 näitab varraste niidide lõikamisel kasutatud varraste läbimõõtu. Tabel 27 Keermestatud varraste läbimõõt suremise ajal Tooriku läbimõõt peaks olema 0,3–0,4 mm väiksem kui niidi välisläbimõõt. Stantsi lõikamisel fikseeritakse varras kruustangidesse nii, et lõugade kohal väljaulatuv kruvi ots oleks 20–25 mm pikem kui lõigatava detaili pikkus. Varda ülemises otsas lõikamise tagamiseks on saagitud faas. Seejärel asetatakse vardasse stantsitud stants ja pööratakse väikese survega seda nii, et stants lõikab umbes 0,2–0,5 mm. Pärast seda määritakse varda lõigatud osa õliga ja keeratakse keeratav pliidiplaat täpselt samamoodi nagu kraaniga töötamisel, see tähendab üks või kaks pööret paremale ja pool pööret vasakule (joonis 152, b).
Joon. 152. Keerme vastuvõtmine matriitsiga (b) Abielu ja hammaste purunemise vältimiseks on vajalik, et stants läheks võlli külge ilma moonutusteta. Lõigatud sisemise niidi kontrollimine toimub keermestatud pistikmõõturite ja väliskeermega keermestatud mikromeetrite või keermestatud rõngasmõõturite abil. Keerme lõikamine on nn selle moodustumine kiibi eemaldamisega (samuti plastilise deformatsiooniga) tooriku toorikute välis- või sisepindadel. Niit on väline ja sisemine. Väliskeermega detaili (varrast) nimetatakse poldiks (kruvi) ja sisemise keermega - mutrit. Need niidid on valmistatud masinatega või käsitsi. Defektid. Keermestamisel leitakse enamasti erinevat tüüpi defekte (rebenenud, tihedad, nõrgenenud, nüri, keerme lagunemine jne). Osade niidid saadakse puurimisel, keerme lõikamisel ja treimisel, samuti valtsimisel, s.o plastiliste deformatsioonide meetodil. Keermete keermestamise tööriistad on põrkeotsad, kruvitud rullid ja põrmustatud pead. Mõnikord lõigatakse niit käsitsi. 1 - keermeprofiil |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Veetoru "href \u003d" / tekst / kategooria / vodoprovod / "rel \u003d" järjehoidja "\u003e veetorud.
Veetoru "href \u003d" / tekst / kategooria / vodoprovod / "rel \u003d" järjehoidja "\u003e veetorud.




| Loe: |
|---|
Populaarne:
Tee ise-ise sip paneelmaju
|
Uus
- Maja samm-sammuline ehitamine raisakotstarbelistest paneelidest oma kätega vundamendist fassaadini
- Kuidas eramajas põrandat isoleerida: soojusisolatsiooni saladused
- Kuidas painduvat plaati panna
- DIY kipsplaadi kaar: samm-sammult juhised
- Kuidas soojustada eramajas põrandaid ilma vana põrandat eemaldamata
- Kuidas teha oma kätega kipsplaadi kaare
- DIY lonks paneelmaja
- Kas on võimalik auto kere värvida ilma eelneva kruntvärvita?
- Mis on puistepõrand ja kuidas seda teha
- Kuidas ühendada polüpropüleenist toru kodus polüpropüleenist toruga?